1.本发明涉及木塑门板加工技术领域,具体为一种木塑门板加工打磨装置。
背景技术:
2.木塑门是采用木材超细粉粒与高分子树脂混合,通过模塑化工艺制造而成,兼有木材和塑料的优良特性,生产的制品达到了真正仿木的效果。由于使用的原料和生产过程没有使用胶水粘合,不会产生甲醛、苯、氨、三氯乙烯等有害物质,是替代传统木材的绿色环保新型材料。
3.在木塑门板生产过程中,按照尺寸切割完毕的木塑门板需要进过打磨工序对木塑门板两端面及四个边框进行打磨去毛刺,但是现有的木塑门板打磨装置大多只能同时对木塑门板一端面进行打磨,无法同时对木塑门板的上下端面及四个边框进行打磨,打磨效率低下,影响后续的加工效率。
技术实现要素:
4.本部分的目的在于概述本发明的实施方式的一些方面以及简要介绍一些较佳实施方式。在本部分以及本技术的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
5.鉴于上述现有一种木塑门板加工打磨装置中存在的问题,提出了本发明。
6.因此,本发明的目的是提供一种木塑门板加工打磨装置,通过在框架端口处分别上下反向设置两个横向打磨组件,框架两侧分别设置两个连动组件和两个竖向打磨组件,当木塑门板向前推送时,两个横向打磨组件对木塑门板的前边框进行打磨,同时被木塑门板挤压翻转,在木塑门板推送过程中对上下表面进行打磨,当两个横向打磨组件翻转时,分别通过两个连动组件驱动两个竖向打磨组件对木塑门板左右边框进行打磨,随着木塑门板推动两个横向打磨组件复位对木塑门板后边框进行打磨,能够同时对木塑门板六面进行打磨,克服了传统的木塑门板打磨方式无法同时对木塑门板六面进行打磨的技术偏见,提高了对木塑门板的打磨效率。
7.为解决上述技术问题,根据本发明的一个方面,本发明提供了如下技术方案:一种木塑门板加工打磨装置,其包括:壳体,包括底座和安装在所述底座顶部的框架;输送组件,安装在所述框架内部,推动木塑门板在所述框架内部由前向后移动;横向打磨组件,包括铰接在所述框架开口处的转板、可转动连接在所述转板前端的横向打磨辊和安装在所述转板顶部并驱动所述横向打磨辊转动的第二电机,所述转板与所述框架之间连接处设置有扭簧,所述横向打磨组件为两个并反向连接在所述框架开口处顶部和底部,两个所述横向打磨辊分别呈前后位置处于同一水平线;连动组件,所述连动组件为两个并分别反向设置在所述框架对称侧壁;
竖向打磨组件,所述竖向打磨组件为两个并分别设置在所述框架两侧;其中,当所述输送组件推动所述木塑门板在所述框架内部移动至所述横向打磨辊位置时,所述木塑门板推动所述横向打磨辊带动所述转板翻转,驱动两个所述竖向打磨组件向所述框架移动,当所述横向打磨辊位于所述木塑门板上下表面时,所述第二电机驱动所述连动组件进而带动所述竖向打磨组件进行相应打磨动作。
8.作为本发明所述的一种木塑门板加工打磨装置的一种优选方案,其中,所述转板前端开设有活动槽,所述横向打磨辊可转动连接在所述活动槽内部,所述横向打磨辊侧端伸出所述转板侧壁并安装有第二皮带轮,所述第二电机输出端安装有第一皮带轮,所述第一皮带轮通过皮带驱动所述第二皮带轮带动所述横向打磨辊转动。
9.作为本发明所述的一种木塑门板加工打磨装置的一种优选方案,其中,所述连动组件包括第一连动部和被所述第一连动部驱动的第二连动部,所述第一皮带轮侧壁安装有第二齿轮;所述第一连动部包括安装在所述框架顶部的第一固定板、可转动连接在所述第一固定板侧壁的第三齿轮和安装在所述第三齿轮侧壁的第三皮带轮,当所述木塑门板推动所述横向打磨辊带动所述转板翻转,并且所述横向打磨辊位于所述木塑门板上下表面时,所述第二齿轮与所述第三齿轮啮合并带动所述第三齿轮旋转;所述第二连动部包括安装在所述框架的延伸部的自由端的第二固定板和可转动连接在所述第二固定板侧壁的第四皮带轮,所述第三皮带轮通过皮带驱动所述第四皮带轮。
