1.本实用新型涉及高精密加工模具领域,特别涉及一种冲头防拉断结构。
背景技术:
2.冲头是安装在冲压模具上的金属零件,应用于与材料的直接接触,使材料发生形变、裁切材料,模具冲头一般采用高速钢和钨钢等作为材质,有高速钢冲头和钨钢冲头等。冲裁不锈钢及铍铜时,由于材料硬度高,在长时间的连续工作中,冲子头部在长时间的连续生产中容易发热膨胀变形,会对生产精度产生影响,甚至被拉断,影响生产。
技术实现要素:
3.本实用新型提供一种冲头防拉断结构,解决了冲头的下端由于长时间的工作发热膨胀变形后被拉断的技术问题。
4.本实用新型解决其技术问题所采用的技术方案是:一种冲头防拉断结构,包括上模和下模,所述上模上设置有冲头和脱料板,所述脱料板上设置有供冲头往复竖直通过的脱料板贯穿孔,所述下模上设置有下模板,所述下模板上与冲头对应位置设置有与其适配的冲裁孔,所述脱料板贯穿孔的下端设置有外扩的让位孔,所述让位孔的上端内径小于下端内径,所述让位孔下端距离冲头的水平距离大小在产品材料厚度大小的一半以内。有效避免冲头的下端由于长时间的工作发热膨胀变形后被拉断,有效提高冲头的寿命和连续工作时间,提高生效率。
5.进一步的是:所述让位孔下端距离冲头的水平距离大小在产品材料厚度的四分之一到二分之一之间。在保证有效脱料的同时,有效减少冲头的下端头部膨胀后与让位孔内壁的接触。
6.进一步的是:所述下模板上冲裁孔的下端设置有上下贯穿且外扩的排废孔,所述排废孔的外扩角度在4-7
°
。废料排除有效,避免废料排废过程中卡住损坏冲头。
7.进一步的是:所述让位孔的竖直方向深度大于冲裁孔的竖直方向深度与产品的厚度之和。有效提高了冲头的使用寿命,减少冲头的下端头部发热膨胀因素,冲裁也更加精确。
8.进一步的是:所述冲裁孔的下端外扩且外扩角度在0.009
°
到0.011
°
。在保证裁切效果的同时,减少冲头和被裁切掉的产品部分与冲裁孔的接触,有效减少冲头的摩擦膨胀和产品被裁切部分被卡住的概率,提升了冲头及整个模具的连续使用寿命。
附图说明
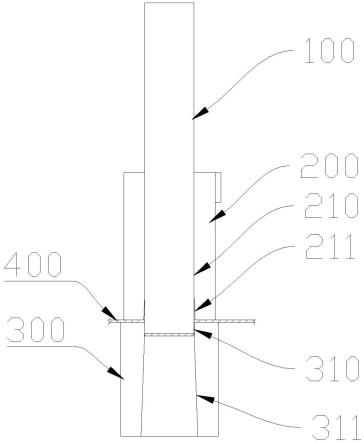
9.图1为本实用新型的竖直方向截面示意图;
10.图2为让位孔部分的竖直方向截面放大示意图。
11.图中标记为:冲头100、脱料板200、脱料板贯穿孔210、让位孔211、下模板300、冲裁孔310、排废孔311、产品材料400。
具体实施方式
12.下面结合附图和具体实施方式对本实用新型进一步说明。
13.如图1所示的一种冲头防拉断结构,包括上模和下模,所述上模上设置有冲头100和脱料板200,所述脱料板200上设置有供冲头100往复竖直通过的脱料板贯穿孔210,所述下模上设置有下模板300,所述下模板300上与冲头100对应位置设置有与其适配的冲裁孔310,所述脱料板贯穿孔210的下端设置有外扩的让位孔211,所述让位孔211的上端内径小于下端内径,所述让位孔211下端距离冲头100的水平距离大小在产品材料400厚度大小的一半以内。在具体实施中,产品材料400在转移到模具上对应位置时,上模上的冲头100下端下移到冲裁孔310中对应将产品材料进行冲切,冲切完成后冲头的下端上移到脱料板200的让位孔211内,在此过程中,冲头的下端在下模板300的冲裁孔310中长时间往复移动冲裁的过程中容易产生热量进而产生膨胀,让位孔211设计使得冲头膨胀下端在上移脱料过程中不与脱料板200产生接触,不会进一步的产生摩擦,有效避免冲头的下端由于长时间的工作发热膨胀变形后被拉断,有效提高冲头的寿命和连续工作时间,提高生效率。
14.在上述的基础上,如图1和图2所示,所述让位孔211下端距离冲头100的水平距离大小在产品材料400厚度的四分之一到二分之一之间。在保证有效脱料的同时,有效减少冲头100的下端头部膨胀后与让位孔211内壁的接触。
