技术特征:
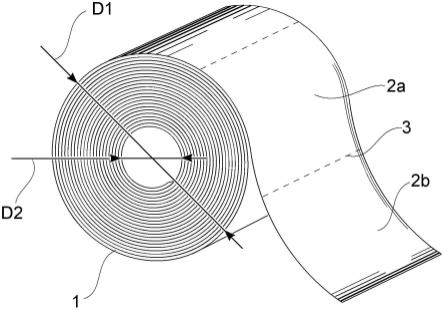
1.棉纸产品的无芯卷,所述棉纸产品例如为厕纸或家用毛巾,所述棉纸产品的无芯卷由具有第一端和第二端的棉纸的螺旋卷绕的连续幅材制成,吸收性材料的幅材被卷绕以限定出相对于所述无芯卷居中定位的轴向延伸的内孔,并且使得所述第一端定位在所述无芯卷的外侧上,而所述第二端定位在所述内孔处,其中所述棉纸产品包括至少两个片层,所述片层中的至少一个为具有压花的压花片层,并且所述棉纸产品的所有片层由常规湿压(cwp)纸制成,其中所述无芯卷具有从95至150mm的范围内的外径,所述内孔的直径是在从20至50mm的范围内,并且所述无芯卷的密度在110至160kg/m3的范围内,所述棉纸产品包括胶合区域以及在所述胶合区域之间的非胶合区域,在所述胶合区域中,所述片层使用粘合剂、例如层压胶而彼此片层结合,其中所述胶合区域中的至少一些是包括所述压花片层的压花的胶合压花区域,其中所有胶合压花区域的面积的总和为所有胶合区域的面积和所有非胶合区域的面积的总和的至少6%,以及其中,在所述胶合压花区域的至少80%之上,所述压花片层的相邻压花之间的最大距离为2.5mm或更小,可选地2.0mm或更小,或者1.5mm或更小。2.根据权利要求1所述的棉纸产品的无芯卷,其中,在所述胶合压花区域的至少80%之上,压花密度为至少20个压花/cm2,可选地至少40个压花/cm2,其中,可选地,所述胶合压花区域中所述粘合剂的至少90%、可选地95%存在于所述压花片层上的压花的末端所处的位置处,其中,可选地,所述压花片层包括具有第一压花高度的第一压花和具有小于所述第一压花高度的高度的至少一种进一步类型的压花,并且其中可选地,所述胶合压花区域中所述粘合剂的至少70%、或80%、90%、或95%存在于所述第一压花的末端所处的位置处。3.根据权利要求1或2所述的棉纸产品的无芯卷,其中所有胶合压花区域的面积的总和为所述棉纸产品的总面积的至少6%。4.根据前述权利要求中任一项所述的棉纸产品的无芯卷,其中所述胶合压花区域以重复图案布置,所述重复图案在所述棉纸产品的沿着所述卷的长度延伸范围的方向上重复重复单元,所述棉纸产品的样品单元为在所述长度延伸范围的方向上包括一个重复单元的具有最小长度的区段,其中所有胶合压花区域的面积的总和为所述样品单元中的所有胶合区域和所有非胶合区域的面积的总和的至少6%。5.根据前述权利要求中任一项所述的棉纸产品的无芯卷,其中所述胶合压花区域构成所有胶合区域的至少90%、可选地至少95%或至少98%,其中可选地,所有胶合区域是胶合压花区域。6.根据前述权利要求中任一项所述的棉纸产品的无芯卷,其中所述压花片层的压花中的至少80%、可选地至少80%、至少85%或至少90%或至少95%被设置在所述胶合压花区域中。7.根据前述权利要求中任一项所述的棉纸产品的无芯卷,其中所述胶合压花区域的至少80%、可选地至少90%或至少95%包括至少25个、可选地至少30个压花。8.根据前述权利要求中任一项所述的棉纸产品的无芯卷,其中所述无芯卷的吸收性材