10.作为本发明所述的一种木塑门板加工打磨装置的一种优选方案,其中,所述竖向打磨组件包括可转动连接在所述框架侧壁的第三连动部、被所述第三连动部驱动的滑板、安装在所述滑板顶部并分别与所述第一连动部、所述第二连动部连动的两个第四连动部和可转动连接在所述滑板底部并被两个所述第四连动部驱动的两个竖向打磨辊。
11.作为本发明所述的一种木塑门板加工打磨装置的一种优选方案,其中,所述转板侧端伸出设置有轴杆,所述轴杆贯穿伸出所述框架侧壁并安装有第一齿轮;所述第三连动部包括可转动连接在所述框架侧壁并与所述第一齿轮啮合的第四齿轮和安装在所述第四齿轮侧壁的螺纹杆;所述滑板侧壁开设有螺纹孔,所述螺纹杆旋转贯穿所述螺纹孔。
12.作为本发明所述的一种木塑门板加工打磨装置的一种优选方案,其中,所述第四连动部包括安装在所述滑板顶部的第三固定板、可转动连接在所述第三固定板侧壁的活动杆、安装在所述活动杆杆身的第一锥齿轮和安装在所述活动杆另一端的卡块;所述竖向打磨辊顶部安装有延伸杆,所述延伸杆顶部安装有第二锥齿轮,所述第二锥齿轮与所述第一锥齿轮啮合;所述第三皮带轮侧壁开设有与所述卡块配合的第一卡槽,所述第四皮带轮侧壁开设有与所述卡块配合的第二卡槽。
13.作为本发明所述的一种木塑门板加工打磨装置的一种优选方案,其中,所述输送组件包括安装在所述框架侧壁的第一电机、安装在所述框架顶部和底部的固定架和可转动连接在所述固定架内部并与所述第一电机输出端连接的传送辊。
14.作为本发明所述的一种木塑门板加工打磨装置的一种优选方案,其中,所述横向
打磨辊具有内腔,所述横向打磨辊外壁开设有与所述内腔连通的第一集尘口,所述内腔内部设置有第一转杆,所述第一转杆一端部与所述内腔内壁连接,所述第一转杆另一端部安装有第一差速器,所述第一差速器另一端安装有第一扇叶,所述横向打磨辊侧端开设有第一出尘口。
15.作为本发明所述的一种木塑门板加工打磨装置的一种优选方案,其中,所述竖向打磨辊具有内腔,所述竖向打磨辊外壁开设有与所述内腔连通的第二集尘口,所述内腔内部设置有第二转杆,所述第二转杆一端部与所述内腔内壁连接,所述第二转杆另一端部安装有第二差速器,所述第二差速器另一端安装有第二扇叶,所述竖向打磨辊底端开设有第二出尘口。
16.作为本发明所述的一种木塑门板加工打磨装置的一种优选方案,其中,还包括集尘组件,所述集尘组件包括集尘盒和安装在所述集尘盒侧壁并与所述集尘盒内腔连通的软管,所述软管另一端分别与所述第一出尘口和两个所述第二出尘口连接,所述集尘盒为两个并分别安装在所述框架侧壁与所述框架顶部。
17.与现有技术相比:通过在框架端口处分别上下反向设置两个横向打磨组件,框架两侧分别设置两个连动组件和两个竖向打磨组件,当木塑门板向前推送时,两个横向打磨组件对木塑门板的前边框进行打磨,同时被木塑门板挤压翻转,在木塑门板推送过程中对上下表面进行打磨,当两个横向打磨组件翻转时,分别通过两个连动组件驱动两个竖向打磨组件对木塑门板左右边框进行打磨,随着木塑门板推动两个横向打磨组件复位对木塑门板后边框进行打磨,能够同时对木塑门板六面进行打磨,克服了传统的木塑门板打磨方式无法同时对木塑门板六面进行打磨的技术偏见,提高了对木塑门板的打磨效率。
附图说明
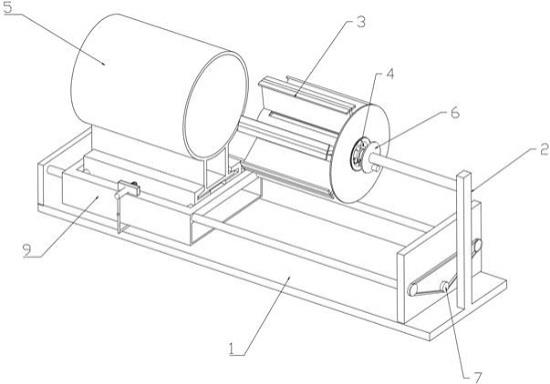
