1.本技术涉及焊接设备的领域,尤其是涉及一种四焊枪自动焊接装置。
背景技术:
2.人防防护密闭门需要设置密封橡胶槽来填装密封橡胶,以提高人防防护密闭门的密封性,而密封橡胶槽一般设置在角钢上;如图1所示,包括角钢61,角钢61的上端面沿长度方向分别设置有钢条62和钢块63,钢条62和钢块63的长度相同并且钢条62和钢块63的两端均位于角钢61两端的内侧,钢块63与角钢61的上端面垂直,而钢条62则朝钢块63一侧倾斜,钢条62与角钢61之间形成有密封橡胶槽64。
3.工作人员一般通过手动焊接的方式将钢条和刚块焊接在角钢的上端面上,花费时间较多且费力;由于钢条为倾斜设置,在焊接钢条时,除了焊接人员边上还需要至少一名工作人员对钢条进行扶持,使钢条始终保持特定的倾斜角度;况且,钢条的焊接质量全凭焊接人员的经验决定,而倾斜的钢条焊接难度极高,即使经验丰富也很容易发生焊歪的情况,使得钢条和钢块焊好后形成的密封橡胶槽不符合要求,对后续防护门的密封性造成影响,因此人工焊接存在人工焊接效率低、劳动强度大、焊接质量差的缺点,需要进行改进。
技术实现要素:
4.为了改善人工焊接倾斜的钢条效率低、劳动强度大、焊接质量差的问题,本技术提供一种四焊枪自动焊接装置。
5.本技术提供的一种四焊枪自动焊接装置采用如下的技术方案:一种四焊枪自动焊接装置,包括机台,所述机台上沿角钢前进方向依次设置有上料装置、定位装置和焊接装置;所述上料装置包括上料台、推动组件和驱动组件;所述推动组件沿机台长度方向往复滑动设置于机台上,所述推动组件与驱动件连接并通过驱动组件带动滑动;所述上料台沿机台长度设置于机台上,角钢沿上料台长度方向滑动设置于上料台上,所述推动组件共同与角钢和钢条抵接并共同带动角钢和钢条朝焊接装置滑动;所述定位装置包括到主定位组件,所述主定位组件上设置有供钢条通过的定位通道一,所述定位通道朝与钢条相同的一侧倾斜并且倾斜角度相同,并且钢条相互朝向的两侧壁与定位通道一相互朝向的两内侧壁贴合;所述焊接装置包括焊枪一和焊枪二,所述焊枪一与焊枪二均设置于机台上,所述焊枪一和焊枪二的焊接头之间形成有供钢条通过的间隙,焊枪一和焊枪二的焊接头分别位于钢条底部的两侧。
6.通过采用上述技术方案,将角钢放置在上料台上、钢条放置在角钢的上端面,将钢条朝向焊接装置的一端推入定位通道一内进行倾斜方向和角度的定位,滑动推动组件使推动组件共同与角钢和钢条远离焊接装置的端部抵接;启动驱动组件,推动组件带动角钢和钢条前进,当角钢和钢条抵达焊枪一和焊枪二的焊接头之间的间隙中,焊枪一和焊枪二的焊接头对钢条底部的两侧焊接,钢条底部的两侧与角钢的上端面之间形成焊缝,使钢条底部被焊接固定在角钢的上端面上;
钢条通过定位通道进行定位,推动组件推动角钢和钢条稳定推进,焊枪稳定地在角钢和钢条之间焊出整齐的焊缝,相较于原先人工焊接的效率低、劳动强度大、焊接质量差,本技术自动化程度高,设备经过精确调试,焊接牢固且准确,省去了人工焊接钢条的麻烦,解放人员,提高焊接效率,有效改善焊接质量。
7.可选的,所述主定位组件包括均转动连接于机台上的主定位辊一和主定位辊二,所述主定位辊一和主定位辊二的转动轴线平行;所述定位通道一位于主定位辊一和主定位辊二之间,所述主定位辊一的外直径由顶部至底部逐渐减小,所述主定位辊二的外直径由顶部至底部逐渐增大,所述钢条相互朝向的两侧壁分别与相应主定位辊一和主定位辊二的外侧壁贴合。
8.通过采用上述技术方案,定位辊一和主定位辊二之间形成定位通道一,钢条相互朝向的两侧壁与定位辊一和主定位辊二的外侧壁贴合后钢条行程更加稳定,能够在钢条焊接过程中始终保持指定角度的倾斜。
9.可选的,所述主定位辊二顶部的外直径大于主定位辊一顶部的外直径,所述主定位辊二位于钢条倾斜的一侧。
10.通过采用上述技术方案,钢条长度长、重量大,钢条在倾斜后仅通过定位装置进行点定位,钢条长度方向的其他位置并没有受力,使得钢条在倾斜过程中发生弯曲变形,影响到焊接后的质量,而主定位辊一位于刚条倾斜的一侧,能够对变形的刚条起到有效的承重与导正作用。