料在所述第二端处的最内圈的至少一部分、可选地整个最内圈包括稳定涂料组合物。9.根据前述权利要求中任一项所述的棉纸产品的无芯卷,其中,在所述棉纸产品的重复单元的所有表面的总和的至少80%之上,在所述胶合压花区域所处的位置处,或在所述棉纸产品的所有表面的总和的至少80%之上,在所述胶合压花区域所处的位置处,所述压花片层的相邻压花之间的最大距离为2.5mm或更小,可选地2.0mm或更小,或者1.5mm或更小。10.根据前述权利要求中任一项所述的棉纸产品的无芯卷,其中所述棉纸产品包括恰好两个片层:第一片层和第二片层,其中可选地所述第一片层被压花并且所述第二片层被压花;所述无芯卷的密度落入110至150kg/m3的范围内,其中所有胶合压花区域的面积的总和为所有胶合区域和所有非胶合区域的面积的总和的至少6%、可选地至少7%或至少8%或至少9%,所述棉纸产品的纸厚可选地为至少0.35mm,可选地至少0.40mm或至少0.45mm,以及所述棉纸产品的克重可选地在从24g/m2至50g/m2、可选地30g/m2至45g/m2的范围内。11.根据权利要求10所述的棉纸产品的无芯卷,其中所述第一片层包括具有第一高度(h1)的第一压花,所述第一高度(h1)在0.2mm至2.0mm的范围内,其中所述粘合剂,例如层压胶,可选地被施加到所述第一片层的所述第一压花的末端,其中所述第二片层包括具有第二高度(h2)的第二压花,所述第二高度(h2)在0.2mm至2.0mm的范围内,其中所述第一片层可选地包括具有小于所述第一高度(h1)的第三高度(h3)(h1>h3)的第三压花,以及其中所述第二片层可选地包括具有小于所述第二高度(h2)的第四高度(h4)(h2>h4)的第四压花。12.根据权利要求1至9中任一项所述的棉纸产品的无芯卷,其中所述棉纸产品包括恰好三个片层,所述压花片层为最外片层,所述无芯卷的密度落入130至160kg/m3的范围内,其中所有胶合压花区域的面积的总和为所有胶合区域和所有非胶合区域的面积的总和的至少6%、可选地至少7%、或至少8%,并且所述棉纸产品的纸厚可选地为至少0.40mm,可选地至少0.45mm或至少0.50mm,所述棉纸产品的克重可选地在从34g/m2至65g/m2、可选地40g/m2至63g/m2或45g/m2至60g/m2的范围内。13.根据权利要求12所述的棉纸产品的无芯卷,所述三个片层为第一片层、第二片层和第三片层,其中所述第三片层位于所述第一片层与所述第二片层之间,其中所述第一片层包括具有第一高度(h1)的第一压花,所述第一高度(h1)在0.2mm至2.0mm的范围内,其中所述粘合剂,例如层压胶,可选地被施加到所述第一片层的所述第一压花的末端,其中所述第二片层包括具有第二高度(h2)的第二压花,所述第二高度(h2)在0.2mm至2.0mm的范围内,
其中所述第一片层可选地包括具有小于所述第一高度(h1)的第三高度(h3)(h1>h3)的第三压花,以及其中所述第二片层可选地包括具有小于所述第二高度(h2)的第四高度(h4)(h2>h4)的第四压花。14.根据权利要求12所述的棉纸产品的无芯卷,其中所述第三片层未被压花。15.根据权利要求13或14所述的棉纸产品的无芯卷,其中所述第一片层和所述第三片层已经被一起压花,以在所述第一片层和所述第三片层上形成所述第一压花,以及其中,可选地,所述第三压花已经仅形成在所述第一片层上,而不形成在所述第三片层上,或者,其中,可选地,所述第一片层和所述第三片层已经被一起压花,以在所述第一片层和所述第三片层上形成所述第三压花。16.根据权利要求13所述的棉纸产品的无芯卷,其中所述第三片层包括具有第五高度(h5)的第五压花,所述第五高度(h5)在0.2mm至2.0mm的范围内,并且其中所述第三片层已经与所述第一片层和所述第二片层分开地压花。17.根据权利要求1至9中任一项所述的棉纸产品的无芯卷,其中所述棉纸产品包括恰好四个片层,所述无芯卷的密度落入130至160kg/m3的范围内,其中所有胶合压花区域的面积的总和为所有胶合区域和所有非胶合区域的面积的总和的至少6%、可选地至少7%、或至少8%,以及所述棉纸产品的纸厚可选地为至少0.50mm,可选地至少0.55mm。