一种af颗粒膜料自动换料连续蒸发镀膜装置及方法
技术领域
1.本发明涉及真空镀膜技术领域,尤其涉及一种af颗粒膜料自动换料连续蒸发镀膜装置及方法。
背景技术:
2.目前,在透明面板上镀af膜通常出现在手机行业、显示元件镀膜行业或者其他带有显示面板的电子产品行业。af膜有多种制作方法,常用的有真空镀膜、喷涂涂层及浸涂涂层等,以上方法的涂层成分各不相同,其效果也不相同。现在大部分产品都是采用真空镀膜工艺制备,其中主要的两种制备方式包括:一种是使用颗粒膜料蒸发镀af膜,主要是使用单体镀膜机来实现,其特征是af膜层性能品质好,产量较低。另一种是使用液体af膜料连续供液蒸发镀膜,其特征是af膜层性能与品质较差,但是便于连续生产,产量较大。
3.现有技术中,两种镀膜方法使用的膜层效果差异,主要是其成膜的真空压力差别大。一般情况下,液体af膜液的工作真空度相对于固定颗粒比较低,因此膜层结合力较低并且也会产生很强的绕射效果,对镀膜腔内其他功能元件产生污染。而固体颗粒膜料蒸发真空度通常在10e-3pa或更优的压力范围,但是需要反复抽真空才能保持好的真空度,而抽高真空过程比较耗时,这样大大降低镀膜的生产效率。
技术实现要素:
4.本发明的目的在于提供一种af颗粒膜料自动换料连续蒸发镀膜装置及方法,该发明生产的产品品质高,同时镀膜工艺简单方便,适用于大部分真空镀膜设备,以解决上述背景技术中提出的问题。
5.本发明第一方面提供了一种af颗粒膜料自动换料连续蒸发镀膜装置,包括:
6.底座、可拆卸膜料盒、送料杆、活动拔杆以及加热机构;
7.所述可拆卸膜料盒安装在所述底座的顶部;
8.所述底座的内部开设有送料槽,所述送料杆安装在所述送料槽内;
9.所述送料杆的一端设置容纳腔,所述活动拔杆设置在所述容纳腔的右侧且与所述送料杆连接;
10.所述加热机构设置在所述底座的下方。
11.可选的,所述可拆卸膜料盒的底部开设有出料口,所述出料口连通所述容纳腔。
12.可选的,所述活动拔杆包括固定杆和摆动杆,所述固定杆的一端活动连接所述摆动杆的一端。
13.可选的,所述送料槽的一侧开设有直槽,所述送料杆在所述送料槽内水平运动,所述摆动杆在所述直槽内水平运动。
14.可选的,所述底座上设置有卡槽,所述可拆卸膜盒安装在所述卡槽上。
15.可选的,所述可拆卸膜料盒包括膜盒底座、盖板、锁紧手拧以及定位销,所述膜盒底座和盖板分别设置在所述可拆卸膜料盒的前后两侧面,所述锁紧手拧和所述盖板连接,
所述定位销设置在所述可拆卸膜料盒的两端。
16.可选的,所述加热机构包括加热件和蒸发电极,所述加热件连接所述蒸发电极。
17.可选的,所述加热件的顶部表面开设有凹槽,所述凹槽的形状根据颗粒膜料的外形设置。
18.可选的,所述加热件的两侧壁环设有限位块,所述限位块采用陶瓷材料。
19.本发明第二方面提供了一种af颗粒膜料自动换料连续蒸发镀膜方法,所述方法应用于af颗粒膜料自动换料连续蒸发镀膜装置中,装置包括底座、可拆卸膜料盒、送料杆、活动拔杆以及加热机构;所述可拆卸膜料盒安装在所述底座的顶部;所述底座的内部开设有送料槽,所述送料杆安装在所述送料槽内;所述送料杆的一端设置容纳腔,所述活动拔杆设置在所述容纳腔的右侧且与所述送料杆连接;所述加热机构设置在所述底座的下方;所述方法包括:
20.s1:将所述可拆卸膜料盒安装在所述底座的卡槽上,所述可拆卸膜料盒内的颗粒膜料在重力作用下向下聚集;
21.s2:将所述加热机构通电,同时颗粒膜料于合适位置在重力作用下掉落一颗膜料到所述送料杆的容纳腔内;
22.s3:将所述送料杆向正向移动,同时带动所述活动拔杆向前移动,所述活动拔杆将位于所述加热机构上方的废膜料推离原位;