11.可选的,所述定位装置还包括定位支架和若干与定位辊二对应的调节杆,所述定位支架设置于机台上于上料台的上方,所述调节杆沿竖向螺纹连接于定位支架上;所述主定位辊二位于定位支架与上料台之间,所述调节杆的底部与对应主定位辊二连接并带动主定位辊二转动以及沿竖向移动。
12.通过采用上述技术方案,调节杆用于带动主定位辊一转动或者沿竖向移动,能够根据钢条的变形位置来改变主定位辊一的高度,且主定位辊二还能够转动去除钢条上的铁锈。
13.可选的,所述上料台设置有多个,多个上料台沿机台长度方向排列,所述上料台上均转动连接有若干用于减小角钢前进阻力的导滑轮,角钢抵接于导滑轮的圆周侧壁上;所述机台和上料台上还共同设置有定位组件,所述定位组件包括位于角钢两侧的定位件一与定位件二,所述定位件一与定位件二分别与角钢的两侧壁抵接。
14.通过采用上述技术方案,角钢和推动组件在导滑台上滑动前进,导滑轮与角钢抵接,使得角钢在前进的过程中的阻力减小,而定位件一与定位件二与角钢的两侧壁抵接,防止角钢在前进过程中出现偏移。
15.可选的,所述推动组件包括推动件,所述推动件与角钢抵接,所述推动件与角钢抵接的一端设置有推动固定件,所述推动固定件上设置有推动定位槽一,钢条的端部插接配合于推动定位槽一内。
16.通过采用上述技术方案,推动件直接与角钢抵接,而推动固定件设置在推动件上并与钢条插接配合,使钢条保持倾斜角度的同时共同带动钢条前进。
17.可选的,所述推动组件还包括限位件,当所述推动组件移动至焊枪一处时,所述限位件与焊接装置抵接。
18.通过采用上述技术方案,限位件起到限位作用,防止推动组件将角钢推动到对应位置后继续移动。
19.可选的,所述限位件包括位于推动件一侧的延伸部,所述延伸部延伸至机台的外侧,并且延伸部位于机台和上料台的上方。
20.通过采用上述技术方案,延伸部延伸至机台外侧,工作人员起到保护作用。
21.可选的,所述焊接装置包括焊接支架,所述焊接支架设置于机台上;所述焊接支架上沿竖向滑动设置有导向辊一,所述导向辊一同时转动连接于焊接支架上,所述导向辊一位于焊枪一和定位辊一之间,所述导向辊一上开设有呈环状的导向槽一,钢条能够进入到所述导向槽一内,所述导向辊一转动的过程中导向槽一相互朝向的两侧壁始终与钢条相互朝向的两侧壁贴合。
22.通过采用上述技术方案,导向辊一在钢条进入到焊接装置指定位置前进行导向,而导向辊沿竖向滑动设置在焊接支架上能够在钢条进入到焊接装置之前令钢条与导向槽一配合。
23.可选的,还包括装收集装置,所述收集装置包括放料支架、放料台和至少两根导向杆,所述放料支架与放料台均位于机台设置有焊接装置的一侧,两根所述导向杆相互平行,所述导向杆沿斜向下呈倾斜设置,所述导向杆的顶部设置于放料支架上、底部设置于放料台上。
24.通过采用上述技术方案,被焊好的角钢逐渐脱离机台并移动至导向杆的顶端,当角钢完全脱离机台后角钢落到两个导向杆的顶端位置,导向杆提供导向,使角钢被斜向下滑动到放料台上进行码放。
25.综上所述,本技术包括以下至少一种有益技术效果:钢条通过定位通道进行定位,推动组件推动角钢和钢条稳定推进,焊枪稳定地在角钢和钢条之间焊出整齐的焊缝,相较于原先人工焊接的效率低、劳动强度大、焊接质量差,省去了人工焊接钢条的麻烦,解放人员,提高了焊接效率,有效改善焊接质量。
附图说明
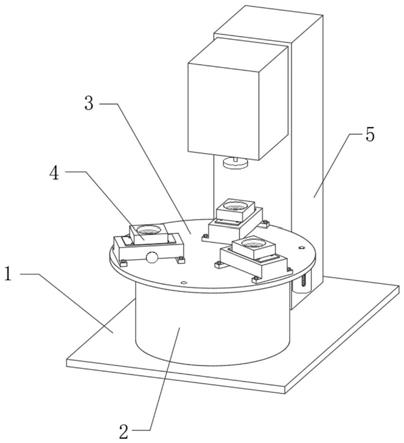
26.图1是背景技术中角钢、钢条以及钢块的示意图;图2是本技术实施例的整体结构示意图;图3是本技术实施例的局部结构示意图,用于展示上料装置;图4是本技术实施例的推动组件和驱动组件的结构示意图;图5是本技术实施例的局部结构示意图,用于展示定位装置;图6是本技术实施例的定位装置的结构示意图;图7是本技术实施例的局部结构示意图,用于展示焊接装置;图8是本技术实施例的焊接调节组件的结构示意图;图9是本技术实施例的焊接夹持组件的结构示意图;图10是本技术实施例的焊接导向组件的结构示意图;图11是本技术实施例的收集装置的结构示意图。
