1.本技术涉及增材制造技术领域,特别涉及一种激光烧结扫描方法、装置、设备及计算机可读存储介质。
背景技术:
2.选区激光烧结技术是一种基于数字化技术、激光技术、“离散-堆积”成形原理的增材制造技术,常用于非金属材料的快速制造及原型开发。目前,选区激光烧结设备多采用层面均匀激光扫描策略或棋盘格等激光扫描策略。
3.采用均匀扫描策略时,截面轮廓内部不分区,单条激光扫描线的起始点和结束点在截面轮廓线上,激光扫描线的长度随截面轮廓线的变化而变化,受激光开启、稳定、关闭过程中功率波动的影响,长激光扫描线在长度方向上的能量波动尤为明显,造成材料烧结不均匀情况的发生;此外,等间距的激光扫描路径,间距过小则激光能量密度高,高激光能量密度单方向连续扫描下会造成层面翘曲变形、轮廓粘粉问题;间距过大则激光能量密度低,低激光能量密度扫描下的制件初始强度低、热固化变形坍塌问题。
4.因此,本技术提供了一种激光烧结扫描方法,用来解决现有技术中层面翘曲变形、轮廓粘粉、产品初始强度低、热固化变形坍塌等制造问题。
技术实现要素:
5.本技术的目的是提供一种激光烧结扫描方法、装置、设备及计算机可读存储介质,从而提高选区激光烧结技术对精细复杂结构热塑性材料制件的制造能力。
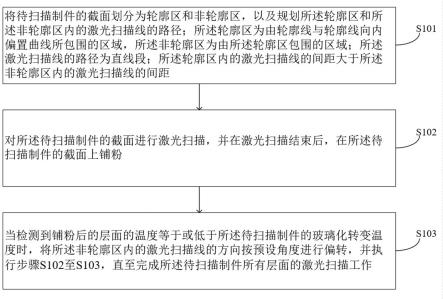
6.为实现上述目的,本技术提供了一种激光烧结扫描方法,包括:s101:将待扫描制件的截面划分为轮廓区和非轮廓区,以及规划所述轮廓区和所述非轮廓区内的激光扫描线的路径;所述轮廓区为由轮廓线与轮廓线向内偏置曲线所包围的区域,所述非轮廓区为由所述轮廓区包围的区域;所述激光扫描线的路径为直线段;所述轮廓区内的激光扫描线的间距大于所述非轮廓区内的激光扫描线的间距;s102:对所述待扫描制件的截面进行激光扫描,并在激光扫描结束后,在所述待扫描制件的截面上铺粉;s103:当检测到铺粉后的层面的温度等于或低于所述待扫描制件的玻璃化转变温度时,将所述非轮廓区内的激光扫描线的方向按预设角度进行偏转,并执行步骤s102至s103,直至完成所述待扫描制件所有层面的激光扫描工作。
7.可选的,所述激光扫描线的方向为沿所述激光扫描线的路径的方向,所述轮廓区内的激光扫描的方向与所述非轮廓区内的激光扫描的方向不同,同一分区内的所述激光扫描线的方向相同。
8.可选的,将所述非轮廓区内的激光扫描线的方向按预设角度进行偏转,包括:将所述非轮廓区内的激光扫描线的方向按预设角度进行偏转,所述预设角度的分位数选择为360
°
的整除数。
9.可选的,所述非轮廓区划分为第一条带区和第二条带区,所述第一条带区和所述第二条带区为由轮廓线向内偏置曲线与平行直线为边界所形成的交替排布的区域。
10.可选的,所述轮廓区内的激光扫描线的间距大于所述第一条带区内的激光扫描线的间距;所述第二条带区域内的激光扫描线的间距大于所述轮廓区内的激光扫描线的间距。
11.可选的,所述激光扫描线的路径的起始点和终结点始终在所属分区的边界线上;所述第一条带区和所述第二条带区内的激光扫描线的路径与条带的长边相交。
12.可选的,所述轮廓区内的激光扫描线的间距为激光光斑直径的1至1.25倍之间固定值,所述第一条带区内的激光扫描线的间距为激光光斑直径的0.5至1倍之间固定值,所述第二条带区内的激光扫描线的间距为激光光斑直径的1至1.5倍之间固定值。