18.为了更清楚地说明本发明实施方式的技术方案,下面将结合附图和详细实施方式对本发明进行详细说明,显而易见地,下面描述中的附图仅仅是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。其中:图1为本发明一种木塑门板加工打磨装置整体结构图;图2为本发明一种木塑门板加工打磨装置左侧部分结构示意图;图3为本发明一种木塑门板加工打磨装置右侧部分结构示意图;图4为本发明一种木塑门板加工打磨装置连动组件结构图;图5为本发明一种木塑门板加工打磨装置横向打磨组件结构图;图6为本发明一种木塑门板加工打磨装置连动组件未连接状态示意图;图7为本发明一种木塑门板加工打磨装置连动组件连接状态示意图;图8为本发明一种木塑门板加工打磨装置竖向打磨组件结构图;图9为本发明一种木塑门板加工打磨装置图8中的a处结构图;图10为本发明一种木塑门板加工打磨装置横向打磨辊剖面结构图;图11为本发明一种木塑门板加工打磨装置竖向打磨辊剖面结构图。
具体实施方式
19.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。
20.其次,本发明结合示意图进行详细描述,在详述本发明实施方式时,为便于说明,表示器件结构的剖面图会不依一般比例作局部放大,而且所述示意图只是示例,其在此不应限制本发明保护的范围。此外,在实际制作中应包含长度、宽度及深度的三维空间尺寸。
21.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明的实施方式作进一步地详细描述。
22.本发明提供一种木塑门板加工打磨装置,通过在框架120端口处分别上下反向设置两个横向打磨组件300,框架120两侧分别设置两个连动组件400和两个竖向打磨组件500,当木塑门板向前推送时,两个横向打磨组件300对木塑门板的前边框进行打磨,同时被木塑门板挤压翻转,在木塑门板推送过程中对上下表面进行打磨,当两个横向打磨组件300翻转时,分别通过两个连动组件400驱动两个竖向打磨组件500对木塑门板左右边框进行打磨,随着木塑门板推动两个横向打磨组件300复位对木塑门板后边框进行打磨,能够同时对木塑门板六面进行打磨,克服了传统的木塑门板打磨方式无法同时对木塑门板六面进行打磨的技术偏见,提高了对木塑门板的打磨效率。
23.图1-9示出的是本发明一种木塑门板加工打磨装置第一种实施方式的结构示意图,请参阅图1-图9,本实施方式的一种木塑门板加工打磨装置包括壳体100、输送组件200、横向打磨组件300、连动组件400和竖向打磨组件500。
24.壳体100包括底座110和安装在底座110顶部的框架120,框架120前端伸出有延伸部,延伸部两侧设置有导向框架,滑板520两端伸入导向框架内部,对滑板520进行支撑并导向,提高滑板520在移动时的稳定性。
25.输送组件200包括安装在框架120侧壁的第一电机210、安装在框架120顶部和底部的固定架220和可转动连接在固定架220内部并与第一电机210输出端连接的传送辊230,两组传送辊230之间形成送料通道,将木塑门板从框架120左端送入,因为同一批次的木塑门板尺寸相同,两个传送辊230对木塑门板上下表面进行夹紧,启动第一电机210带动传送辊230旋转将木塑门板向横向打磨组件300方向推动。