27.附图标记说明:1、机台;11、架体;12、导滑轨道;21、上料台;211、导滑轮;212、定位件一;213、定位件二;22、推动件;23、限位件;231、限位卡槽;232、延伸部;24、推动支架;25、
推动固定件;251、推动定位槽一;252、推动定位槽二;26、驱动电机;27、驱动齿轮;28、驱动齿条;31、定位支架;311、定位支脚;32、主定位辊一;33、主定位辊二;34、定位通道一;35、调节杆;36、副定位辊;37、定位通道二;41、焊接支架;42、焊枪一;43、焊枪二;44、焊枪三;45、焊枪四;46、焊接调节组件;461、调节支架;462、调节螺杆;463、调节板;464、固定块;465、夹持块;47、焊接夹持组件;471、辊座;472、夹持辊;473、焊接夹持座;474、快速夹钳一;48、焊接导向组件;481、导向辊一;4811、导向槽一;4812、导向槽二;482、导向座;483、快速夹钳二;51、放料支架;52、放料台;53、导向杆;54、放料导轮;61、角钢;62、钢条;63、钢块;64、密封橡胶槽。
具体实施方式
28.以下结合附图2-11对本技术作进一步详细说明。
29.本技术实施例公开一种四焊枪自动焊接装置,如图2所示,包括机台1、上料装置、定位装置、焊接装置以及收集装置,上料装置、定位装置和焊接装置沿着角钢的前进方向依次设置在机台1上,收集装置位于机台1设置有焊接装置的一侧,机台1和收集装置均摆放在地面上。上料装置作为动力源带动角钢、钢条以及钢块朝焊接装置前进,定位装置对倾斜的钢条和竖直的钢块起到导向和稳定的作用,角钢被推动组件推导焊接装置处,焊接装置对钢条和钢块的底部进行焊接,使钢条和钢块被焊接在角钢的上端面上。
30.如图2所示,上料装置包括多个上料台21、推动组件和驱动组件。
31.如图3、图4所示,机台1包括架体11,多个水平设置的上料台21固定连接在架体11的顶部的中间位置并沿架体11长度方向排列,上料台21沿架体11上角钢进料的一端延伸至角钢落料的一端,角钢沿长度方向滑动设置于上料台21上。为了减小角钢与上料台21之间的摩擦,上料台21的两侧壁上均转动连接有若干导滑轮211,导滑轮211的转动轴水平设置并与上料台21垂直,导滑轮211的顶部位于上料台21的上方,角钢上水平部分的下端面直接与导滑轮211的外圆周侧壁抵接。
32.如图3、图4所示,为了在角钢前进的过程中对角钢进行导向,上料台21和机台1上共同设置有定位组件,定位组件包括转动连接在机台1上的定位件一212和转动连接在上料台21上的定位件二213。定位件一212为转动轴竖向设置的抵接辊,角钢的垂直部分位于上料台21的一侧,抵接辊的圆周侧壁与角钢垂直部分的侧壁抵接,定位件二213为转动轴竖向设置的抵接轮,抵接轮的圆周侧壁与角钢水平部分远离垂直部分的侧壁抵接。角钢在定位件一212于定位件二213之间前进,有效减少偏移的情况。
33.如图3、图4所示,推动组件包括推动件22、限位件23以及两组推动支架24。两组推动支架24设置在限位件23底部的两侧,机台1顶部的两侧沿自身长度方向设置有导滑轨道12,两组推动支架24滑动设置于对应的导滑轨道12上。推动件22固定连接在限位件23底部的中间位置,推动件22沿上料台21长度方向延伸并位于上料台21的上方,推动件22远离限位件23的一端与在上料台21上的角钢抵接。为了对角钢、钢条以及钢块进行初步定位,推动件22与角钢抵接的一端固定连接有推动固定件25,推动固定件25朝向角钢的一端延伸至推动件22的外侧,推动固定件25延伸至推动件22外侧的一端呈与角钢对应的l形并分别开设有推动定位槽一251和推动定位槽二252,钢条端部插接于定位槽一内,钢块插接配合于推动定位槽二252内,当推动件22的端部抵接角钢端部时,钢块与钢条恰好分别抵接推动定位
