1.本发明涉及喷漆领域,尤其涉及一种基于人工智能的箱包喷漆成型设备。
背景技术:
2.箱包喷漆不仅起到保护养护箱包的作用,还能提高箱包的美观度。随着社会的发展和进步,智能设备大量代替手工操作,而箱包的生产需要经过多道工序,其中喷漆是生产箱包中的重要工序之一,但是复杂的喷漆图案会使工艺较为繁复且参与操作的人工量较大,喷漆效率较低且容易出现喷涂不均匀的现象,导致箱包表面的油漆厚度不一。
3.中国专利cn113399184b公开了一种用于箱包加工的喷漆成型设备,提出了将能够喷漆好后箱包的可以立即送离喷漆仓,节约对箱包加工的时间,提高了工作效率,但是仍未解决当喷漆的目标图案较为复杂时工作人员仍需手持喷漆设备而导致工作效率低且喷绘后的精确度不足的问题。
技术实现要素:
4.为此,本发明提供一种箱包喷漆成型设备,可以解决当喷漆的目标图案较为复杂,导致耗费人力、喷漆效率低下且喷绘图案精确度不足的问题。
5.为实现上述目的,本发明提供一种一种基于人工智能的箱包喷漆成型设备,包括:
6.漆料存储装置,用于存储各类漆料,并根据中控单元的指令选择漆料;
7.输送管,用于连接所述漆料存储装置和喷漆装置,并从漆料存储装置向所述喷漆装置输送漆料;
8.所述喷漆装置,与所述输送管相连接,用于接收所述中控单元指令对目标箱包进行喷漆,所述喷漆装置包括旋转球、伸缩杆以及喷漆龙头;
9.隔板,用于为喷漆过程构建封闭空间;
10.传送带,用于将喷漆完毕的箱包传送到下个工艺流程,并将下一待喷漆的目标箱包传送至喷漆区域;
11.检测装置,用于对正在喷漆的箱包进行实时检测,通过对喷绘完成的图案建立与预设图案等比例且同原点的平面直角坐标系以检测目标图案的喷绘效果,并将检测结果传至所述中控单元,所述检测装置包括可调拉杆、摄像头以及传输器,所述检测装置可根据待检测的区块位置进行伸缩移动;
12.所述中控单元,用于采集目标图案的数据形成元素单元,同时对目标图案的元素单元进行识别、分解和判定,其中,中控单元根据目标图案所在平面内建立的平面直角坐标系提取目标图案各线条特征点坐标,并获取各元素特征点数据,对检测结果不合格的特征点进行调整,实现目标图案的精确喷绘。
13.进一步地,根据权利要求1所述的基于人工智能的箱包喷漆成型设备,其特征在于,所述中控单元获取目标箱包的预喷绘的目标图案所在平面的单侧表面积s1,获取目标图案总面积s2,中控单元将所述目标图案分解为直线和曲线,获取直线数量m、曲线数量n以
及色块数量w,中控单元预设直线数量标准值m,预设曲线数量标准值n,中控单元根据目标图案面积以及构成图案的直线和曲线数量,判定是否分区喷绘所述目标图案,其中:
14.当满足(k
×
m)/m (q
×
n)/n≤2
△
0且1/m 1/n<1/w δ,或仅满足s1/s2<a时,所述中控单元判定不对目标图案分区;
15.当(k
×
m)/m (q
×
n)/n>2
△
0或1/m 1/n<1/w δ时,所述中控单元判定对目标图案分区;
16.其中,
△
0所述中控单元设置第一预设允许误差范围、δ为第二预设允许误差范围,a为判断目标图案相对目标箱包的面积比的预设对比参数,k为第一预设调整系数、q为第二预设调整系数。
17.进一步地,所述中控单元预设分区数量为k,中控单元根据构成目标图案的线条和色块所在区域的数量分布对目标图案进行分区,并判定构成图案的元素中是否存在能够作为分区的分界线的线条,其中,
18.当目标图案中存在任意一条或若干条目标图案自有线条或按照原自有线条轨迹延长后的线条,能够分割目标图案,且能够满足0.8≤(mi ni)/(mj nj)≤1.2,(1/mu) (1/nu)<(1/wu δ),所述中控单元初步判定所述线条作为目标图案分区的备选分界线;
19.当目标图案中无法提取能够分割目标图案的自有线条,但存在任意一条或若干条自有线条,能够按照原轨迹延长后分割目标图案,且能够满足0.8≤(mi ni)/(mj nj)≤1.2,(1/mu) (1/nu)<(1/wu δ),1.2,(1/mu) (1/nu)<(1/wu δ),所述中控单元判定按照原自有线条轨迹延长后的线条作为目标图案分区的备选分界线;
20.当目标图案中无法提取任意线条或任意沿原自有线条轨迹延长后的线条,能够分割目标图案且满足0.8≤(mi ni)/(mj nj)≤1.2,(1/mu) (1/nu)<(1/wu δ),所述中控单元判定构成目标图案的元素不存在能够作为分区的分界线,中控单元根据目标图案的线条和色块在各区域范围的数量分布对目标图案进行区块的自行划分。
21.其中,所述中控单元预设δ为第二预设允许误差范围,mi表示第i分区直线数量、mj表示第j分区直线数量、mu表示第u分区直线数量,ni表示第i分区曲线数量,nj表示第j分区曲线数量、nu表示第u分区曲线数量,wu为第u分区色块数量。
22.进一步地,根据权利要求3所述的基于人工智能的箱包喷漆成型设备,其特征在于,所述中控单元根据目标图案内线条及色块数量确定分界线数量p,设定p=[a],a=0.5
×
(w/(m n))
×