26.横向打磨组件300包括铰接在框架120开口处的转板310、可转动连接在转板310前端的横向打磨辊320和安装在转板310顶部并驱动横向打磨辊320转动的第二电机330,转板310与框架120之间连接处设置有扭簧,横向打磨组件300为两个并反向连接在框架120开口处顶部和底部,两个横向打磨辊320分别呈前后位置处于同一水平线,转板310前端开设有活动槽310a,横向打磨辊320可转动连接在活动槽310a内部,横向打磨辊320侧端伸出转板310侧壁并安装有第二皮带轮320a,第二电机330输出端安装有第一皮带轮330a,第一皮带轮330a通过皮带驱动第二皮带轮320a带动横向打磨辊320转动,启动第二电机330带动第一皮带轮330a旋转,第一皮带轮330a利用皮带驱动第二皮带轮320a旋转,继而带动横向打磨辊320旋转,当木塑门板前进时,木塑门板前框面接触前方位置的一个横向打磨辊320并推动上方的一个横向打磨组件300翻转,木塑门板继续前进推动后方位置的一个横向打磨辊320带动下方一个横向打磨组件300翻转,两个横向打磨辊320共同对木塑门板前框面进行打磨,并分别对木塑门板上下表面进行打磨,随着木塑门板继续移动,扭簧推动两个横向打
磨辊320先后复位并对木塑门板后框面进行打磨处理。
27.连动组件400包括第一连动部410和被第一连动部410驱动的第二连动部420,第一皮带轮330a侧壁安装有第二齿轮330b,第一连动部410包括安装在框架120顶部的第一固定板410a、可转动连接在第一固定板410a侧壁的第三齿轮410b和安装在第三齿轮410b侧壁的第三皮带轮410c,当木塑门板推动横向打磨辊320带动转板310翻转,并且横向打磨辊320位于木塑门板上下表面时,第二齿轮330b与第三齿轮410b啮合并带动第三齿轮410b旋转,第二连动部420包括安装在框架120的延伸部的自由端的第二固定板420a和可转动连接在第二固定板420a侧壁的第四皮带轮420b,第三皮带轮410c通过皮带驱动第四皮带轮420b,当转板310翻转至横向打磨辊320与木塑门板上下表面接触时,第二齿轮330b与第三齿轮410b啮合,第二电机330带动第二齿轮330b旋转的同时第二齿轮330b带动第三齿轮410b和第三皮带轮410c旋转,第三皮带轮410c旋转时利用皮带带动第四皮带轮420b旋转。
28.竖向打磨组件500包括可转动连接在框架120侧壁的第三连动部510、被第三连动部510驱动的滑板520、安装在滑板520顶部并分别与第一连动部410、第二连动部420连动的两个第四连动部530和可转动连接在滑板520底部并被两个第四连动部530驱动的两个竖向打磨辊540,转板310侧端伸出设置有轴杆,轴杆贯穿伸出框架120侧壁并安装有第一齿轮310b,第三连动部510包括可转动连接在框架120侧壁并与第一齿轮310b啮合的第四齿轮510a和安装在第四齿轮510a侧壁的螺纹杆510b,滑板520侧壁开设有螺纹孔520a,螺纹杆510b旋转贯穿螺纹孔520a,第四连动部530包括安装在滑板520顶部的第三固定板530a、可转动连接在第三固定板530a侧壁的活动杆530b、安装在活动杆530b杆身的第一锥齿轮530c和安装在活动杆530b另一端的卡块530d,竖向打磨辊540顶部安装有延伸杆540a,延伸杆540a顶部安装有第二锥齿轮540b,第二锥齿轮540b与第一锥齿轮530c啮合,第三皮带轮410c侧壁开设有与卡块530d配合的第一卡槽410c-1,第四皮带轮420b侧壁开设有与卡块530d配合的第二卡槽420b-1,当转板310翻转时,转板310带动第一齿轮310b旋转,第一齿轮310b利用轮齿带动第四齿轮510a和螺纹杆510b旋转,螺