18.根据权利要求17所述的棉纸产品的无芯卷,所述四个片层为第一片层、第二片层、第三片层和第四片层,其中所述第一片层和所述第二片层为所述棉纸产品的最外片层,其中所述第一片层包括具有第一高度(h1)的第一压花,所述第一高度(h1)在0.2mm至2.0mm的范围内,其中所述粘合剂,例如层压胶,可选地被施加到所述第一片层的所述第一压花的末端,其中所述第二片层包括具有第二高度(h2)的第二压花,所述第二高度(h2)在0.2mm至2.0mm的范围内,其中所述第一片层可选地包括具有小于所述第一高度(h1)的第三高度(h3)(h1>h3)的第三压花,以及其中所述第二片层可选地包括具有小于所述第二高度(h2)的第四高度(h4)(h2>h4)的第四压花。19.根据权利要求18所述的棉纸产品的无芯卷,其中所述第一片层和所述第三片层已经被一起压花,以在所述第一片层和所述第三片层上形成所述第一压花,其中所述第四片层未被压花或已经与所述第一片层、所述第二片层和所述第三片层分开地压花,以及其中所述第三压花可选地已经仅形成在所述第一片层上,而不形成在所述第三片层上,或者其中所述第一片层和所述第三片层已经被一起压花,以在所述第一片层和所述第三片层上形成所述第三压花。20.根据权利要求18所述的棉纸产品的无芯卷,其中所述第一片层、所述第三片层和所述第四片层已经被一起压花,以在所述第一片层、所述第三片层和所述第四片层上形成所
述第一压花,以及其中,可选地,所述第一片层、所述第三片层和所述第四片层已经被一起压花,以在所述第一片层、所述第三片层和所述第四片层上形成所述第三压花,或者其中,可选地,所述第三压花已经形成在所述第一片层和所述第三片层上,而不形成在所述第四片层上,或者其中,可选地,所述第三压花已经形成在所述第一片层上,而不形成在所述第三片层和所述第四片层上。21.根据权利要求18所述的棉纸产品的无芯卷,其中所述第三片层和所述第四片层已经与所述第一片层和所述第二片层分开地一起压花,或者其中所述第三片层和所述第四片层中的一个已经与所述第一片层和所述第二片层分开地压花,而所述第三片层和所述第四片层中的另一个未被压花,或者其中所述第三片层和所述第四片层未被压花。22.根据权利要求18所述的棉纸产品的无芯卷,其中所述第一片层和所述第三片层已经被一起压花,以在所述第一片层和所述第三片层上形成所述第一压花,其中所述第四片层和所述第二片层已经被一起压花,以在所述第四片层和所述第二片层上形成所述第二压花,以及其中,可选地,所述第一片层和所述第三片层已经被一起压花,以在所述第一片层和所述第三片层上形成所述第三压花,或者其中所述第三压花已经仅形成在所述第一片层上而不形成在所述第三片层上。23.根据权利要求1至9中任一项所述的棉纸产品的无芯卷,其中所述棉纸产品包括恰好五个或六个片层,所述无芯卷的密度落入150至160kg/m3的范围内,其中所有胶合区域的面积的总和为所有胶合区域和所有非胶合区域的面积的总和的至少6%、可选地至少7%、或至少8%,以及所述棉纸产品的纸厚可选地为至少0.60mm,可选地至少0.65mm。24.根据权利要求23所述的棉纸产品的无芯卷,其中所述棉纸产品的最外片层中的至少一个包括具有第一高度(h1)的第一压花,所述第一高度(h1)在0.2mm至2.0mm的范围内,其中所述粘合剂,例如层压胶,可选地被施加到所述第一片层的所述第一压花的末端,其中所述棉纸产品的所述最外片层中的另一个包括具有第二高度(h2)的第二压花,所述第二高度(h2)在0.2mm至2.0mm的范围内。