13.为实现上述目的,本技术还提供了一种激光烧结扫描装置,包括:激光扫描线设置模块,用于将待扫描制件的截面划分为轮廓区和非轮廓区,以及规划所述轮廓区和所述非轮廓区内的激光扫描线的路径;所述轮廓区为由轮廓线与轮廓线向内偏置曲线所包围的区域,所述非轮廓区为由所述轮廓区包围的区域;所述激光扫描线的路径为直线段;所述轮廓区内的激光扫描线的间距大于所述非轮廓区内的激光扫描线的间距;第一铺粉模块,对所述待扫描制件的截面进行激光扫描,并在激光扫描结束后,在所述待扫描制件的截面上铺粉;第二铺粉模块,用于当检测到铺粉后的层面的温度等于或低于所述待扫描制件的玻璃化转变温度时,将所述非轮廓区内的激光扫描线的方向按预设角度进行偏转,并执行第一铺粉模块至第二铺粉模块,直至完成所述待扫描制件所有层面的激光扫描工作。
14.为实现上述目的,本技术还提供了一种激光烧结扫描设备,包括:存储器,用于存储计算机程序;处理器,用于执行所述计算机程序时实现如上述所述的激光烧结扫描方法的步骤。
15.为实现上述目的,本技术还提供了一种计算机可读存储介质,所述计算机可读存储介质上存储有计算机程序,所述计算机程序被处理器执行时实现如上述所述的激光烧结扫描方法的步骤。
16.本技术提供的一种激光烧结扫描方法,包括:s101:将待扫描制件的截面划分为轮廓区和非轮廓区,以及规划所述轮廓区和所述非轮廓区内的激光扫描线的路径;所述轮廓区为由轮廓线与轮廓线向内偏置曲线所包围的区域,所述非轮廓区为由所述轮廓区包围的区域;所述激光扫描线的路径为直线段;所述轮廓区内的激光扫描线的间距大于所述非轮廓区内的激光扫描线的间距;s102:对所述待扫描制件的截面进行激光扫描,并在激光扫描结束后,在所述待扫描制件的截面上铺粉;s103:当检测到铺粉后的层面的温度等于或低于所述待扫描制件的玻璃化转变温度时,将所述非轮廓区内的激光扫描线的方向按预设角度进行偏转,并执行步骤s102至s103,直至完成所述待扫描制件所有层面的激光扫描工作。
17.显然,本技术包括对待制造产品的层面分区方法、激光扫描方向及间距的规划、扫描层面温度的控制等步骤,通过对待制造产品的三维图样进行面片编辑,实现轮廓表层、内部区域的规律性分区,通过调整激光在各分区的扫描方向且面层间扫描方向规律性偏转及
间距控制热固化能量的输入并弱化层间烧结变形,然后测量激光烧结前后的层面温度,控制激光的合理开启时间,解决了层面翘曲变形、轮廓粘粉、产品初始强度低、热固化变形坍塌等制造问题,提高了选区激光烧结技术对精细复杂结构热塑性材料制件的制造能力。本技术还提供一种激光烧结扫描装置、设备及计算机可读存储介质,具有上述有益效果。
附图说明
18.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
19.图1为本技术实施例提供的一种激光烧结扫描方法的流程图;图2为本技术实施例提供的一种激光烧结扫描方法中激光扫描线的示意图;图3为本技术实施例提供的一种激光烧结扫描装置的结构框图。
具体实施方式
20.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本技术保护的范围。
21.激光扫描策略包括层面内激光填充的区域识别、激光扫描的路径方向及层间激光扫描的规律性偏转设置等关键信息组成,对制件成形的强度、表面轮廓清晰度、尺寸精度等质量指标有决定性影响。
22.酚醛、聚醚醚酮等热塑性材料及其覆膜粉末材料的用途广泛,适合于采取先增材成形初坯制件,再热固化的方式快速制造。在热塑性材料增材成形过程中,激光照射至层面产生的热量通过热传导方式向层内传递,层面至层内形成逐渐降低的温度梯度,层内温度低于热塑性材料玻璃化转变温度时的层内结合力较低,对于包含薄壁、悬垂结构的制件,在后工序热固化及受外力作用时容易开裂、变形和坍塌。