((m n)/(m n)-1),当目标图案中符合分区要求的线条数量p’>p时,中控单元对所述备选分界线进行筛选,其中,
[0023]
当所述中控单元同时选择目标图案自有线条和沿原自有线条轨迹延长的线条作为备选分界线时,中控单元设定目标图案自有线条作为分界线作为第一优选,设定沿原自有线条轨迹延长的线条作为第二优选,中控单元设置分区分界线的判定条件为:分界线能够使各分区色块数量极差z最小,z=max(w1/w,w2/w,
…
,wk/w)-min(w1/w,w2/w,
…
,wk/w);
[0024]
当所述中控单元根据目标图案的线条和色块在各区域范围的数量分布自行对目标图案划分区块时,设定目标图案各分区分界线为直线,中控单元设置分区分界线的判定
条件为,能够满足0.8≤(mi ni)/(mj nj)≤1.2,(1/mu) (1/nu)<(1/wu δ),并且分界线能够使各分区色块数量极差z最小,z=max(w1/w,w2/w,
…
,wk/w)-min(w1/w,w2/w,
…
,wk/w)。
[0025]
进一步地,所述分界线将目标图案划分为若干单元图块,所述中控单元锁定待喷涂目标单元图块并将其拆解为线条和色块,中控单元提取目标轮廓线任意起始点作为轨迹点p1,根据轨迹点p1沿线条的运动方向判定线条样式,其中,
[0026]
当轨迹点p1沿目标轮廓线运动的运动方向始终不发生变化,直至所述轨迹点p1沿目标轮廓线运动到某一突变点p2使运动方向突变或线条轨迹终止时,所述中控单元设定轨迹点p1为第一端点,突变点p2为第二端点,轨迹点p1运动到突变点p2的轨迹线为直线线段;
[0027]
当轨迹点p1沿目标轮廓线运动的运动方向始终改变,对于目标轮廓线所在平面建立任意平面直角坐标系,且对于轨迹线上任意点坐标(x,y),所述轨迹线所在平面都存在坐标(a,b)与常数r,满足(x-a)2 (y-b)2=r2,直至所述轨迹点p1沿目标轮廓线运动到某一突变点p2使(x-a)2 (y-b)2=r2不再成立,或轨迹点p1运动到与起始点p0使运动轨迹线形成闭合图形,所述中控单元设定轨迹点p1为第一端点,突变点p2或起始点p0为第二端点,轨迹点p1运动到突变点p2或起始点p0的轨迹线为圆弧,
[0028]
当轨迹点p1沿目标轮廓线运动的运动方向始终改变,且运动轨迹无明显规律时,所述中控单元判定轨迹点p1的运动轨迹线为样条曲线,设定轨迹点p1为第一端点,运动轨迹消失点p3或与目标轮廓线起始点重合的样点p4作为第二端点。
[0029]
进一步地,所述中控单元设定样条曲线切线斜率为0的点作为拟合点,当目标轮廓线存在交叉点而使交叉点处出现若干运动轨迹时,中控单元判定轨迹点p1沿切线斜率不发生突变的轨迹线运动,中控单元根据所述轨迹线上相邻拟合点间直线距离l判定控制点数量c,其中,
[0030]
当l≤l/z时,所述中控单元判定所述相邻拟合点间控制点数量c=2
×z×
l/l,且c1≥2;
[0031]
当l>l/z时,所述中控单元判定所述相邻拟合点间控制点数量c=2
×z×
l/l;
[0032]
其中,l表示样条曲线相邻拟合点直线距离之和,z表示目标样条曲线上的拟合点数量。
[0033]
进一步地,所述中控单元根据相邻拟合点间的曲线斜率变化率判定控制点的分布,中控单元设定所述相邻拟合点的线段等分点间直线斜率变化率λ作为判定相邻拟合点间的曲线斜率变化率的对照参数,设定等分点数量d=|1 l/c| η,其中,
[0034]
当相邻拟合点间存在某一等分点,且存在其相邻等分点,能够使该两点间直线斜率|λ|≤1时,所述中控单元判定控制点分布形式为非平均分布,其中,
[0035]
当|λ|≤1时,所述中控单元判定相邻等分点间控制点数量c1=[c1],c1=c/(d/((d1-1)
×
(d 1))),d1为相邻等分点间直线斜率绝对值小于等于1的等分点数量,d1≥2,中控单元设定所述控制点的分布满足相邻等分点间轨迹长度的平均分配;
[0036]
当|λ|>1时,所述中控单元判定相邻等分点间控制点数量c2=[c2],c2=(c-c1)/(d-d1-1),中控单元设定所述控制点的分布满足相邻等分点间沿轨迹的距离的平均分配;
[0037]
当所述相邻拟合点间任意相邻等分点间直线斜率|λ|>1时,所述中控单元判定控制点分布形式为平均分布,且相邻等分点间沿轨迹的距离相等;
[0038]
其中,c1=[c1]表示对c1取整,c2=[c2]表示对c2取整,所述中控单元预设η为允许误差。
[0039]
进一步地,所述中控单元对线条形式及轨迹判定完成后,中控单元采集目标单元图块内线条宽度及色彩,通过调整喷漆装置内的压强实现对线条粗细的调整,中控单元根据目标线条的判定轨迹选择使用直线喷漆模式或曲线喷漆模式对目标图案进行喷绘,并根据线条轨迹点确定线条位置,当目标图块单元内全部线条完成绘制后,中控单元检测箱包表面对应喷绘的图块单元的线条数量与目标图块单元线条数量是否一致,当中控单元线条数量检测结果合格时,中控单元将预设的目标图块单元各点坐标(xp,yp)与在箱包表面对应喷绘的图块单元各点坐标(xp’,yp’)作比较,p=1,2,3