15.在上述的基础上,如图1和图2所示,所述下模板300上冲裁孔310的下端设置有上下贯穿且外扩的排废孔311,所述排废孔311的外扩角度在4-7
°
。在具体实施中,冲头100将产品被冲裁掉的部分压入排废孔311后,产品被冲裁掉的部分下落状况好,废料排除有效,避免废料排废过程中卡住损坏冲头100。
16.在上述的基础上,如图1和图2所示,所述让位孔211的竖直方向深度大于冲裁孔310的竖直方向深度与产品的厚度之和。在此具体实施例中,冲裁孔310的竖直方向深度为产品材料400厚度的五倍,让位孔211的竖直方向深度为冲裁孔310的竖直方向深度的两倍。在具体实施中冲头100的下端头部冲裁产品后在让位孔211内移动,头部冲裁及摩擦发热膨胀的部分相对脱料板200移动时,在相对比以前更长的工作时间内冲头100的下端头部不与让位孔211内壁接触,避免了冲头100与脱料板贯穿孔210内壁摩擦进一步发热膨胀和长时间使用因发热膨胀而拉断,有效提高了冲头100的使用寿命,减少冲头100的下端头部发热膨胀因素,冲裁也更加精确。
17.在上述的基础上,如图1和图2所示,所述冲裁孔310的下端外扩且外扩角度在0.009
°
到0.011
°
。在保证裁切效果的同时,减少冲头和被裁切掉的产品部分与冲裁孔310的接触,有效减少冲头的摩擦膨胀和产品被裁切部分被卡住的概率,提升了冲头100及整个模具的连续使用寿命。
18.以上所述的具体实施例,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种冲头防拉断结构,包括上模和下模,所述上模上设置有冲头(100)和脱料板(200),所述脱料板(200)上设置有供冲头(100)往复竖直通过的脱料板贯穿孔(210),所述下模上设置有下模板(300),所述下模板(300)上与冲头(100)对应位置设置有与其适配的冲裁孔(310),其特征在于:所述脱料板贯穿孔(210)的下端设置有外扩的让位孔(211),所述让位孔(211)的上端内径小于下端内径,所述让位孔(211)下端距离冲头(100)的水平距离大小在产品材料(400)厚度大小的一半以内。2.根据权利要求1所述的一种冲头防拉断结构,其特征在于:所述让位孔(211)下端距离冲头(100)的水平距离大小在产品材料(400)厚度的四分之一到二分之一之间。3.根据权利要求1所述的一种冲头防拉断结构,其特征在于:所述下模板(300)上冲裁孔(310)的下端设置有上下贯穿且外扩的排废孔(311),所述排废孔(311)的外扩角度在4-7
°
。4.根据权利要求1所述的一种冲头防拉断结构,其特征在于:所述让位孔(211)的竖直方向深度大于冲裁孔(310)的竖直方向深度与产品的厚度之和。5.根据权利要求1所述的一种冲头防拉断结构,其特征在于:所述冲裁孔(310)的下端外扩且外扩角度在0.009
°
到0.011
°
。
技术总结
本实用新型涉及高精密加工模具领域,公开了一种冲头防拉断结构,包括上模和下模,上模上设置有冲头和脱料板,脱料板上设置有供冲头往复竖直通过的脱料板贯穿孔,下模上设置有下模板,下模板上与冲头对应位置设置有与其适配的冲裁孔,脱料板贯穿孔的下端设置有外扩的让位孔,让位孔的上端内径小于下端内径,让位孔下端距离冲头的水平距离大小在产品材料厚度大小的一半以内。有效避免冲头的下端由于长时间的工作发热膨胀变形后被拉断,有效提高冲头的寿命和连续工作时间,提高生效率。提高生效率。提高生效率。
技术研发人员:凌国晴 向卫 周岷 杨秀峰
受保护的技术使用者:昆山永顺电子科技发展有限公司
技术研发日:2022.09.29
技术公布日:2023/2/10
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。