23.目前,选区激光烧结设备多采用层面均匀激光扫描策略或棋盘格等激光扫描策略。采用均匀扫描策略时,会造成材料烧结不均匀情况的发生;此外,等间距的激光扫描路径,间距过大无法实现材料的有效烧结,间距过小则激光能量密度过大,会造成层面过烧碳化而降低层面强度,且低间距造成的高密度热量积聚造成的应力累积使层面翘曲变形。棋盘格等激光扫描策略的参数设置复杂、激光跨条繁多、数据量大等问题制约了它的有效应用。因此,开发简便宜操作,增材力学性能匹配良好的激光扫描策略具有工业实际应用价值。
24.因此,本技术了提供一种激光烧结扫描方法,通过解决层面翘曲变形、轮廓粘粉、产品初始强度低、热固化变形坍塌等制造问题,从而提高选区激光烧结技术对精细复杂结构热塑性材料制件的制造能力。请参考图1,图1为本技术实施例提供的一种激光烧结扫描方法的流程图,该方法可以包括:s101:将待扫描制件的截面划分为轮廓区和非轮廓区,以及规划所述轮廓区和所
述非轮廓区内的激光扫描线的路径;所述轮廓区为由轮廓线与轮廓线向内偏置曲线所包围的区域,所述非轮廓区为由所述轮廓区包围的区域;所述激光扫描线的路径为直线段;所述轮廓区内的激光扫描线的间距大于所述非轮廓区内的激光扫描线的间距。
25.需要说明的是,增材过程中设置了轮廓区,且轮廓区内的激光扫描线间距大于与非轮廓区内的激光扫描线的间距,即轮廓区激光能量密度小于非轮廓区激光能量密度,较小的激光能量密度能够克服制件的表面粘粉情况。通过调整各分区内的激光扫描线的间距,可以弱化高激光能量密度连续扫描下的层面翘曲变形、轮廓粘粉问题,低激光能量密度扫描下的制件初始强度低、热固化变形坍塌问题。进一步的,为了通过抵消热应力从而弱化层面翘曲变形的问题,本实施例中轮廓区与非轮廓区内的激光扫描线的方向可以设置为激光扫描线的方向为沿激光扫描线的路径的方向,轮廓区内的激光扫描的方向与非轮廓区内的激光扫描的方向不同,同一分区内的激光扫描线的方向相同。
26.进一步的,由于当采用的激光扫描线为短线时,能够避免长线扫描时的激光功率波动性大问题,使各分区的激光能量更为均匀,因此本实施例中非轮廓区可以划分为第一条带区和第二条带区,第一条带区和第二条带区为由轮廓线向内偏置曲线与平行直线为边界所形成的交替排布的区域。进一步的,本实例激光扫描线的路径可以规划为:激光扫描线的路径的起始点和终结点始终在所属分区的边界线上;第一条带区和所述第二条带区内的激光扫描线的路径与条带的长边相交。本实施例并不限定各个分区的具体宽度,可以根据实际情况决定各个分区的具体宽度,例如各个分区的具体宽度可以设置为:第一条带区与第二条带区的宽度可以不同,用于低间距激光扫描的第一条带区宽度应小于等于第二条带区的宽度,轮廓区的宽度设置为第一条带区宽度的0.8至1.2倍之间固定值。需要说明的是,轮廓区、第一条带区、第二条带区彼此相邻,不设置分区间隔间隙。
27.进一步的,由于间距大则激光能量密度小,间距小则激光能量密度大,面层内高功率密度与低功率密度分区的交替存在,可以有效减少的热输入,避免制件体的热累积及材料过热烧蚀,克服制件的表面粘粉情况,因此本实施例中不同分区的间距可以设置为:轮廓区内的激光扫描线的间距大于第一条带区内的激光扫描线的间距;第二条带区域内的激光扫描线的间距大于轮廓区内的激光扫描线的间距。本实施例并不限定各个分区的激光扫描线间距的具体数值,可以根据实际情况决定激光扫描线间距的具体数值,例如各个分区的激光扫描线间距可以设置为:轮廓区内的激光扫描线的间距为激光光斑直径的1至1.25倍之间固定值,第一条带区内的激光扫描线的间距为激光光斑直径的0.5至1倍之间固定值,第二条带区内的激光扫描线的间距为激光光斑直径的1至1.5倍之间固定值。需要说明的是,本实施例中面层内高功率密度与低功率密度分区的交替存在并且面层间激光扫描方向规律性偏转,可以使制件基体形成连续分布的高固化网络结构,保证了制件初始强度高,克服了热固化变形坍塌问题,同时,由于本实施例使制件具有高强度、不粘粉的特性,决定了制件可设计为中空、镂空、薄壁等形式,有效降低了原材料消耗量,并实现轻量化。