……
b,b为图块单元总点数,其中,
[0040]
当目标线条为直线,xp
’‑△
s≤xp≤xp’
△
s,yp
’‑△
s≤yp’≤yp’
△
s,
△
s>0,所述中控单元判定目标线条合格;
[0041]
当目标线条为直线,或或时,所述中控单元判定目标线条不合格,并根据中控单元预设的图块单元中对应点坐标重新设定所述目标线条端点坐标;
[0042]
当目标线条为圆弧时,所述中控单元对目标线条进行定数等分,设定等分点数量为d0,中控单元检测各等分点到预设的目标单元图块的圆弧的圆心距离s,其中,
[0043]
当r
‑△
r≤s≤r
△
r时,所述中控单元判定目标线条合格;
[0044]
当s<r
‑△
r或s>r
△
r时,所述中控单元判定目标线条不合格,并根据预设的图块单元中对应圆弧的端点及圆心坐标,重新设定所述目标圆弧的端点、圆心坐标;
[0045]
当目标线条为样条曲线时,所述中控单元提取目标样条曲线拟合点、相邻拟合点间的等分点及相邻等分点间的中点作为检测点,中控单元设定等分点数量d=[1 l/c],其中,
[0046]
当xp
’‑△
s≤xp≤xp’
△
s,yp
’‑△
s≤yp’≤yp’
△
s,
△
s>0,所述中控单元判定目标线条合格;
[0047]
当或时,所述中控单元判定目标线条不合格,中控单元根据目标图块单元预设的坐标对检测不合格的检测点两端相邻的控制点进行调整,直至检测点坐标误差满足要求。
[0048]
其中,r表示圆弧半径,所述中控单元预设
△
s为坐标允许偏差值,
△
r表示圆弧半径允许偏差值。
[0049]
进一步地,所述中控单元对目标单元图块内全部轮廓线完成绘制后,中控单元设定轮廓线形成的封闭图形为色块,中控单元预设各色块面积为s0’,设定目标单元图块色块总面积为∑s0’,e,e为目标单元图块色块总数量,并根据各色块与目标单元图块全部色块的面积比判定喷漆顺序,其中,
[0050]
当s’≤1/3
×
∑s0’时,所述中控单元判定喷漆顺序为先喷漆小面积色块后喷漆大面积色块,;
[0051]
当s’>1/3
×
∑s0’时,所述中控单元将为喷漆的剩余色块按照颜色分组,按照各组色块的总面积与剩余色块总面积的面积比由小到大的顺序对各组色块依次喷漆,每组的色块喷漆顺序为先喷漆小面积色块后喷漆大面积色块;
[0052]
其中,所述中控单元预设s’为已喷漆的色块面积。
[0053]
进一步地,所述喷漆设备对任意色块喷绘完毕后,所述中控单元根据各色块与目标单元图块全部色块的面积比判定目标单元图块内色块喷漆结果是否合格,其中,
[0054]
当s0’/∑s0’
△
s≤s’/∑s’≤s0’/∑s0’
△
s时,所述中控单元判定目标单元图块内色块喷漆结果合格;
[0055]
当s’<s0’/∑s0
’‑△
s或s’>s0’/∑s0’
△
s,
△
s>0时,所述中控单元判定目标单元图块内色块喷漆结果不合格,中控单元根据已喷绘的色块面积与其对应色块面积标准值的对比结果调节所述色块,其中,
[0056]
当s’<s0’/∑s0
’‑△
s时,所述中控单元将已喷漆色块的轮廓线与预设闭合轮廓线拟合,并对此二者轮廓线形成的闭合区域进行补充喷漆;
[0057]
当s’>s0’/∑s0’
△
s时,所述中控单元将已喷漆色块的轮廓线与预设闭合轮廓线拟合,并对此二者轮廓线形成的闭合区域进行覆盖喷漆,漆料颜色为所述闭合区域所在的色块颜色。
[0058]
其中,所述中控单元判定
△
s为喷漆允许偏差值
[0059]
与现有技术相比,本发明的有益效果在于,解决了当喷漆的目标图案较为复杂,导致耗费人力、喷漆效率低下且喷绘图案精确度不足的问题;本发明设备能够将目标图案数据化处理,并将其转化为数字信号,提高了箱包喷漆的自动化程度,减少人力耗费,提高箱包的喷漆效率;所述设备系统内附带“边喷漆边检测”的过程,实现了对喷绘效果的实时监控和调节,能够保证箱包的喷漆质量。
[0060]
尤其,本发明中控单元通过将目标图案分区后将其拆解为线条和色块,实现了对高度复杂的图案的简化,极大程度降低了喷漆难度;本发明中控单元建立直角坐标系对线条各特征点进行定位,能够实现所述目标图案中轮廓线的拟合,并通过已喷绘的图案坐标与预设图案坐标进行对比,实现了对图案喷绘的偏差调控,中控单元对特征点的选择减小了其图像数据处理量,进而实现喷漆精确度与喷漆效率的平衡。
[0061]
尤其,具体而言,本发明中控单元将预喷绘图案轮廓拆解为线条和色块两个元素,并根据线条和色块数量对目标图案进行分区,实现对所述目标图案的初步简化;本发明中控单元预先将目标图案面积与目标箱包的目标图案所在平面的单侧表面积作比较,避免因目标图案面积过小使分区无效,进而避免因无效分区增大喷涂难度;本发明中控单元设定直线数量标准值和曲线数量标准值,并将目标单元内直线数量与曲线数量与所对应的标准值相比较,从而判断目标图案的复杂程度,进而判定是否需对目标图案分区简化;通过对目标图案的初步简化,降低了喷绘复杂图案的难度,同时,分区实现了对图案喷绘的细化,使所述目标图案的喷绘精度更高。
