1.本发明涉及磨具先进制造技术领域,特别是涉及一种磨粒有序排布砂轮的激光钎焊制备装置。
背景技术:
2.磨削是机械加工材料去除获取高质量表面的一种重要方式,随着制造业发展对机械零件加工精度等要求的日益提高,伴随着难加工材料在陆海空天关键装备核心零部件上的应用日益广泛,磨削加工在零件高效高精加工中的地位越来越突出,对磨削工具及其制备技术提出了更高的要求,尤其是在复杂曲面、窄深槽、硬脆性材料缓进给加工等场合,对磨削工具及其制备技术提出了更高的要求。
3.砂轮是磨削加工常用刀具,传统砂轮主要是依靠结合剂(树脂、橡胶、陶瓷、金属等)将磨粒固结成型或经压制烧结制备,通过选择不同性能的磨粒和结合剂组合,以达到砂轮必需的强度和所需的形状。然而,传统砂轮制备方法决定了磨粒在结合剂中的分布具有随机性,磨粒分布的均匀性难以保证,磨粒团聚和随机分散造成磨削热损伤增大、磨屑堆积堵塞严重等问题,势必对砂轮的使用寿命和工件表面完整性产生较大影响。因此,磨粒有序排布砂轮的制备成为磨具技术领域的一大热点。
4.磨粒有序排布电镀砂轮是在普通环境下,将磨粒利用电镀工艺粘结到基体表面特定位置制成一定尺寸大小和形状的砂轮。高航等提出了磨粒群三维可控排布电镀砂轮的制备思路及方法(专利号200710010921.6),主要借助掩膜板实现磨粒的有序排布;毛聪等提供了一种有序结构电镀砂轮的制造方法(专利号201410730871.9),主要采用纳秒激光烧蚀基体后填充环氧树脂,在砂轮基体上其余表面电镀磨粒,形成呈螺旋规律间隔排布的磨粒层;冯俊元等提供了一种超细磨粒簇有序排布的电镀砂轮及其制备方法(专利号202110299919.5),主要在砂轮基体表面涂镀绝缘层后利用激光加工均匀排布的微孔,随后利用电镀技术在微孔中形成磨粒簇的有序排布。以上方法没有改变电镀砂轮磨粒与结合剂间机械镶嵌的结合,镀层结合剂对磨粒的把持力仍然有限,砂轮使用寿命低,无法适应难加工材料高速磨削场合。
5.随着先进制造技术的不断发展,磨粒有序排布砂轮制备新方法不断出现。丁文锋等提出了使用纤维状磨粒实现陶瓷结合剂cbn磨粒三维有序排布方法(专利号201210203443.1)及实现磨粒与气孔在多层超硬磨料砂轮内部三维协同排布的方法及装置(专利号201310321169.2);朱建辉等提供了一种基于激光修整的磨粒有序化排布砂轮制造装置及方法(专利号201910970929.x),通过装置设计使射向常规砂轮的激光光束按照复合滤光条的图案对砂轮周面进行激光烧蚀,形成砂轮表面磨粒簇(即宏观结构)有序排布。以上方法实现的有序排布是砂轮表面的宏观结构化,微观结构(即单颗磨粒)上单颗磨粒分布仍不规则;黄辉等提出了一种磨粒三维可控排布磨具的制备装置及其方法(专利号201610365293.2),借助设有规则排布锥孔并连通真空泵的排布盘,将磨粒吸附到锥孔中实现磨粒的单层有序排列,通过树脂逐层固化方法达到要求的砂轮厚度,在此方法中,磨粒对
排布盘的依赖性很强,即每种粒径砂轮需要一种对应孔径的排布盘,且主要适用于端面砂轮的制备,普适性较弱,磨粒分布精度也取决于排布盘的精密加工。
6.基于上述分析可知,当前磨粒有序排布砂轮制备主要包括两种方法:一是借助预制模板实现磨粒的有序排布,或是在基体上预制有序排布涂镀表面,其本质上是预制模板法的拓展延伸。预制模板法工艺复杂,模板的加工误差将直接复映到砂轮磨粒分布上,导致磨粒有序排布参数将发生改变;二是直接制备法,但目前直接制备过程中仅能实现磨粒簇的宏观有序分布,单颗磨粒依然无序。因此,这两种方法制备的磨粒有序排布砂轮属于结构化砂轮范畴,还未能实现单颗磨粒的有序可控排布。