23.s4:当所述送料杆到达极限位置时,装有新膜料的容纳腔刚好达到所述加热机构的上方,新膜料掉落到所述加热机构的上方加热处;
24.s5:所述送料杆反向移动,所述活动拔杆摆动,避开新膜料位置后回摆实现复位;
25.s6:所述送料杆继续反向移动,所述容纳腔移动到所述可拆卸膜料盒下方的合适位置,新膜料掉落到所述容纳腔内,所述送料杆正向移动,再将所述新膜料送至加热蒸发。
26.通过上述技术方案可知,本发明具有以下有益效果:
27.(1)由于使用固体af颗粒膜料,能够始终保持高真空状态,得到性能最佳的镀膜效果,并且不会污染镀膜腔内其他真空元件。
28.(2)能配合带真空缓冲腔体的送料系统,可以实现长时间连续不中断的流水线作业。
29.(3)能够获得较好的膜层性能,同时自动换料连续蒸发的过程节约了反复抽高真空的时间,有效提升生产效率。
附图说明
30.图1为本发明中af颗粒膜料自动换料连续蒸发镀膜装置的一个结构示意图;
31.图2为本发明中af颗粒膜料自动换料连续蒸发镀膜装置的另一个结构示意图;
32.图3为本发明中af颗粒膜料自动换料连续蒸发镀膜装置的侧视图;
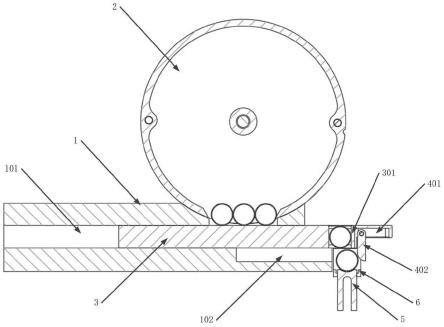
33.图4为本发明中af颗粒膜料自动换料连续蒸发镀膜方法中送料和出料过程的结构示意图;
34.图5为本发明中af颗粒膜料自动换料连续蒸发镀膜方法的流程示意图。
35.图中:1底座、2可拆卸膜料盒、3送料杆、4活动拔杆、5加热机构、6陶瓷限位块、101送料槽、102直槽、201膜盒底座、202膜盒盖板、203膜盒锁紧手拧、204膜盒定位销、301容纳
腔、401固定杆、402摆动杆。
具体实施方式
36.本技术实施例提供了一种af颗粒膜料自动换料连续蒸发镀膜装置及方法,用于提高颗粒膜料的镀膜生产效率。
37.下面将结合本技术实施例中的附图,对本技术中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
38.请参阅图1至图3,一种af颗粒膜料自动换料连续蒸发镀膜装置,包括底座1、可拆卸膜料盒2、送料杆3、活动拔杆4以及加热机构5,其中可拆卸膜料盒2安装在底座1的顶部,底座1的内部开设有送料槽101,送料杆3安装在送料槽101内,送料杆3的一端设置容纳腔301,活动拔杆4设置在容纳腔301的右侧且与送料杆3连接,加热机构5设置在底座1的下方,底座1安装在真空镀膜设备上,可拆卸膜料盒2用于预装颗粒膜料,送料杆3用于送料,活动拔杆4用于出料,加热机构5用于蒸发镀膜。本实施例中,af颗粒膜料是指铜质帽形容器,内部填装吸附膜料丝状固体,以颗粒为单位的镀af膜专用的膜料。铜质容器导热性能好,容易实现膜料各处受热均匀。
39.进一步的,可拆卸膜料盒2的底部开设有出料口,出料口连通容纳腔301,具体的,在送料杆3还没开始移动时,出料口下方正对着容纳腔301的上方开口,才能使得颗粒膜料从膜盒内掉落到容纳腔301内。在送料杆3移动时,出料口此时处于被封口的状态。容纳腔301和出料口的开口宽度与膜料的形状和大小吻合。
40.进一步的,活动拔杆4包括固定杆401和摆动杆402,固定杆401的一端活动连接摆动杆402的一端,固定杆104与摆动杆402可以通过螺纹连接,也可以通过铰接件连接,此处不做限定。且摆动杆402的摆动角度设置只允许特定的角度,例如设定摆动角度为90度。