[0062]
尤其,本发明优选目标图案内满足分区要求的线条作为备选分区界线,当目标图案内不存在能够分区的线条时,优选能够满足分区要求的线条及其延长线,当上述两者均无法从目标图案中提取,所述中控单元设定一条或若干条分界线,实现对目标图案的分区;本发明以目标图案内存在的线条作为分界线的第一优选,实现了图案的自主分割,同时,能够最大程度降低分区对目标图案整体性的不利影响。
[0063]
尤其,本发明中控单元将线条的数量标准值作为对照参数,根据目标图案的线条数量及色块数量判定对目标图案的简化程度,当中控单元判定目标图案中存在的备选分界线数量大于预设的分界线数量时,优选目标图案自有线条作为分界线,有效避免了因分区
数量过多导致降低喷漆效率,同时能够保证目标图案的整体性和连贯性;本发明将各备选分界线划分得到的分区色块数量极差作比较并选择能够得到最小极差的分界线,能够使各分区对目标图案的拆解程度平均化,有利于提高目标图案的精度。
[0064]
尤其,本发明中控单元根据线条样点延伸轨迹是否发生改变对线条样式分类,进而判定喷漆装置的运动类型;本发明中控单元规定线条端点,当某一轮廓线由若干线条组合连接,其视觉观感为一条线时,中控单元能够实现将该轮廓线按照不同的线条类型切割,使喷涂装置的运动路径更加精确化,避免喷漆造成目标图案的较大偏差,使目标图案更加标准化。
[0065]
尤其,本发明中控单元通过提取样条曲线拟合点初步拟定样条曲线的轨迹,通过控制点改变相邻拟合点间线段的斜率实现对目标样条曲线的拟合;本发明中控单元根据相邻拟合点间距判定所述拟合点之间的控制点数量,避免因控制点数量过多降低喷漆效率,同时避免因控制点数量过小而使目标曲线精确度不足,从而实现喷漆效率与目标图案精确度的平衡。
[0066]
尤其,本发明中控单元根据目标样条曲线的相邻拟合点的定数等分点间线段的斜率判定所述样条曲线的曲率的变化率,并根据曲率的变化率设置控制点在目标样条曲线上的分布,中控单元预设控制点的分布能够将控制点集中在曲率变化较大的区段,从而使该区段的曲率高度接近目标样条曲线的曲率,有利于精准拟合目标曲线,使目标图案的精确度更高。
[0067]
尤其,本发明将目标图块单元检测点的实际坐标与中控单元预设的对应检测点坐标相比较,并根据坐标的对照结果对喷漆设备进行校正,检测数据包括线条数量和线条轨迹,当喷绘得到的线条轨迹与预设线条轨迹不匹配时,通过对轨迹线条上坐标点的调整,提高所述目标线条的精确度,减小线条喷绘的误差,实现对目标图案精度和标准化的严格控制。
[0068]
尤其,本发明中控单元设定喷漆设备按照色块面积由小到大的顺序对色块进行喷漆,直至已喷漆的色块面积达到目标单元图块总面积的三分之一,小面积色块优先喷涂能够提高喷漆设备的容错率,整体降低喷漆难度;当已喷漆的色块面积达到目标单元图块总面积的三分之一时,所述中控单元将色块按照颜色分组,组间喷漆顺序为按照各组色块总面积由小到大喷漆,组内喷漆顺序为按照各色块面积由小到大喷漆,能够节省更换漆料的时间,有利于提高喷漆设备的效率,实现喷漆效率与喷漆质量之间的平衡。
[0069]
尤其,本发明喷漆设备存在负反馈机制,当已喷漆的色块面积不满足其对应标准值要求时,中控单元采取补充措施,使目标色块满足精确度要求,降低了实际喷绘图案与目标图案间的误差,提高了喷绘图案的模拟程度,中控单元通过在喷漆过程中比对实际喷绘图案与目标图案,这种边喷漆边检测的模式有利于过程中降低实际喷绘图案与目标图案的偏差,使纠正偏差的过程更加及时且容易实现,进一步保证了所述喷漆设备的高效省时。
附图说明
[0070]
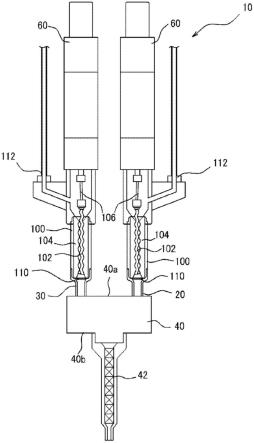
图1为发明实施例智能喷漆设备结构示意图;
[0071]
图2为发明实施例智能喷漆设备喷漆装置分解示意图;
[0072]
图3为发明实施例智能喷漆设备检测装置示意图。
具体实施方式
[0073]
为了使本发明的目的和优点更加清楚明白,下面结合实施例对本发明作进一步描述;应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
[0074]
下面参照附图来描述本发明的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本发明的技术原理,并非在限制本发明的保护范围。
[0075]
需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0076]
此外,还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
[0077]
请参阅图1所示,其为本发明实施例基于人工智能的箱包喷漆成型设备结构示意图,所述箱包喷漆成型设备包括:
[0078]
漆料存储装置1,用于存储各类漆料,并根据中控单元的指令选择漆料;
[0079]
输送管2,用于连接所述漆料存储装置1和喷漆装置3,并从漆料存蓄装置向所述喷漆装置输送漆料;
[0080]
