1.本发明涉及金属板带轧制领域,尤其是涉及一种防温降热轧板带去氧化皮装置。
背景技术:
2.在金属板带的生产过程中,需要经过连铸坯加热、热轧等工序。对连铸坯加热时,连铸坯表面与高温炉气接触发生氧化反应,会生成1~3mm厚的氧化皮,该氧化皮呈片状覆盖在坯料的表面,通常称为一次氧化皮或者一次鳞。热轧时,坯料表面与水和空气接触也会产生氧化皮,该氧化皮的厚度较薄、剥离性差,通常称为二次氧化皮或者二次鳞。一次氧化皮和二次氧化皮的存在,会导致板带成品表面出现氧化皮压入的缺陷,严重影响成品的质量,因此需要在生产过程中去除一次氧化皮和二次氧化皮,这个过程也称为除鳞。
3.目前的去氧化皮做法是,在热轧之前采用19-22mpa的高压水对坯料进行一次氧化皮去除,在热精轧之前采用15-18mpa高压水喷头对坯料进行二次氧化皮去除。采用高压水去氧化皮的优点是,水会喷溅或蒸发掉,不会给板带引入新的压入物。其缺点是,高压水在冲击板带后会溅落在板带的表面上,水受热蒸发后会带走大量的热能,使板带温降严重。严重的温降会使板带的热变形性能降低,进而对板带的热轧造成不良影响。因此,如何减少板带的温降已成为一项技术难题。
技术实现要素:
4.为了克服背景技术中的不足,本发明公开了一种防温降热轧板带去氧化皮装置,其目的在于:在不引入新压入物的前提下实现对氧化皮的去除,并且减少喷出物对板带造成的温降。
5.为实现上述发明目的,本发明采用如下技术方案:一种防温降热轧板带去氧化皮装置,包括用于输送板带的辊道,在板带的上方和下方分别固定有倾斜设置的上喷嘴和下喷嘴,在板带道的上方还固定有电磁吸盘;上喷嘴和下喷嘴的喷出物为铁丸,其中,上喷嘴喷出的铁丸在撞击板带的上表面后发生折射,然后被电磁吸盘捕获。
6.进一步地改进技术方案,所述铁丸在压缩空气的驱动下从上喷嘴或下喷嘴中喷出。
7.进一步地改进技术方案,所述铁丸在离心力的驱动下从上喷嘴或下喷嘴中喷出。
8.进一步地改进技术方案,所述铁丸的直径3-6mm。
9.进一步地改进技术方案,在铁丸的外部包裹有陶瓷壳。
10.进一步地改进技术方案,在板带道的下方还固定有收集筐,收集筐用于容纳下喷嘴喷出的、在撞击板带下表面后发生折射的铁丸。
11.由于采用上述技术方案,相比背景技术,本发明具有如下有益效果:本去氧化皮装置中,上喷嘴和下喷嘴的喷出物为铁丸。相比水,铁丸是刚性体、而且比热容小。铁丸与板带撞击后能够迅速弹起,然后被电磁吸盘磁场捕获。因此,在实现对
氧化皮去除的前提下,本去氧化皮装置不会给板带引入新的压入物,也不会带走板带的热量,使板带在热轧前保持良好的热变形能力,从而提高了热轧的质量。
附图说明
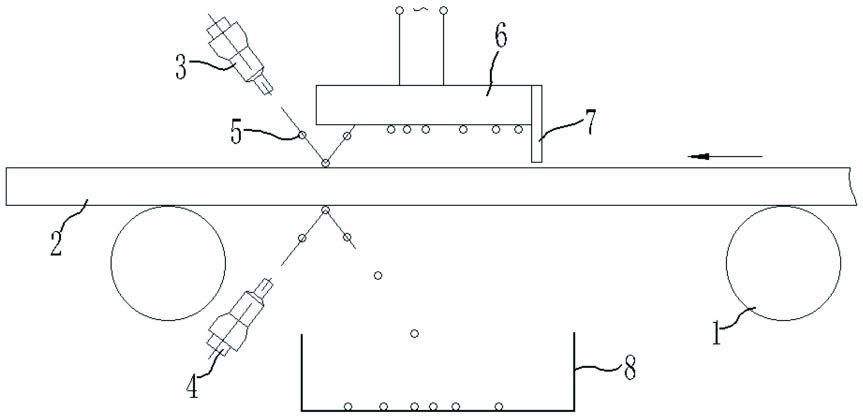
12.图1示出的是本去氧化皮装置工作时的结构示意图。
13.图2示出的是铁丸的结构示意图。
14.图3示出的是本去氧化皮装置停机时的结构示意图。
15.图中:1、辊道;2、板带;3、上喷嘴;4、下喷嘴;5、铁丸;6、电磁吸盘;7、挡板;8、收集筐;9、陶瓷壳。
具体实施方式
16.下面参照附图来描述本发明的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本发明的技术原理,并非旨在限制本发明的保护范围。需要说明的是,在本发明的描述中,术语“前”、“后”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,或是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