28.s102:对所述待扫描制件的截面进行激光扫描,并在激光扫描结束后,在所述待扫描制件的截面上铺粉。
29.本实施例在按照s101步骤对激光扫描线进行设置后,对待扫描制件的截面进行激光扫描,并在激光扫描结束后,在待扫描制件的截面上铺粉。激光扫描过程中,激光功率保持不变,本实施例并不限定激光功率的具体数值,可以根据材料玻璃化转变温度的不同选
择合理的激光功率,常见材料的激光功率设置为40w-100w之间固定值。需要说明的是,各区域分布及其中激光扫描线均为直线,且规律性变化,激光功率为固定值,便于增材设备的机器参数设置。
30.s103:当检测到铺粉后的层面的温度等于或低于所述待扫描制件的玻璃化转变温度时,将所述非轮廓区内的激光扫描线的方向按预设角度进行偏转,并执行步骤s102至s103,直至完成所述待扫描制件所有层面的激光扫描工作。
31.需要说明的是,本实施中的材料是热塑性的材料。其特质是,当受热时,材料先软化(软化温度),继续加热升温,材料将达到固化点(玻璃化转变温度)。材料在达到软化温度点至玻璃化转化温度点之间时,这段温度区间内,进行“降温-升温”循环的话,材料仍具备重复多次软化的能力;但是,一旦当温度达到固化点(玻璃化转变温度),材料就会完全固化,再降温也是保持固化状态。因此,对设备激光光路系统开启的控制阈值是材料的玻璃化转变温度。本实施例并不限定玻璃化转变温度的具体数值,可以根据待扫描制件所需材料决定相应的玻璃化转变温度的具体数值。本实施例并不限定检测铺粉后的层面的温度的具体装置,只要该装置能够检测温度即可,例如可以是红外测温装置。
32.需要说明的是,面层间激光扫描方向规律性偏转,可以弱化甚至避免了制件体因单向的激光能量冲击和受热产生翘曲变形。本实施例并不限定预设角度的具体数值,可以根据实际情况决定预设角度的具体数值,例如预设角度的分位数可以选择为360
°
的整除数。
33.基于上述实施例,本技术包括对待制造产品的层面分区方法、激光扫描方向及间距的规划、扫描层面温度的控制等步骤,通过对待制造产品的三维图样进行面片编辑,实现轮廓表层、内部区域的规律性分区,通过调整激光在各分区的扫描方向且面层间扫描方向规律性偏转及间距控制热固化能量的输入并弱化层间烧结变形,然后测量激光烧结前后的层面温度,控制激光的合理开启时间,解决了层面翘曲变形、轮廓粘粉、产品初始强度低、热固化变形坍塌等制造问题,提高了选区激光烧结技术对精细复杂结构热塑性材料制件的制造能力。
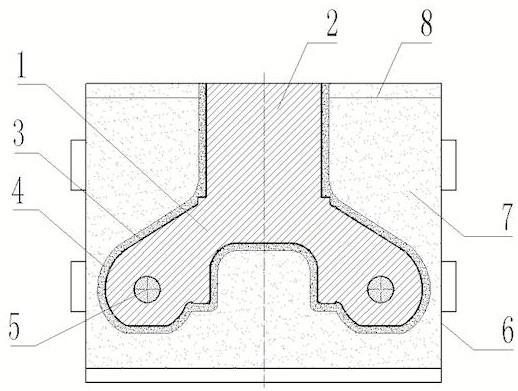
34.下面结合具体的实例说明上述激光烧结扫描过程,请参考图2,图2为本技术实施例提供的一种激光烧结扫描方法中激光扫描线的示意图,该过程具体如下:1、根据目标制件的截面信息,识别出激光扫描的区域,将区域划分为由轮廓线与轮廓线向内偏置曲线所包围的轮廓区a,由轮廓线向内偏置曲线与规律性间隔且平行直线为边界所形成的条带区b、条带区c。
35.其中,条带区b宽度小于等于条带区c的宽度,轮廓区a的宽度设置为条带区b宽度的0.8至1.2倍之间固定值。