25.根据前述权利要求中任一项所述的棉纸产品的无芯卷,其中所述无芯卷具有20n或更大、可选地25n或更大、或者30n或更大的径向压缩强度。26.制造棉纸产品的无芯卷的方法,所述棉纸产品例如厕纸或家用毛巾,所述棉纸产品的无芯卷包括至少两个片层,所述方法包括以下步骤:-进给至少两个片层并对所述至少两个片层中的至少一个进行压花以形成压花片层,其中所有进给的片层由常规湿压(cwp)纸制成;-使用粘合剂、例如层压胶将所述至少两个片层进行片层结合,形成胶合区域,并且在所述胶合区域之间留下非胶合区域,其中所述胶合区域中的至少一些是包括所述压花片层的压花的胶合压花区域,使得所有胶合压花区域的面积的总和为所有胶合区域的面积和所
有非胶合区域的面积的总和的至少6%,以形成所述棉纸产品;-将所述棉纸产品螺旋卷绕在芯轴上以形成无芯卷并限定出面向所述芯轴的轴向延伸的内孔,其中所述棉纸产品的第一端定位在所述无芯卷的外侧上而所述第二端定位在所述内孔处;-撤出所述芯轴,其中所述无芯卷包括从95至150mm的范围内的外径并且所述内孔的直径在从20至50mm的范围内,并且所述无芯卷的密度落入110至160kg/m3的范围内;其中压花和片层结合的步骤被执行为使得,在所述胶合压花区域的至少80%之上,所述压花片层的相邻压花之间的最大距离为2.5mm或更小,可选地2.0mm或更小,或者1.5mm或更小。27.根据权利要求26所述的制造棉纸产品的无芯卷的方法,所述棉纸产品例如为厕纸或家用毛巾,其中对所述至少一个片层进行压花以及片层结合的步骤被执行为使得,在所述胶合压花区域的至少80%之上,压花密度为至少20个压花/cm2,可选地至少40个压花/cm2,所述方法可选地包括将所述粘合剂中的至少90%、可选地95%提供到所述压花片层的压花的末端的步骤,其中所述方法可选地包括用具有第一压花高度的第一压花和具有小于所述第一压花高度的高度的至少一种进一步类型的压花对所述至少一个片层进行压花,并且包括将所述粘合剂中的至少90%、可选地95%的粘合剂提供到所述棉纸产品中的所述压花片层的所述第一压花的末端。28.根据权利要求26或27所述的制造棉纸产品的无芯卷的方法,所述绵纸产品例如为厕纸或家用毛巾,其中所述片层结合被执行到所述压花片层的已经被压花的所有区域的至少80%、至少85%或至少90%或至少95%。29.根据权利要求26至28中任一项所述的制造棉纸产品的无芯卷的方法,所述绵纸产品例如为厕纸或家用毛巾,其中形成所述压花片层的所述压花包括提供至少25个、可选地至少30个压花到待压花和片层结合的所有区域的至少80%、至少85%或至少90%或至少95%。30.根据权利要求26至29中任一项所述的制造棉纸产品的无芯卷的方法,所述绵纸产品例如为厕纸或家用毛巾,其中所述方法包括以下步骤:在第二端处用稳定涂料组合物涂覆所述无芯卷的所述吸收性材料的最内圈的至少一部分、可选地整个最内圈。31.根据权利要求26至30中任一项所述的制造棉纸产品的无芯卷的方法,所述绵纸产品例如为厕纸或家用毛巾,其中所述棉纸产品被制造为包括恰好两个片层:第一片层和第二片层,其中所述方法可选地包括对所述第一片层和所述第二片层进行压花,所述无芯卷的密度落入110至150kg/m3的范围内,其中所有胶合压花区域的面积的总和为所有胶合区域和所有非胶合区域的面积的总和的至少6%、可选地至少7%或至少8%或至少9%,所述棉纸产品的纸厚可选地为至少0.35mm,可选地至少0.40mm或至少0.45mm,以及所述棉纸产品的克重可选地在从24g/m2至50g/m2、可选地30g/m2至45g/m2的范围内。