纹杆510b与螺纹孔520a配合,利用丝杆结构推动滑板520向框架120方向靠近,两个卡块530d分别伸入第一卡槽410c-1与第二卡槽420b-1内部,此时两个竖向打磨辊540贴合木塑门板左右框面,当第二齿轮330b与第三齿轮410b啮合时,第三皮带轮410c和第四皮带轮420b分别驱动两个活动杆530b旋转,活动杆530b旋转时带动第一锥齿轮530c旋转,第一锥齿轮530c带动与之啮合的第二锥齿轮540b旋转,继而带动竖向打磨辊540旋转,两个竖向打磨辊540分别对木塑门板左右框面进行打磨。
29.结合图1-图9,本实施方式的一种木塑门板加工打磨装置,在进行打磨时,将木塑门板推送至两个传送辊230之间,两个传送辊230夹紧木塑门板上下表面并推动木塑门板前进,当木塑门板前进时,木塑门板前框面接触前方位置的一个横向打磨辊320并推动上方的一个横向打磨组件300翻转,木塑门板继续前进推动后方位置的一个横向打磨辊320带动下方一个横向打磨组件300翻转,两个横向打磨辊320共同对木塑门板前框面进行打磨,并分别对木塑门板上下表面进行打磨,当转板310翻转时,带动第一齿轮310b旋转,第一齿轮310b带动第四齿轮510a和螺纹杆510b旋转,螺纹杆510b旋转时与螺纹孔520a配合利用丝杆结构推动滑板520靠近框架120,卡块530d插入第一卡槽410c-1与第二卡槽420b-1内部,同时转板310带动第二电机330翻转,直至两个横向打磨辊320分别贴合木塑门板上下表面,此
时第二齿轮330b与第三齿轮410b啮合,两个卡块530d完全插入第一卡槽410c-1和第二卡槽420b-1内部,同时竖向打磨辊540贴合木塑门板左右框面,第二齿轮330b带动第三齿轮410b和第三皮带轮410c旋转,第三皮带轮410c利用皮带驱动第四皮带轮420b旋转,继而带动两个活动杆530b旋转,活动杆530b带动第一锥齿轮530c和与之啮合的第二锥齿轮540b旋转,继而带动竖向打磨辊540旋转,在两个横向打磨辊320分别对木塑门板上下表面打磨的同时两个竖向打磨辊540分别对木塑门板的左右框面进行打磨,随着木塑门板的移动,两个横向打磨辊320复位对木塑门板后框面进行打磨,同时第二齿轮330b与第三齿轮410b分离,转板310带动第一齿轮310b反向旋转,带动第四齿轮510a和螺纹杆510b反向旋转,利用丝杆结构推动竖向打磨组件500复位,等待后续的打磨工作。
30.图1-图11示出的是本发明一种木塑门板加工打磨装置第二种实施方式的结构示意图,请参阅图1-图11,与上述实施方式不同的是,本实施方式的一种木塑门板加工打磨装置还包括集尘组件600,在打磨过程中,横向打磨辊320和竖向打磨辊540分别对木塑门板六面进行打磨去毛刺,而打磨过程中往往容易产生大量木屑和灰尘,如果不设置应对的清理结构,在打磨结束后大量的灰尘和木屑堆积在装置各个角落,难以清理。
31.横向打磨辊320具有内腔,横向打磨辊320外壁开设有与内腔连通的第一集尘口320b,内腔内部设置有第一转杆320c,第一转杆320c一端部与内腔内壁连接,第一转杆320c另一端部安装有第一差速器320d,第一差速器320d另一端安装有第一扇叶320e,横向打磨辊320侧端开设有第一出尘口320g,软管620另一端通过轴承连接在第一出尘口320g开口处,不影响横向打磨辊320的转动,第一扇叶320e边缘位置具有刀口,在碎木片经过第一扇叶320e时,第一扇叶320e旋转对碎木屑进行进一步切割粉碎,形成更加细致的碎屑,当横向打磨辊320旋转时,第一转杆320c跟随横向打磨辊320旋转,继而带动第一差速器320d旋转,第一差速器320d带动第一扇叶320e旋转产生气流,气流在横向打磨辊320内腔产生吸附力,将横向打磨辊320打磨时产生的木屑通过第一集尘口320b吸入横向打磨辊320内部,在通过第一出尘口320g吹送进入软管620。