技术实现要素:
7.本发明的目的是提供一种磨粒有序排布砂轮的激光钎焊制备装置,解决了现有技术中磨粒簇团聚或磨粒仅宏观有序的问题,可实现砂轮表面单层或多层磨粒的有序排布,减少磨削烧伤,提高砂轮使用寿命。
8.为实现上述目的,本发明提供了如下方案:本发明提供了一种磨粒有序排布砂轮的激光钎焊制备装置,包括机架以及设置在所述机架上的砂轮基体运动机构、送丝机构、均布机构、激光钎焊机构,砂轮基体设置在所述砂轮基体运动机构上,所述送丝机构用于牵引钎料焊丝,所述均布机构设置在钎料焊丝的上方,所述均布机构用于将磨粒等间距粘结在钎料焊丝上,随着所述砂轮基体运动机构带动砂轮基体运动,钎料焊丝缠绕在砂轮基体上,并由所述激光钎焊机构熔化钎料焊丝将磨粒钎焊到砂轮基体上。
9.优选地,所述砂轮基体运动机构包括第一驱动结构和主动轴,所述第一驱动结构驱动所述主动轴转动,砂轮基体套设在所述主动轴上。
10.优选地,所述送丝机构包括焊丝盘、第二驱动结构和两个滚轮,所述焊丝盘上缠绕有钎料焊丝,所述第二驱动结构驱动两个所述滚轮反向转动,使得钎料焊丝由所述焊丝盘牵引至砂轮基体上。
11.优选地,所述均布机构包括磨粒均布组件和粘结剂均布组件,所述磨粒均布组件的磨粒储料箱用于储存磨粒,所述粘结剂均布组件的粘结剂储料箱用于储存粘结剂,所述磨粒均布组件的出料口靠近所述滚轮设置,所述粘结剂均布组件的出料口靠近所述焊丝盘设置,且所述磨粒均布组件的出料口和所述粘结剂均布组件的出料口均位于钎料焊丝的上方。
12.优选地,所述磨粒均布组件还包括气泵和落砂锥头,所述磨粒储料箱与所述气泵连接,所述落砂锥头的上端与所述磨粒储料箱的下端连接,所述落砂锥头的上端设置有筛网,所述落砂锥头的下端为所述磨粒均布组件的出料口。
13.优选地,所述磨粒均布组件的出料口的尺寸为所述筛网的孔径的1.5倍。
14.优选地,所述粘结剂均布组件还包括粘结剂滴头、均布盘和第三驱动结构,所述粘结剂滴头位于所述粘结剂储料箱的下端,且所述粘结剂滴头与所述粘结剂储料箱连通,所述粘结剂滴头的出口为所述粘结剂均布组件的出料口,所述均布盘位于所述粘结剂滴头的下方,所述均布盘上设置有均布孔,所述第三驱动结构驱动所述均布盘转动,当所述均布孔与所述粘结剂滴头位置对应时,所述粘结剂储料箱中的粘结剂通过所述均布孔落在钎料焊
丝上。
15.优选地,所述粘结剂均布组件还包括转轴和液泵,所述第三驱动结构通过传动带驱动所述转轴转动,所述转轴为空心结构,所述转轴的上端与所述粘结剂储料箱连通,所述均布盘为锥型盘,所述转轴的下端与所述均布盘的中心连接,所述转轴的侧壁设置有回流孔,所述回流孔靠近所述均布盘,所述液泵与所述转轴连通,所述液泵用于将经所述回流孔进入所述转轴的粘结剂输送至所述粘结剂储料箱。
16.优选地,所述激光钎焊机构的焊枪位于钎料焊丝的上方,且所述激光钎焊机构的焊枪用于对钎料焊丝与砂轮基体相切的位置进行焊接。
17.优选地,还包括工作台,所述工作台设置在所述机架上,所述砂轮基体运动机构和所述焊丝盘均设置在所述工作台上,所述工作台上设置有移动机构,所述移动机构能够带动所述第二驱动结构、两个所述滚轮、所述均布机构和所述激光钎焊机构实现上下和前后的运动。