32.根据权利要求31所述的制造棉纸产品的无芯卷的方法,所述绵纸产品例如为厕纸或家用毛巾,所述方法包括以下步骤:-对所述第一片层进行压花以形成具有第一高度(h1)的第一压花,所述第一高度(h1)在0.2mm至2.0mm的范围内;-可选地将粘合剂,例如层压胶,施加到所述第一片层的所述第一压花的末端;-对所述第二片层进行压花以形成具有第二高度(h2)的第二压花,所述第二高度(h2)在0.2mm至2.0mm的范围内;-可选地,对所述第一片层进行压花以形成具有小于所述第一高度(h1)的第三高度(h3)(h1>h3)的第三压花;以及-可选地,对所述第二片层进行压花以形成具有小于所述第二高度(h2)的第四高度(h3)(h2>h4)的第四压花。33.根据权利要求26至30中任一项所述的制造棉纸产品的无芯卷的方法,所述绵纸产品例如为厕纸或家用毛巾,其中所述棉纸产品被制造为包括恰好三个片层,所述压花片层为最外片层,所述无芯卷的密度落入130至160kg/m3的范围内,其中所有胶合压花区域的面积的总和为所有胶合区域和所有非胶合区域的面积的总和的至少6%、可选地至少7%、或至少8%,以及所述棉纸产品的纸厚可选地为至少0.40mm,可选地至少0.45mm或至少0.50mm,所述棉纸产品的克重可选地在从34g/m2至65g/m2、可选地40g/m2至63g/m2或45g/m2至60g/m2的范围内。34.根据权利要求33所述的制造棉纸产品的无芯卷的方法,所述绵纸产品例如为厕纸或家用毛巾,所述三个片层为第一片层、第二片层和第三片层,其中所述第三片层位于所述第一片层与所述第二片层之间,所述方法包括:-对所述第一片层进行压花以形成具有第一高度(h1)的第一压花,所述第一高度(h1)在0.2mm至2.0mm的范围内;-可选地将粘合剂,例如层压胶,施加到所述第一片层的所述第一压花的末端;-对所述第二片层进行压花以形成具有第二高度(h2)的第二压花,所述第二高度(h2)在0.2mm至2.0mm的范围内;-可选地,对所述第一片层进行压花以形成具有小于所述第一高度(h1)的第三高度(h3)(h1>h3)的第三压花;以及-可选地,对所述第二片层进行压花以形成具有小于所述第二高度(h2)的第四高度(h3)(h2>h4)的第四压花。35.根据权利要求33或34所述的制造棉纸产品的无芯卷的方法,所述绵纸产品例如为厕纸或家用毛巾,所述方法不包括对所述第三片层进行压花的步骤。36.根据权利要求33至35中任一项所述的制造棉纸产品的无芯卷的方法,所述绵纸产品例如为厕纸或家用毛巾,所述方法包括以下步骤:-将所述第一片层和所述第三片层一起压花,以在所述第一片层和所述第三片层上形
成所述第一压花;以及-可选地,仅在所述第一片层上而不在所述第三片层上形成所述第三压花,或者,可选地,将所述第一片层和所述第三片层一起压花,以在所述第一片层和所述第三片层上形成所述第三压花。37.根据权利要求33、34和36中任一项所述的制造棉纸产品的无芯卷的方法,所述绵纸产品例如为厕纸或家用毛巾,所述方法进一步包括以下步骤:-对所述第三片层进行压花以形成具有第五高度(h5)的第五压花,所述第五高度(h5)在0.2mm至2.0mm的范围内,其中所述第三片层已经与所述第一片层和所述第二片层分开地压花。38.