所述喷漆装置3,与所述输送管连接,用于接收所述中控单元指令对目标箱包进行喷漆,所述喷漆装置包括旋转球、伸缩杆和喷漆龙头;
[0081]
隔板4,用于为喷漆过程构建封闭空间;
[0082]
传送带5,用于将喷漆完毕的箱包传送到下个工艺流程,并将下一待喷漆的目标箱包传送至喷漆区域;
[0083]
检测装置6,用于对正在喷漆的箱包进行实时检测,通过对喷绘完成的图案建立与预设图案等比例同原点的平面直角坐标系检测目标图案的喷绘效果,并将检测结果传至所述中控单元,所述检测装置包括可调拉杆、摄像头和传输器,所述检测装置可根据待检测的区块位置进行伸缩移动;
[0084]
中控单元(图中未示出),用于采集目标图案的数据形成元素单元,同时对目标图案的元素单元进行识别、分解和判定,其中,所述中控单元在目标图案所在平面内建立平面直角坐标系并提取目标图案内各线条特征点坐标,检测各元素特征点数据并根据结果对检测结果不合格的特征点进行调整,实现目标图案的精确喷绘。
[0085]
具体而言,本发明实施例限定特征点包括端点、拟合点、控制点和检测点,本发明实施例选择端点作为喷漆装置运动轨迹的起始点。
[0086]
具体而言,本发明中控单元通过将目标图案分区后将其拆解为线条和色块,实现了对高度复杂的图案的简化,极大程度降低了喷漆难度;本发明中控单元建立直角坐标系对线条各特征点进行定位,能够实现所述目标图案中轮廓线的拟合,并通过已喷绘的图案坐标与预设图案坐标进行对比,实现了对图案喷绘的偏差调控,中控单元对特征点的选择减小了其图像数据处理量,进而实现喷漆精确度与喷漆效率的平衡。
[0087]
请参阅图2所示,其为本发明实施例基于人工智能的箱包喷漆成型设备喷漆装置分解示意图,包括旋转球31,位于所述旋转球底部的旋转轴承32,连接所述旋转球和所述旋转轴承的旋转齿轮33,与所述旋转球和连接板角部相连接的伸缩杆34,与所述伸缩杆相连接、管体为可旋转伸缩螺杆的喷漆龙头35,连接所述伸缩杆和所述喷漆龙头的连接板36。
[0088]
请参阅图3所示,其为本发明实施例基于人工智能的箱包喷漆成型设备检测装置结构示意图,包括可调拉杆61,与所述可调拉杆固定连接的摄像头62,用于向所述中控单元传输信号的传输器(图中未示出)。
[0089]
请继续参阅图1和图2所示,中控单元根据目标图案的图像数据,对喷漆装置发出指令,选取漆料颜色并通过调节所述输送管2的内部压强实现对线条宽度的调整;当对某一运动轨迹起始点进行定位时,旋转轴承32带动旋转齿轮33进而带动旋转球31旋转,中控单元根据所述起始点的平面位置对各所述伸缩杆34进行调节;当线条为直线时,中控单元调节对角伸缩杆长度,设定旋转球不旋转;当线条为圆弧和样条曲线时,中控单元同时调节旋转球和伸缩杆,实现对线条轨迹的调整。
[0090]
所述中控单元获取目标箱包的预喷绘的目标图案所在平面的单侧表面积s1,获取目标图案总面积s2,中控单元将所述目标图案分解为直线和曲线,获取直线数量m、曲线数量n以及色块数量w,中控单元预设直线数量标准值m,预设曲线数量标准值n,中控单元根据目标图案面积以及构成图案的直线和曲线数量,判定是否分区喷绘所述目标图案,其中:
[0091]
当满足(k
×
m)/m (q
×
n)/n≤2
△
0且1/m 1/n<1/w δ,或仅满足s1/s2<a时,所述中控单元判定不对目标图案分区;
[0092]
当(k
×
m)/m (q
×
n)/n>2
△
0或1/m 1/n<1/w δ时,所述中控单元判定对目标图案分区;
[0093]
其中,
△
0所述中控单元设置第一预设允许误差范围、δ为第二预设允许误差范围,a为判断目标图案相对目标箱包的面积比的预设对比参数,k为第一预设调整系数、q为第二预设调整系数。
[0094]
具体而言,本发明对判断目标图案相对目标箱包的面积比的对比参数a不作限定,本发明实施例中a=1/15-1/14;本发明对第一预设调整系数k、第二预设调整系数k不作限定,本发明实施例中k=0.9,q=1.15;本发明中单侧表面积表示目标图案所在箱包平面的箱包一侧的面积。
[0095]
具体而言,本发明中控单元将预喷绘图案轮廓拆解为线条和色块两个元素,并根据线条和色块数量对目标图案进行分区,实现对所述目标图案的初步简化;本发明中控单元预先将目标图案面积与目标箱包的目标图案所在平面的单侧表面积作比较,避免因目标图案面积过小使分区无效,进而避免因无效分区增大喷涂难度;本发明中控单元设定直线数量标准值和曲线数量标准值,并将目标单元内直线数量与曲线数量与所对应的标准值相比较,从而判断目标图案的复杂程度,进而判定是否需对目标图案分区简化;通过对目标图案的初步简化,降低了喷绘复杂图案的难度,同时,分区实现了对图案喷绘的细化,使所述目标图案的喷绘精度更高。
[0096]
所述中控单元预设分区数量为k,中控单元根据构成目标图案的线条和色块所在区域的数量分布对目标图案进行分区,并判定构成图案的元素中是否存在能够作为分区的分界线的线条,其中,
[0097]