18.本发明相对于现有技术取得了以下技术效果:本发明的砂轮基体运动机构用于实现砂轮基体不同速率的周向旋转,均布机构用于实现磨粒在钎料焊丝上的单颗等距分布,送丝机构用于牵引钎料焊丝到达激光焊点位置并在砂轮基体上密排分布,激光钎焊机构用于调整激光光斑位置处于钎料焊丝与砂轮基体接触位置并实施钎焊形成钎焊磨粒有序排布砂轮,于单层钎焊磨粒有序排布砂轮上重复形成磨粒有序排布钎焊层,即可得到多层钎焊磨粒三维有序可控排布砂轮,有效解决了现有技术中磨粒簇团聚或磨粒仅宏观有序的问题,可实现砂轮表面单层或多层磨粒的有序排布,减少磨削烧伤,提高砂轮使用寿命。
附图说明
19.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
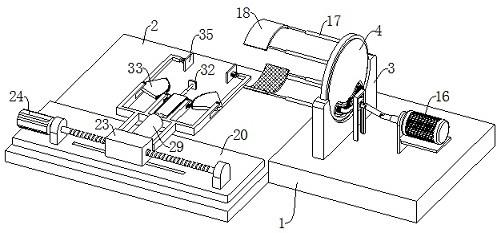
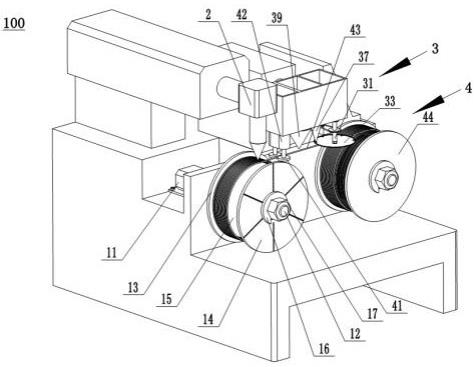
20.图1是本发明的磨粒有序排布砂轮的激光钎焊制备装置整体结构示意图一;图2是本发明的磨粒有序排布砂轮的激光钎焊制备装置整体结构示意图二;图3是图2的局部放大图;图4是本发明的磨粒有序排布砂轮的激光钎焊制备装置整体结构俯视示意图;图5是本发明的落砂锥头结构图;图6是采用本发明的磨粒有序排布砂轮的激光钎焊制备装置形成的磨粒有序排布砂轮结构示意图以及局部放大图。
21.其中:100-磨粒有序排布砂轮的激光钎焊制备装置,1、砂轮基体运动机构;11、第一驱动结构;12、主动轴;13、后夹盘;14、前夹盘;15、砂轮基体;16、快速拆装垫片;17、紧固螺母;2、激光钎焊机构;3、均布机构;31、转轴;32、回流孔;33、均布盘;34、均布孔;35、传动带;36、第三驱动结构;37、粘结剂滴头;38、液泵;39、落砂锥头;310、气管接头;311、气管;312、气泵;313、筛网;314、磨粒均布组件的出料口;4、送丝机构;41、滚轮;42、张紧机构;43、钎料焊丝;44、焊丝盘;45、第二驱动结构;5、控制系统;6、磨粒有序排布砂轮;61、钎焊层;
62、磨粒。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.本发明的目的是提供一种磨粒有序排布砂轮的激光钎焊制备装置,解决了现有技术中磨粒簇团聚或磨粒仅宏观有序的问题,可实现砂轮表面单层或多层磨粒的有序排布,减少磨削烧伤,提高砂轮使用寿命。
24.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
25.如图1-图5所示:本实施例提供了一种磨粒有序排布砂轮的激光钎焊制备装置100,包括机架以及设置在机架上的砂轮基体运动机构1、送丝机构4、均布机构3、激光钎焊机构2,砂轮基体15设置在砂轮基体运动机构1上,送丝机构4用于牵引钎料焊丝43,随着砂轮基体运动机构1的运动,钎料焊丝43密排在砂轮基体15上,均布机构3设置在钎料焊丝43的上方,均布机构3用于将磨粒62等间距粘结在钎料焊丝43上,随着砂轮基体运动机构1带动砂轮基体15运动,钎料焊丝43缠绕在砂轮基体15上,并由激光钎焊机构2熔化钎料焊丝43将磨粒62钎焊到砂轮基体15上,以形成磨粒62有序排布的砂轮。
26.具体地,本实施例中,砂轮基体15具有回转面,回转面为柱面或异形回转曲面,相应地,采用本实施例的磨粒有序排布砂轮的激光钎焊制备装置100能够制备常规柱面砂轮和复杂成型砂轮。
27.本实施例中,砂轮基体运动机构1包括第一驱动结构11、主动轴12、前夹盘14和后夹盘13,第一驱动结构11优选为电机,第一驱动结构11驱动主动轴12转动,后夹盘13、砂轮基体15和前夹盘14依次套设在主动轴12上,并且后夹盘13、砂轮基体15、前夹盘14和主动轴12同轴设置,主动轴12的末端设置有螺纹,前夹盘14通过快速拆装垫片16和紧固螺母17安装在主动轴12的末端,前夹盘14和后夹盘13共同实现砂轮基体15的固定,第一驱动结构11带动砂轮基体15实现不同速率的周向旋转,焊丝盘44和砂轮基体15前后移动使得钎料焊丝43在砂轮基体15上轴向密排。