根据权利要求26至30中任一项所述的制造棉纸产品的无芯卷的方法,所述绵纸产品例如为厕纸或家用毛巾,其中所述棉纸产品被制造为包括恰好四个片层,所述无芯卷的密度落入130至160kg/m3的范围内,其中所有胶合压花区域的面积的总和为所有胶合区域和所有非胶合区域的面积的总和的至少6%、可选地至少7%、或至少8%,以及所述棉纸产品的纸厚可选地为至少0.50mm,可选地至少0.55mm。39.根据权利要求38所述的制造棉纸产品的无芯卷的方法,所述绵纸产品例如为厕纸或家用毛巾,所述四个片层为第一片层、第二片层、第三片层和第四片层,其中所述第一片层和所述第二片层为所述棉纸产品的最外片层,所述方法包括以下步骤:-对所述第一片层进行压花以形成具有第一高度(h1)的第一压花,所述第一高度(h1)在0.2mm至2.0mm的范围内;-可选地将粘合剂,例如层压胶,施加到所述第一片层的所述第一压花的末端;-对所述第二片层进行压花以形成具有第二高度(h2)的第二压花,所述第二高度(h2)在0.2mm至2.0mm的范围内;-可选地,对所述第一片层进行压花以形成具有小于所述第一高度(h1)的第三高度(h3)(h1>h3)的第三压花;以及-可选地,对所述第二片层进行压花以形成具有小于所述第二高度(h2)的第四高度(h4)(h2>h4)的第四压花。40.根据权利要求39所述的制造棉纸产品的无芯卷的方法,所述绵纸产品例如为厕纸或家用毛巾,所述方法包括将所述第一片层和所述第三片层一起压花以在所述第一片层和所述第三片层上形成所述第一压花,所述方法不包括对所述第四片层进行压花的步骤,或者所述方法包括与所述第一片层、所述第二片层和所述第三片层分开地对所述第四片层进行压花的步骤,以及所述方法可选地包括仅在所述第一片层上而不在所述第三片层上形成所述第三压花的步骤,或者将所述第一片层和所述第三片层一起压花以在所述第一片层和所述第三片层上形成所述第三压花的步骤。41.根据权利要求39所述的制造棉纸产品的无芯卷的方法,所述绵纸产品例如为厕纸或家用毛巾,所述方法包括以下步骤:-将所述第一片层、所述第三片层和所述第四片层一起压花,以在所述第一片层、所述第三片层和所述第四片层上形成所述第一压花;
‑
可选地,将所述第一片层、所述第三片层和所述第四片层一起压花,以在所述第一片层、所述第三片层和所述第四片层上形成所述第三压花;或者-可选地,在所述第一片层和所述第三片层上而不在所述第四片层上形成所述第三压花;或者-可选地,在所述第一片层上而不在所述第三片层和所述第四片层上形成所述第三压花。42.根据权利要求39所述的制造棉纸产品的无芯卷的方法,所述绵纸产品例如为厕纸或家用毛巾,所述方法包括以下步骤:-与所述第一片层和所述第二片层分开地将所述第三片层和所述第四片层一起压花;或者-与所述第一片层和所述第二片层分开地对所述第三片层和所述第四片层中的一个进行压花,而不对所述第三片层和所述第四片层中的另一个进行压花;或者既不对所述第三片层进行压花也不对所述第四片层进行压花。43.根据权利要求39所述的制造棉纸产品的无芯卷的方法,所述绵纸产品例如为厕纸或家用毛巾,所述方法包括以下步骤:-将所述第一片层和所述第三片层一起压花,以在所述第一片层和所述第三片层上形成所述第一压花;-将所述第四片层和所述第二片层一起压花,以在所述第四片层和所述第二片层上形成所述第二压花;以及-可选地,将所述第一片层和所述第三片层一起压花,以在所述第一片层和所述第三片层上形成所述第三压花,或者仅在所述第一片层上而不在所述第三片层上形成所述第三压花。44.根据权利要求26至30中任一项所述的制造棉纸产品的无芯卷的方法,所述绵纸产品例如为厕纸或家用毛巾,其中所述棉纸产品被制造为包括恰好五个或六个片层,所述无芯卷的密度落入150至160kg/m3的范围内,其中所有胶合区域的面积的总和为所有胶合区域和所有非胶合区域的面积的总和的至少6%、可选地至少7%、或至少8%,以及所述棉纸产品的纸厚可选地为至少0.60mm,可选地至少0.65mm。