当目标图案中存在任意一条或若干条目标图案自有线条或按照原自有线条轨迹延长后的线条,能够分割目标图案,且能够满足0.8≤(mi ni)/(mj nj)≤1.2,(1/mu) (1/nu)<(1/wu δ),所述中控单元初步判定所述线条作为目标图案分区的备选分界线;
[0098]
当目标图案中无法提取能够分割目标图案的自有线条,但存在任意一条或若干条自有线条,能够按照原轨迹延长后分割目标图案,且能够满足0.8≤(mi ni)/(mj nj)≤1.2,(1/mu) (1/nu)<(1/wu δ),1.2,(1/mu) (1/nu)<(1/wu δ),所述中控单元判定按照原自有线条轨迹延长后的线条作为目标图案分区的备选分界线;
[0099]
当目标图案中无法提取任意线条或任意沿原自有线条轨迹延长后的线条,能够分割目标图案且满足0.8≤(mi ni)/(mj nj)≤1.2,(1/mu) (1/nu)<(1/wu δ),所述中控单元判定构成目标图案的元素不存在能够作为分区的分界线,中控单元根据目标图案的线条和色块在各区域范围的数量分布对目标图案进行区块的自行划分。
[0100]
其中,所述中控单元预设δ为第二预设允许误差范围,mi表示第i分区直线数量、mj表示第j分区直线数量、mu表示第u分区直线数量,ni表示第i分区曲线数量,nj表示第j分区曲线数量、nu表示第u分区曲线数量,wu为第u分区色块数量。
[0101]
具体而言,本发明实施例中“线条沿原自有线条轨迹延长”表示:直线线段在既定线路的基础上,根据目标图案的划分需要选择端点,继续向既定线路行驶方向进行延长工作,最终完成后,该直线线段及其延长线仍可视作一条线;曲线线段根据目标图案分区的分界线轨迹选择端点,以该端点的切线斜率方向进行延长工作,且延长线为直线,最终完成后,该曲线及其延长线仍可视作一条线。
[0102]
具体而言,本发明优选目标图案内满足分区要求的线条作为备选分区界线,当目标图案内不存在能够分区的线条时,优选能够满足分区要求的线条及其延长线,当上述两者均无法从目标图案中提取,所述中控单元设定一条或若干条分界线,实现对目标图案的分区;本发明以目标图案内存在的线条作为分界线的第一优选,实现了图案的自主分割,同时,能够最大程度降低分区对目标图案整体性的不利影响。
[0103]
所述中控单元根据目标图案内线条及色块数量确定分界线数量p,设定p=[a],a=0.5
×
(w/(m n))
×
((m n)/(m n)-1),当目标图案中符合分区要求的线条数量p’>p时,中控单元对所述备选分界线进行筛选,其中,
[0104]
所述中控单元根据目标图案内线条及色块数量确定分界线数量p,设定p=[a],a=0.5
×
(w/(m n))
×
((m n)/(m n)-1),当目标图案中符合分区要求的线条数量p’>p时,中控单元对所述备选分界线进行筛选,其中,
[0105]
当所述中控单元同时选择目标图案自有线条和沿原自有线条轨迹延长的线条作为备选分界线时,中控单元设定目标图案自有线条作为分界线作为第一优选,设定沿原自有线条轨迹延长的线条作为第二优选,中控单元设置分区分界线的判定条件为:分界线能够使各分区色块数量极差z最小,z=max(w1/w,w2/w,
…
,wk/w)-min(w1/w,w2/w,
…
,wk/w);
[0106]
当所述中控单元根据目标图案的线条和色块在各区域范围的数量分布自行对目标图案划分区块时,设定目标图案各分区分界线为直线,中控单元设置分区分界线的判定
条件为,能够满足0.8≤(mi ni)/(mj nj)≤1.2,(1/mu) (1/nu)<(1/wu δ),并且分界线能够使各分区色块数量极差z最小,z=max(w1/w,w2/w,
…
,wk/w)-min(w1/w,w2/w,
…
,wk/w)。
[0107]
具体而言,本发明中控单元将线条的数量标准值作为对照参数,根据目标图案的线条数量及色块数量判定对目标图案的简化程度,当中控单元判定目标图案中存在的备选分界线数量大于预设的分界线数量时,优选目标图案自有线条作为分界线,有效避免了因分区数量过多导致降低喷漆效率,同时能够保证目标图案的整体性和连贯性;本发明将各备选分界线划分得到的分区色块数量极差作比较并选择能够得到最小极差的分界线,能够使各分区对目标图案的拆解程度平均化,有利于提高目标图案的精度。
[0108]
所述分界线将目标图案划分为若干单元图块,所述中控单元锁定待喷涂目标单元图块并将其拆解为线条和色块,中控单元提取目标轮廓线任意起始点作为轨迹点p1,根据轨迹点p1沿线条的运动方向判定线条样式,其中,
[0109]
当轨迹点p1沿目标轮廓线运动的运动方向始终不发生变化,直至所述轨迹点p1沿目标轮廓线运动到某一突变点p2使运动方向突变或线条轨迹终止时,所述中控单元设定轨迹点p1为第一端点,突变点p2为第二端点,轨迹点p1运动到突变点p2的轨迹线为直线线段;
[0110]