32.竖向打磨辊540具有内腔,竖向打磨辊540外壁开设有与内腔连通的第二集尘口540c,内腔内部设置有第二转杆540d,第二转杆540d一端部与内腔内壁连接,第二转杆540d另一端部安装有第二差速器540e,第二差速器540e另一端安装有第二扇叶540f,竖向打磨辊540底端开设有第二出尘口540g,软管620另一端通过轴承连接在第二出尘口540g开口处,不影响竖向打磨辊540的转动,第二扇叶540f边缘位置具有刀口,在碎木片经过第二扇叶540f时,第二扇叶540f旋转对碎木屑进行进一步切割粉碎,形成更加细致的碎屑,当竖向打磨辊540旋转时,第二转杆540d跟随竖向打磨辊540旋转,继而带动第二差速器540e旋转,第二差速器540e带动第二扇叶540f旋转产生气流,气流在竖向打磨辊540内腔产生吸附力,将竖向打磨辊540打磨时产生的木屑通过第二集尘口540c吸入竖向打磨辊540内部,在通过第二出尘口540g吹送进入软管620。
33.集尘组件600包括集尘盒610和安装在集尘盒610侧壁并与集尘盒610内腔连通的软管620,软管620另一端分别与第一出尘口320g和两个第二出尘口540g连接,集尘盒610为两个并分别安装在框架120侧壁与框架120顶部,未在图中示出的是,在集尘盒610侧壁设置有门板,门板开合对集尘盒610内腔进行封闭和敞开,当收集的灰尘通过软管620输送至集尘盒610内部后,打开门板即可对集尘盒610内部灰尘进行收集处理。
34.结合图1-图11,本实施方式的一种木塑门板加工打磨装置,在打磨过程中,横向打磨辊320旋转时对木塑门板前后框及上下表面进行打磨,横向打磨辊320旋转时带动第一转杆320c和第一差速器320d旋转,继而通过第一差速器320d带动第一扇叶320e旋转产生气流,气流通过第一集尘口320b将打磨时产生的木屑及灰尘吸附进入横向打磨辊320内腔,并通过第一出尘口320g吹出至软管620,竖向打磨辊540旋转时对木塑门板前后框及上下表面进行打磨,竖向打磨辊540旋转时带动第二转杆540d和第二差速器540e旋转,继而通过第二差速器540e带动第二扇叶540f旋转产生气流,气流通过第二集尘口540c将打磨时产生的木屑及灰尘吸附进入竖向打磨辊540内腔,并通过第二出尘口540g吹出至软管620,软管620将木屑输送并收集在集尘盒610内部,相较于传统方式中只能对碎屑进行遮挡的方式,通过在打磨过程中利用气流将木屑吸附进入横向打磨辊320和竖向打磨辊540内部,再通过软管620收集进入集尘盒610内部,方便对木屑进行收集,也减少了打磨过后对装置的清理难度。
35.虽然在上文中已经参考实施方式对本发明进行了描述,然而在不脱离本发明的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本发明所披露的实施方式中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本发明并不局限于文中公开的特定实施方式,而是包括落入权利要求的范围内的所有技术方案。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。