45.根据权利要求44所述的制造棉纸产品的无芯卷的方法,所述绵纸产品例如为厕纸或家用毛巾,所述方法包括以下步骤:-对所述棉纸产品的最外片层中的至少一个进行压花,以形成具有第一高度(h1)的第一压花,所述第一高度(h1)在0.2mm至2.0mm的范围内;-可选地将粘合剂,例如层压胶,施加到所述第一片层的所述第一压花的末端;-对所述棉纸产品的所述最外片层中的另一个进行压花,以形成具有第二高度(h2)的第二压花,所述第二高度(h2)在0.2mm至2.0mm的范围内。46.棉纸产品的无芯卷,其由根据权利要求26至45中任一项所述的方法制造。47.棉纸产品的无芯卷,所述棉纸产品例如为厕纸或家用毛巾,所述棉纸产品的无芯卷由具有第一端和第二端的棉纸的螺旋卷绕的连续幅材制成,吸收性材料的幅材被卷绕以限定出相对于所述无芯卷居中定位的轴向延伸的内孔,并且使得所述第一端定位在所述无芯
卷的外侧上而所述第二端定位在所述内孔处,其中所述棉纸产品包括至少两个片层,所述至少两个片层包括作为所述棉纸产品的最外片层的至少第一片层和第二片层,其中所述棉纸产品的所有片层由常规湿压(cwp)纸制成,其中所述无芯卷具有从95至150mm的范围内的外径,所述内孔的直径在从20至50mm的范围内,并且所述无芯卷的密度在110至160kg/m3的范围内,其中所述第一片层用第一压花进行压花并且所述第二片层用第二压花进行压花,所述棉纸产品包括胶合区域以及在所述胶合区域之间的非胶合区域,在所述胶合区域中,所述片层使用粘合剂、例如层压胶而彼此片层结合,其中所述胶合区域中的至少一些是包括所述第一片层的第一压花和所述第二片层的第二压花的胶合压花区域,其中所有胶合压花区域的面积的总和为所有胶合区域的面积和所有非胶合区域的面积的总和的至少6%。48.根据权利要求47所述的棉纸产品的无芯卷,其中,在所述胶合压花区域的至少80%之上,所述压花片层的相邻压花之间的最大距离为2.5mm或更小,可选地2.0mm或更小,或者1.5mm或更小。
技术总结
本公开涉及棉纸产品(例如厕纸或家用毛巾)的无芯卷,该无芯卷由具有第一端和第二端的棉纸的螺旋卷绕的连续幅材制成,该吸收性材料的幅材被卷绕以限定出轴向延伸的内孔,该内孔相对于无芯卷居中定位,并且使得第一端定位在无芯卷的外侧上,而第二端定位在内孔处。棉纸产品包括至少两个片层,至少一个片层为具有压花的压花片层。棉纸产品的所有片层由常规湿压(CWP)纸制成。该无芯卷具有从95至150mm的范围内的外径,该内孔的直径在从20至50mm的范围内,并且该无芯卷的密度在110至160kg/m3的范围内。棉纸产品包括胶合区域和位于胶合区域之间的非胶合区域,在胶合区域中,各片层使用粘合剂诸如层压胶彼此片层结合。至少一些胶合区域是包括压花片层的压花的胶合压花区域。所有胶合压花区域的面积的总和为所有胶合区域的面积和所有非胶合区域的面积的总和的至少6%。在胶合压花区域的至少80%之上,压花片层的相邻压花之间的最大距离为2.5mm或更小,可选地为2.0mm或更小,或者1.5mm或更小。或者1.5mm或更小。或者1.5mm或更小。
技术研发人员:N
受保护的技术使用者:易希提卫生与保健公司
技术研发日:2020.07.03
技术公布日:2023/2/23
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。