当轨迹点p1沿目标轮廓线运动的运动方向始终改变,对于目标轮廓线所在平面建立任意平面直角坐标系,且对于轨迹线上任意点坐标(x,y),所述轨迹线所在平面都存在坐标(a,b)与常数r,满足(x-a)2 (y-b)2=r2,直至所述轨迹点p1沿目标轮廓线运动到某一突变点p2使(x-a)2 (y-b)2=r2不再成立,或轨迹点p1运动到与起始点p0使运动轨迹线形成闭合图形,所述中控单元设定轨迹点p1为第一端点,突变点p2或起始点p0为第二端点,轨迹点p1运动到突变点p2或起始点p0的轨迹线为圆弧,
[0111]
当轨迹点p1沿目标轮廓线运动的运动方向始终改变,且运动轨迹无明显规律时,所述中控单元判定轨迹点p1的运动轨迹线为样条曲线,设定轨迹点p1为第一端点,运动轨迹消失点p3或与目标轮廓线起始点重合的样点p4作为第二端点。
[0112]
具体而言,当目标轮廓线构成闭合图形时,任意起始点表示目标轮廓线上任意一点;当目标轮廓线未闭合时,任意起始点表示目标轮廓线上开始出现运动轨迹的任意一点。
[0113]
具体而言,本发明中控单元根据线条样点延伸轨迹是否发生改变对线条样式分类,进而判定喷漆装置的运动类型;本发明中控单元规定线条端点,当某一轮廓线由若干线条组合连接,其视觉观感为一条线时,中控单元能够实现将该轮廓线按照不同的线条类型切割,使喷涂装置的运动路径更加精确化,避免喷漆造成目标图案的较大偏差,使目标图案更加标准化。
[0114]
所述中控单元设定样条曲线切线斜率为0的点作为拟合点,当目标轮廓线存在交叉点而使交叉点处出现若干运动轨迹时,中控单元判定轨迹点p1沿切线斜率不发生突变的轨迹线运动,中控单元根据所述轨迹线上相邻拟合点间直线距离l判定控制点数量c,其中,
[0115]
当l≤l/z时,所述中控单元判定所述相邻拟合点间控制点数量c=2
×z×
l/l,且c1≥2;
[0116]
当l>l/z时,所述中控单元判定所述相邻拟合点间控制点数量c=2
×z×
l/l;
[0117]
其中,l表示样条曲线相邻拟合点直线距离之和,z表示目标样条曲线上的拟合点数量。
[0118]
具体而言,本发明中控单元通过提取样条曲线拟合点初步拟定样条曲线的轨迹,通过控制点改变相邻拟合点间线段的斜率实现对目标样条曲线的拟合;本发明中控单元根据相邻拟合点间距判定所述拟合点之间的控制点数量,避免因控制点数量过多降低喷漆效率,同时避免因控制点数量过小而使目标曲线精确度不足,从而实现喷漆效率与目标图案精确度的平衡。
[0119]
所述中控单元根据相邻拟合点间的曲线斜率变化率判定控制点的分布,中控单元设定所述相邻拟合点的线段等分点间直线斜率变化率λ作为判定相邻拟合点间的曲线斜率变化率的对照参数,设定等分点数量d=|1 l/c| η,其中,
[0120]
当相邻拟合点间存在某一等分点,且存在其相邻等分点,能够使该两点间直线斜率|λ|≤1时,所述中控单元判定控制点分布形式为非平均分布,其中,
[0121]
当|λ|≤1时,所述中控单元判定相邻等分点间控制点数量c1=[c1],c1=c/(d/((d1-1)
×
(d 1))),d1为相邻等分点间直线斜率绝对值小于等于1的等分点数量,d1≥2,中控单元设定所述控制点的分布满足相邻等分点间轨迹长度的平均分配;
[0122]
当|λ|>1时,所述中控单元判定相邻等分点间控制点数量c2=[c2],c2=(c-c1)/(d-d1-1),中控单元设定所述控制点的分布满足相邻等分点间沿轨迹的距离的平均分配;
[0123]
当所述相邻拟合点间任意相邻等分点间直线斜率|λ|>1时,所述中控单元判定控制点分布形式为平均分布,且相邻等分点间沿轨迹的距离相等;
[0124]
其中,c1=[c1]表示对c1取整,c2=[c2]表示对c2取整,所述中控单元预设η为允许误差。
[0125]
具体而言,本发明中控单元根据目标样条曲线的相邻拟合点的定数等分点间线段的斜率判定所述样条曲线的曲率的变化率,并根据曲率的变化率设置控制点在目标样条曲线上的分布,中控单元预设控制点的分布能够将控制点集中在曲率变化较大的区段,从而使该区段的曲率高度接近目标样条曲线的曲率,有利于精准拟合目标曲线,使目标图案的精确度更高。
[0126]
所述中控单元对线条形式及轨迹判定完成后,中控单元采集目标单元图块内线条宽度及色彩,通过调整喷漆装置内的压强实现对线条粗细的调整,中控单元根据目标线条的判定轨迹选择使用直线喷漆模式或曲线喷漆模式对目标图案进行喷绘,并根据线条轨迹点确定线条位置,当目标图块单元内全部线条完成绘制后,中控单元检测箱包表面对应喷绘的图块单元的线条数量与目标图块单元线条数量是否一致,当中控单元线条数量检测结果合格时,中控单元将预设的目标图块单元各点坐标(xp,yp)与在箱包表面对应喷绘的图块单元各点坐标(xp’,yp’)作比较,p=1,2,3
……
b,b为图块单元总点数,其中,
[0127]
当目标线条为直线,xp
’‑△
s≤xp≤xp’
△
s,yp
’‑△
s≤yp’≤yp’
△
s,
△
s>0,所述中控单元判定目标线条合格;
[0128]
当目标线条为直线,或或时,所述中控单元判定目标线条不合格,并根据中控单元预设的图块单元中对应点坐标重新设定所述目标线条端点坐标;
[0129]