槽二252于推动定位槽一251的槽底,使得钢块与钢条在进入定位装置之前就先通过推动固定件25进行定位,同时保证同步运动。
34.如图3、图4所示,限位件23朝向焊接装置的一端设置有限位卡槽231,当推动件22移动至焊接装置的焊接处时,焊接装置卡接于限位卡槽231内,限位件23与焊接装置抵接,使得推动件22无法再前进,避免推动件22上出现焊缝。限位件23包括位于推动件22一侧的延伸部232,延伸部232延伸至机台1的外侧,并且延伸部232位于机台1和上料台21的上方。
35.如图3、图4所示,驱动组件包括驱动电机26、驱动齿轮27和驱动齿条28。驱动电机26沿竖向固定连接在限位件23上驱动齿轮27固定连接在驱动电机26的输出端上,而驱动齿条28沿上料台21长度方向固定连接在其中一个导滑轨道12的外侧壁上,驱动齿轮27和驱动齿条28啮合,驱动电机26带动驱动齿轮27转动,一体的上料装置于导滑轨道12上滑动运行。
36.如图5、图6所示,定位装置包括定位支架31、若干主定位组件和副定位组件,定位支架31底部一体成型有定位支脚311,定位支脚311固定连接在架体11上,定位支架31位于上料台21的上方。若干主定位组件沿角钢的前进方向间隔排列,若干副定位组件沿角钢的前进方向间隔排列。主定位组件包括沿竖向转动连接于定位支架31底部并于上料台21上方的和主定位辊二33,主定位辊一32和主定位辊二33均与上料台21之间形成有供角钢和推动件22通过的间隔。主定位辊一32和主定位辊二33均为钢制,主定位辊一32呈倒置的圆台形,主定位辊二33呈圆台形,主定位辊一32的外直径由顶部至底部逐渐减小,主定位辊二33的外直径由顶部至底部逐渐增大。
37.如图5、图6所示,主定位辊一32和主定位辊二33之间形成有定位通道一34,钢条进入到定位通道一34内并与定位通道一34相互朝向的两侧内壁(即主定位辊一32和主定位辊二33的外侧壁)贴合并抵接。主定位辊二33顶部的外直径大于主定位辊一32顶部的外直径,且主定位辊一32位于钢条倾斜的一侧,定位支架31上还设置有若干与主定位辊二33对应的调节杆35,若干调节杆35沿角钢前进方向间隔排列,调节杆35穿设于定位支架31上并与定位支架31螺纹连接,调节杆35的底部位于定位支架31的下方,调节杆35的底部与主定位辊二33固定连接,主定位辊二33通过调节杆35实现与定位支架31转动连接,并且定位支架31还能够沿竖向移动。
38.如图5、图6所示,副定位组件包括沿竖向转动连接于定位支架31底部的两组副定位辊36,两组副定位辊36之间形成有定位通道二37,钢块进入到定位通道二37内并与定位通道二37相互朝向的两侧内壁(即两个副定位辊36的外侧壁)贴合并抵接。副定位辊36与上料台21之间同样形成有有供角钢和推动件22通过的间隔。
39.如图7、图8所示,焊接装置包括焊接支架41、焊枪一42、焊枪二43、焊枪三44、焊枪四45以及分别用于固定和调节调节焊枪一42、焊枪二43、焊枪三44和焊枪四45的四个焊接调节组件46。焊接支架41固定连接在导滑轨道12上,四个调节组件均设置在焊接支架41远离定位支架31的一端。调节组件包括焊接调节支架461、调节螺杆462以及调节板463,焊接调节支架461沿竖向固定连接在焊接支架41上,焊接支架41呈内部空心设置,调节螺杆462沿竖向螺纹连接于焊接支架41上,调节螺杆462的一端位于焊接支架41上方,另一端位于焊接支架41的内部,调节板463固定连接在调节螺杆462上,使得调节螺杆462能够带动调节板463升降。
40.如图7、图8所示,调节板463上设置有固定块464和夹持块465,固定块464转动连接