41.进一步的,送料槽101的一侧开设有直槽102,送料槽101与直槽102不在同一水平线上,送料杆3和固定杆401在送料槽101内水平运动,摆动杆402在直槽102内水平运动;送料槽101的槽内宽度根据送料杆3的直径设定,直槽102的槽内宽度根据摆动杆402的宽度设定。活动拔杆4在正向移动时,摆动杆402在极限位置不能摆动,与固定杆401一起移动将废膜料推出;活动拔杆4在反向移动时,摆动杆402可以摆动,避开新膜料位置后回摆实现复位,使得装置可以在一次往复运动周期内实现af颗粒膜料的废膜料出料及新膜料装料功能。
42.进一步的,可拆卸膜料盒2包括膜盒底座201、盖板202、锁紧手拧203以及定位销204,膜盒底座201和盖板202设置在前后两侧面,锁紧手拧203和盖板202连接,定位销204设置在可拆卸膜料盒的两端;本实施例中的可拆卸膜料盒2可以提前将颗粒预装到膜料盒内,拆装方便,可快速更换膜料盒节约维保时间,并且可连续镀膜次数由膜料盒大小装载量决定。需要说明的书,安装膜料盒时,将膜料盒插到底座1上设置的特定卡槽上,这样使得膜料盒更稳固。其次,通过定位销201可以卡住膜料盒在一定的位置,防止晃动;通过膜盒锁紧部件202可以人工固定膜料盒;通过膜料盒底座203和盖板204的配合可以稳固膜料盒的表面。
43.进一步的,加热机构5包括加热件和蒸发电极,加热件连接蒸发电极,加热件采用
高熔点材料电阻,通过电流产生热量。加热件的顶部表面开设有凹槽,凹槽的形状根据颗粒膜料的外形设置,使得其表面加工成与颗粒膜料外形相吻合。加热件的两侧壁环设有陶瓷限位块6,凹槽形状的设置和陶瓷限位块6的设置可以实现让颗粒膜料稳定定位,并且有较大接触面,导热良好,可获得稳定的蒸发速率。
44.另外,本实施例中的连续蒸发镀膜装置,可以通过设置多个相同的镀膜装置,实现大面积均匀镀膜。同时在装置下方设置有容器,方便回收废膜料。
45.请参阅图4-5,图4中a为一颗膜料掉落到容纳腔内的结构示意图;b为活动拔杆将废膜料推出蒸发位置的结构示意图;c为新膜料落入蒸发位置的结构示意图;d为送料杆返回准备装填新膜料的结构示意图。
46.本实施例中,一种af颗粒膜料自动换料连续蒸发镀膜方法包括以下步骤:
47.s1:开始作业前将装置安装在真空镀膜设备上,将预装有af颗粒新膜料的可拆卸膜料盒2插到底座1的特定卡槽内,颗粒膜料在重力作用下向下聚集;
48.s2:连通连续蒸发镀膜用的加热件,尝试通电确定蒸发电路正常,准备镀膜,可拆卸膜料盒2中颗粒膜料在合适位置,在重力作用下掉落一颗膜料到送料杆3内的容纳腔301;
49.s3:运转装置时送料杆3在外力作用下正向移动,活动拔杆4中的固定杆401与送料杆3在送料槽101内移动,摆动杆402在直槽102壁限制下同时向前移动,且摆动杆402将位于加热件上方的废膜料推离原位,并向下掉落到下方收集废膜料的容器中;
50.s4:当送料杆3到达极限位置时,装有新膜料的容纳腔301刚好达到加热件上方,新膜料掉落,在陶瓷限位块6约束下,落到加热件上方与膜料形状吻合的表面凹槽上;
51.s5:送料杆3反向移动,摆动杆402摆动,避开新膜料位置后回摆实现复位;
52.s6:送料杆3继续反向移动,填装膜料的容纳腔301移动到膜料盒出料口正下方,新膜料掉落到容纳腔301内,完成新膜料填装动作,送料杆3正向移动,准备下一个自动换料循环。
53.需要说明的是,对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本技术。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本技术的范围的情况下,在其它实施例中实现。因此,本技术不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。