当目标线条为圆弧时,所述中控单元对目标线条进行定数等分,设定等分点数量为d0,中控单元检测各等分点到预设的目标单元图块的圆弧的圆心距离s,其中,
[0130]
当r
‑△
r≤s≤r
△
r时,所述中控单元判定目标线条合格;
[0131]
当s<r
‑△
r或s>r
△
r时,所述中控单元判定目标线条不合格,并根据预设的图块单元中对应圆弧的端点及圆心坐标,重新设定所述目标圆弧的端点、圆心坐标;
[0132]
当目标线条为样条曲线时,所述中控单元提取目标样条曲线拟合点、相邻拟合点间的等分点及相邻等分点间的中点作为检测点,中控单元设定等分点数量d=[1 l/c],其中,
[0133]
当xp
’‑△
s≤xp≤xp’
△
s,yp
’‑△
s≤yp’≤yp’
△
s,
△
s>0,所述中控单元判定目标线条合格;
[0134]
当或时,所述中控单元判定目标线条不合格,中控单元根据目标图块单元预设的坐标对检测不合格的检测点两端相邻的控制点进行调整,直至检测点坐标误差满足要求。
[0135]
其中,r表示圆弧半径,所述中控单元预设
△
s为坐标允许偏差值,
△
r表示圆弧半径允许偏差值。
[0136]
具体而言,本发明实施例对d0不作限定,只要其能够满足检测要求即可,本发明实施例中控单元设定d0=10。
[0137]
具体而言,本发明将目标图块单元检测点的实际坐标与中控单元预设的对应检测点坐标相比较,并根据坐标的对照结果对喷漆设备进行校正,检测数据包括线条数量和线条轨迹,当喷绘得到的线条轨迹与预设线条轨迹不匹配时,通过对轨迹线条上坐标点的调整,提高所述目标线条的精确度,减小线条喷绘的误差,实现对目标图案精度和标准化的严格控制。
[0138]
所述中控单元对目标单元图块内全部轮廓线完成绘制后,中控单元设定轮廓线形成的封闭图形为色块,中控单元预设各色块面积为s0’,设定目标单元图块色块总面积为∑s0’,e,e为目标单元图块色块总数量,并根据各色块与目标单元图块全部色块的面积比判定喷漆顺序,其中,
[0139]
当s’≤1/3
×
∑s0’时,所述中控单元判定喷漆顺序为先喷漆小面积色块后喷漆大面积色块,;
[0140]
当s’>1/3
×
∑s0’时,所述中控单元将为喷漆的剩余色块按照颜色分组,按照各组色块的总面积与剩余色块总面积的面积比由小到大的顺序对各组色块依次喷漆,每组的色块喷漆顺序为先喷漆小面积色块后喷漆大面积色块;
[0141]
其中,所述中控单元预设s’为已喷漆的色块面积。
[0142]
具体而言,本发明中控单元设定喷漆设备按照色块面积由小到大的顺序对色块进行喷漆,直至已喷漆的色块面积达到目标单元图块总面积的三分之一,小面积色块优先喷涂能够提高喷漆设备的容错率,整体降低喷漆难度;当已喷漆的色块面积达到目标单元图块总面积的三分之一时,所述中控单元将色块按照颜色分组,组间喷漆顺序为按照各组色块总面积由小到大喷漆,组内喷漆顺序为按照各色块面积由小到大喷漆,能够节省更换漆料的时间,有利于提高喷漆设备的效率,实现喷漆效率与喷漆质量之间的平衡。
[0143]
所述喷漆设备对任意色块喷绘完毕后,所述中控单元根据各色块与目标单元图块全部色块的面积比判定目标单元图块内色块喷漆结果是否合格,其中,
[0144]
当s0’/∑s0’
△
s≤s’/∑s’≤s0’/∑s0’
△
s时,所述中控单元判定目标单元图块内色块喷漆结果合格;
[0145]
当s’<s0’/∑s0
’‑△
s或s’>s0’/∑s0’
△
s,
△
s>0时,所述中控单元判定目标单元图块内色块喷漆结果不合格,中控单元根据已喷绘的色块面积与其对应色块面积标准值的对比结果调节所述色块,其中,
[0146]
当s’<s0’/∑s0
’‑△
s时,所述中控单元将已喷漆色块的轮廓线与预设闭合轮廓线拟合,并对此二者轮廓线形成的闭合区域进行补充喷漆;
[0147]
当s’>s0’/∑s0’
△
s时,所述中控单元将已喷漆色块的轮廓线与预设闭合轮廓线拟合,并对此二者轮廓线形成的闭合区域进行覆盖喷漆,漆料颜色为所述闭合区域所在的色块颜色。
[0148]
其中,所述中控单元判定
△
s为喷漆允许偏差值
[0149]
具体而言,本发明喷漆设备存在负反馈机制,当已喷漆的色块面积不满足其对应标准值要求时,中控单元采取补充措施,使目标色块满足精确度要求,降低了实际喷绘图案与目标图案间的误差,提高了喷绘图案的模拟程度,中控单元通过在喷漆过程中比对实际喷绘图案与目标图案,这种边喷漆边检测的模式有利于过程中降低实际喷绘图案与目标图案的偏差,使纠正偏差的过程更加及时且容易实现,进一步保证了所述喷漆设备的高效省时。
[0150]
至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本发明的原理的前提下,本领域技术人员可以对相关技术特征做出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。
[0151]
以上所述仅为本发明的优选实施例,并不用于限制本发明;对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。