17.一种防温降热轧板带去氧化皮装置,如图1所示,包括用于输送板带2的辊道1,在板带2的上方和下方分别固定有上喷嘴3和下喷嘴4,上喷嘴3和下喷嘴4均由一系列沿板带2的宽度方向排布的喷口构成。工作时,板带2从右向左移动,上喷嘴3和下喷嘴4的喷出物为铁丸5,铁丸5的喷射范围覆盖板带2的宽度。
18.具体的,铁丸5为直径为5mm圆形铁丸5。为了避免去除的氧化皮随板带2向左移动,上喷嘴3和下喷嘴4向左倾斜设置。优选的,上喷嘴3和下喷嘴4的倾斜角为30-45度。上喷嘴3和下喷嘴4连接有类似抛丸机的供丸装置,铁丸5可以在离心力的驱动下从上喷嘴3或下喷嘴4中喷出,也可以在压缩空气的驱动下从上喷嘴3或下喷嘴4中喷出。相比于水,铁丸5具有较大重量,使用6-9mpa的压缩空气就可以使铁丸5具有较大的动能,足以击碎并去除板带2上的氧化层。然后,随铁丸5喷出的高压空气能够将氧化层吹离板带2,完成对板带2氧化层的去除。铁丸5在离心力的驱动下从上喷嘴3或下喷嘴4中喷出。
19.以钢板带2为例,粗热轧前钢板带2的温度为900-980℃,精热轧前钢板带2的温度为850-900℃。此时的钢板带2虽然具有一定的热塑性,但是铁丸5的冲击力并不能对钢板带2的表面造成明显的凹坑。
20.在自身重力的作用下,下喷嘴4喷出的铁丸5在撞击板带2下表面后发生向右下侧折射,不会落在板带2上,因此不会给板带2带来新的压入物。另一方面,铁丸5与板带2的瞬间接触也不会带走板带2的热量。但是,上喷嘴3喷出的铁丸5在撞击板带2上表面后发生向右上侧的折射,在自身重力的作用下,铁丸5不但会重新落在板带2上,还会给板带2带来新
的压入物。
21.为了解决上述问题,在板带2道的上方还固定有电磁吸盘6,电磁吸盘6在通电后能够产生朝向板带2的磁场。上喷嘴3喷出的铁丸5在撞击板带2上表面后发生向右上侧的折射,然后被电磁吸盘6磁场捕获,最终磁吸在电磁吸盘6上。相比于水,铁丸5是刚性体,与板带2撞击后迅速弹起,不会附着在板带2表面上。而且铁丸5的比热容小,基本不会带走板带2的热量。
22.为了进一步减少热量损失,如图2所示,可以在铁丸5的外部包裹陶瓷壳9,陶瓷壳9硬度大、耐高温,而且是热的不良导体。
23.为了避免铁丸5滚出电磁吸盘6的磁吸范围,在电磁吸盘6的右侧安装有挡板7。
24.为了收集铁丸5,在板带2道的下方还固定有收集筐8,收集筐8用于容纳下喷嘴4喷出的、在撞击板带2下表面后发生折射的铁丸5。
25.如图3所示,当板带2移出上喷嘴3和下喷嘴4的喷射范围时,电磁吸盘6断电,此时,磁吸在电磁吸盘6上的铁丸5在自身重力的作用下掉入收集筐8内,然后重新进入供丸装置内。
26.由上述可知,本去氧化皮装置中,上喷嘴3和下喷嘴4的喷出物为铁丸5。相比水,铁丸5是刚性体、而且比热容小。铁丸5与板带2撞击后能够迅速弹起,然后被电磁吸盘6磁场捕获。因此,在实现对氧化皮去除的前提下,本去氧化皮装置不会给板带2引入新的压入物,也不会带走板带2的热量,使板带2在热轧前保持良好的热变形能力,从而提高了热轧的质量。
27.未详述部分为现有技术。尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的保护范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。