36.2、规划激光扫描的路径,激光扫描路径为短程直线段,每条激光扫描线的起始点和终结点始终在所属分区的边界曲线上,同一分区内的所有激光扫描线等间距平行,在轮廓区a、条带区b、条带区c内采取不同方向的激光扫描线段。
37.其中,条带区b、条带区c中的激光扫描路径与条带的长边相交。
38.3、设置激光扫描线的间距,轮廓区a中激光扫描线间距设置为激光光斑直径的1至1.25倍之间固定值,条带区b的激光扫描线间距设置为激光光斑直径的0.5至1倍之间固定值,条带区c的激光扫描线间距设置为激光光斑直径的1至1.5倍之间固定值。
39.4、设置激光扫描线的方向,轮廓区a、条带区b、条带区c内的激光扫描方向保持同方向,条带区b与条带区c的激光扫描方向沿扫描线路径设置,轮廓区a的激光扫描方向角度不等于条带区b及条带区的激光扫描方向。
40.条带区b与条带区c的激光扫描方向为夹角大于等于90
°
小于180
°
之间的固定值。
41.5、按照步骤1至4的设置,执行对截面的激光扫描,然后按照设定层厚铺粉,准备下一层截面的激光扫描。
42.激光扫描过程中,激光功率保持不变,材料的激光功率可以设置为40w-100w之间固定值。
43.6、利用红外测温仪对已铺粉的层面温度信息进行采集,用于控制设备激光光路系统的等待或开启:当铺粉后层面的温度高于材料的玻璃化转变温度时,激光光路等待,层面温度等于或低于材料的玻璃化转变温度时,激光光路系统启动扫描。
44.7、规定并预设置上下相邻层面的条带区b、条带区c、激光扫描方向呈现规律性的角度偏转,轮廓区a、条带区b、条带区c的宽度和各分区内激光扫描线的间距恒定,对本层面执行激光扫描;其中,层面与层面之间采用等角度递加偏转的激光扫描,角度分位数一般选择为360
°
的整除数;每一层面中,条带区b、条带区c内的激光扫描路径与条带边界的夹角保持不变。
45.8、持续重复步骤5至7的动作,直至完成整个制件所有层面的激光扫描工作。
46.下面对本技术实施例提供的一种激光烧结扫描装置、设备及计算机可读存储介质进行介绍,下文描述的激光烧结扫描装置、设备及计算机可读存储介质与上文描述的激光烧结扫描方法可相互对应参照。
47.请参考图3,图3为本技术实施例提供的一种激光烧结扫描装置的结构框图,该装置可以包括:激光扫描线设置模块100,用于将待扫描制件的截面划分为轮廓区和非轮廓区,以及规划所述轮廓区和所述非轮廓区内的激光扫描线的路径;所述轮廓区为由轮廓线与轮廓线向内偏置曲线所包围的区域,所述非轮廓区为由所述轮廓区包围的区域;所述激光扫描线的路径为直线段;所述轮廓区内的激光扫描线的间距大于所述非轮廓区内的激光扫描线的间距;第一铺粉模块200,对所述待扫描制件的截面进行激光扫描,并在激光扫描结束后,在所述待扫描制件的截面上铺粉;第二铺粉模块300,用于当检测到铺粉后的层面的温度等于或低于所述待扫描制件的玻璃化转变温度时,将所述非轮廓区内的激光扫描线的方向按预设角度进行偏转,并执行第一铺粉模块100至第二铺粉模块200,直至完成所述待扫描制件所有层面的激光扫描工作。
48.基于上述实施例,本技术包括对待制造产品的层面分区方法、激光扫描方向及间距的规划、扫描层面温度的控制等步骤,通过对待制造产品的三维图样进行面片编辑,实现轮廓表层、内部区域的规律性分区,通过调整激光在各分区的扫描方向且面层间扫描方向规律性偏转及间距控制热固化能量的输入并弱化层间烧结变形,然后测量激光烧结前后的层面温度,控制激光的合理开启时间,解决了层面翘曲变形、轮廓粘粉、产品初始强度低、热