于调节板463上,夹持块465与固定块464通过螺栓固定连接,夹持块465与固定块464之间形成有夹持孔,焊枪一42或者焊枪二43或者焊枪三44或者焊枪四45设置于夹持孔内壁并通过夹持块465与固定块464之间的螺栓夹紧。焊枪一42、焊枪二43、焊枪三44和焊枪四45分别被夹持固定在对应的焊接调节组件46上,焊枪一42、焊枪二43、焊枪三44和焊枪四45的焊接头均朝向上料台21设置,焊枪一42和焊枪二43的焊接头之间形成有供钢条通过的间隙,焊枪三44与焊枪四45的焊接头之间形成有供钢块通过的间隙,钢条和钢块经过焊接装置后,焊枪一42、焊枪二43、焊枪三44和焊枪四45将钢块和钢条焊接在角钢上。焊接装置上还设置有将焊枪一42、焊枪二43、焊枪三44和焊枪四45包围在内的保护罩。
41.如图7、图9、图10所示,焊接支架41上还设置有焊接夹持组件47和焊接导向组件48。焊接夹持组件47包括辊座471、夹持辊472、焊接夹持座473和快速夹钳一474。夹持辊472转动连接于辊座471上,夹持辊472的转动轴沿竖向设置,辊座471于水平并沿垂直与上料台21的方向滑动设置于焊接夹持座473上,焊接夹持座473固定连接在焊接支架41上,快速夹钳一474的一端固定连接在辊座471上,快速夹钳一474的另一端固定在焊接夹持座473上,快速夹钳一474带动辊座471朝角钢滑动,夹持辊472与角钢的垂直部分的外侧壁抵接,而角钢的垂直部分的内侧壁与上料台21的侧壁抵接,使得角钢被夹持。
42.如图7、图9、图10所示,焊接导向组件48包括导向辊一481、导向座482和快速夹钳二483,导向辊一481转动连接于导向座482上,导向辊一481的转动轴沿水平设置并与上料台21垂直,导向座482沿竖向滑动设置于焊接支架41上,快速夹钳二483的一端与导向座482固定连接,快速夹钳二483的另一端与焊接支架41固定连接,快速夹钳二483带动导向座482竖直向下滑动。导向辊一481的圆周侧壁上分别开设有呈环状的导向槽一4811和导向槽二4812,导向辊一481位于焊枪一42和定位辊一之间,导向辊一481向下滑动以后导向槽一4811位于钢条的运动轨迹上,导向槽二4812位于钢块的运动轨迹上。钢条能够进入到导向槽一4811内,导向辊一481转动的过程中导向槽一4811相互朝向的两侧壁始终与钢条相互朝向的两侧壁贴合;钢块能够进入到导向槽二4812内,导向辊一481转动的过程中导向槽二4812相互朝向的两侧壁始终与钢块相互朝向的两侧壁贴合,起到焊接前的导向作用。
43.如图2、图11所示,收集装置包括放料支架51、放料台52和两根导向杆53,放料支架51位于机台1设置有焊接装置的一侧,放料支架51的上端面上沿角钢前进方向转动连接有三组放料导轮54,三组放料导轮54的转动轴沿水平设置并与角钢的前进方向垂直。放料台52位于放料支架51的一侧,放料台52的高度低于放料支架51,导向杆53呈斜向下倾斜设置,导向杆53位于相邻两个之间,导向杆53与放料导轮54交错设置,导向杆53的上端与放料支架51固定连接、下端与放料台52固定连接,放料导轮54的高度高于导向杆53上端的高度,角钢经过焊接装置后移动至放料导轮54的上方,工作人员将角钢扶到放料导轮54上,角钢倾斜并下落到导向杆53的顶部,角钢顺着导向杆53滑落到放料台52上完成收集。
44.本实施例的工作原理如下:将角钢放置在上料台21上、钢条放置在角钢的上端面,将钢条朝向焊接装置的一端推入定位通道一34内进行倾斜方向和角度的定位,滑动推动件22使推动件22、推动固定件25分别与角钢、钢条和钢块端部抵接;启动驱动组件,推动组件带动角钢和钢条前进,钢条和钢块经过导向辊一481进行焊接前的导向和纠正,当钢条抵达焊枪一42和焊枪二43的焊接头之间的间隙中、钢块抵达焊枪三44和焊枪四45的焊接头之间,焊枪一42和焊枪二43
的焊接头对钢条底部的两侧焊接,焊枪三44和焊枪四45的焊接头对钢块底部的两侧焊接,钢条底部的两侧与角钢的上端面之间形成焊缝,使钢条底部被焊接固定在角钢的上端面上;而后工作人员将角钢扶到放料导轮54上并通过导向杆53堆放到放料台52上。
45.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。