固化变形坍塌等制造问题,提高了选区激光烧结技术对精细复杂结构热塑性材料制件的制造能力。
49.基于上述实施例,所述激光扫描线设置模块100,具体用于所述激光扫描线的方向为沿所述激光扫描线的路径的方向,所述轮廓区内的激光扫描的方向与所述非轮廓区内的激光扫描的方向不同,同一分区内的所述激光扫描线的方向相同。
50.基于上述各实施例,所述第二铺粉模块300,具体用于将所述非轮廓区内的激光扫描线的方向按预设角度进行偏转,所述预设角度的分位数选择为360
°
的整除数。
51.基于上述各实施例,所述激光扫描线设置模块100,具体用于所述非轮廓区划分为第一条带区和第二条带区,所述第一条带区和所述第二条带区为由轮廓线向内偏置曲线与平行直线为边界所形成的交替排布的区域。
52.基于上述各实施例,所述激光扫描线设置模块100,具体用于所述轮廓区内的激光扫描线的间距大于所述第一条带区内的激光扫描线的间距;所述第二条带区域内的激光扫描线的间距大于所述轮廓区内的激光扫描线的间距。
53.基于上述各实施例,所述激光扫描线设置模块100,具体用于所述激光扫描线的路径的起始点和终结点始终在所属分区的边界线上;所述第一条带区和所述第二条带区内的激光扫描线的路径与条带的长边相交。
54.基于上述各实施例,所述激光扫描线设置模块100,具体用于所述轮廓区内的激光扫描线的间距为激光光斑直径的1至1.25倍之间固定值,所述第一条带区内的激光扫描线的间距为激光光斑直径的0.5至1倍之间固定值,所述第二条带区内的激光扫描线的间距为激光光斑直径的1至1.5倍之间固定值。
55.基于上述实施例,本技术还提供了一种激光烧结扫描设备,包括:存储器和处理器,其中,存储器,用于存储计算机程序;处理器,用于执行计算机程序时实现上述各实施例所述的激光烧结扫描方法的步骤。当然,该激光烧结扫描设备还可以包括各种必要的网络接口、电源以及其它零部件等。
56.本技术还提供了一种计算机可读存储介质,计算机可读存储介质上存储有计算机程序,计算机程序被处理器执行时实现上述各实施例所述的激光烧结扫描方法的步骤。该存储介质可以包括:u盘、移动硬盘、只读存储器(read-only memory ,rom)、随机存取存储器(random access memory ,ram)、磁碟或者光盘等各种可以存储程序代码的介质。
57.本文中应用了具体个例对本技术的原理及实施方式进行了阐述,且各个实施例间为递进关系,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的装置而言,可参见对应的方法部分说明。以上实施例的说明只是用于帮助理解本技术的方法及其核心思想。对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以对本技术进行若干改进和修饰,这些改进和修饰也落入本技术权利要求的保护范围内。
58.还需要说明的是,在本说明书中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其它变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其它要素,或者是还包括为这种过程、方法、物品或者
设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括要素的过程、方法、物品或者设备中还存在另外的相同要素。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。