28.本实施例中,送丝机构4包括焊丝盘44、第二驱动结构45、张紧机构42和两个滚轮41,第二驱动结构45优选为电机焊丝盘44上缠绕有钎料焊丝43,钎料焊丝43的一端从焊丝盘44上拉出经过两个滚轮41中间,两个滚轮41在张紧机构42作用下夹紧钎料焊丝43,钎料焊丝43的一端穿入前夹盘14端面的小孔中固定,第二驱动结构45驱动两个滚轮41反向转动,使得钎料焊丝43由焊丝盘44牵引至砂轮基体15上。
29.本实施例中,均布机构3包括磨粒均布组件和粘结剂均布组件,磨粒均布组件的磨粒储料箱用于储存磨粒62,磨粒62可为金刚石或cbn超硬磨料,粘结剂均布组件的粘结剂储料箱用于储存粘结剂,磨粒均布组件的出料口314靠近滚轮41设置,粘结剂均布组件的出料口靠近焊丝盘44设置,且磨粒均布组件的出料口314和粘结剂均布组件的出料口均位于钎料焊丝43的上方。
30.本实施例中,磨粒均布组件还包括气泵312和落砂锥头39,磨粒储料箱的气管311接头310通过气管311与气泵312连接,落砂锥头39的上端与磨粒储料箱的下端连接,落砂锥头39的上端设置有能够拆卸的筛网313,筛网313的孔径根据磨粒62的目数调整,落砂锥头39的下端设置有能够拆卸的出口结构,出口结构的出口为磨粒均布组件的出料口314,磨粒储料箱中的磨粒62随气流经筛网313和磨粒均布组件的出料口314落出,粘附到钎料焊丝43上。磨粒均布组件的出料口314的尺寸为筛网313的孔径的1.5倍,从而保证同一时间仅能实现单颗磨粒62通过,落到钎料焊丝43上形成单颗磨粒62等距分布。
31.本实施例中,粘结剂均布组件还包括粘结剂滴头37、均布盘33和第三驱动结构36,第三驱动结构36优选为电机,粘结剂滴头37位于粘结剂储料箱的下端,且粘结剂滴头37与粘结剂储料箱连通,粘结剂滴头37的出口为粘结剂均布组件的出料口,均布盘33位于粘结剂滴头37的下方,均布盘33上靠近均布盘33的边缘位置沿均布盘33的周向均布有若干均布孔34,优选为六个均布孔34,第三驱动结构36驱动均布盘33转动,当均布孔34与粘结剂滴头37位置对应时,粘结剂储料箱中的粘结剂通过均布孔34落在钎料焊丝43上,粘结剂均布组件工作时,第三驱动结构36以恒定的转速驱动均布盘33转动,粘结剂穿过均布盘33的均布孔34的时间间隔不变,从而在匀速移动的钎料焊丝43上形成等距分布。通过调整第三驱动结构36的转速,从而调整砂轮基体15上磨粒62分布的形位参数。
32.本实施例中,粘结剂均布组件还包括转轴31和液泵38,第三驱动结构36通过传动带35驱动转轴31转动,转轴31为空心结构,转轴31的上端与粘结剂储料箱连通,均布盘33为锥型盘,其中心位置最低,转轴31的下端与均布盘33的中心连接,转轴31的侧壁沿转轴31的周向均匀设置有回流孔32,回流孔32优选为八个,回流孔32靠近均布盘33,液泵38与转轴31连通,液泵38用于将经回流孔32进入转轴31的粘结剂输送至粘结剂储料箱。粘结剂均布组件工作时,粘结剂由粘结剂滴头37流出,随着均布盘33的转动,当其中一个均布孔34位于粘结剂滴头37正下方时,粘结剂滴落到均布盘33下方的钎料焊丝43上,当均布孔34未位于粘结剂滴头37正下方时,粘结剂汇集到均布盘33的中心位置,在液泵38的吸力下,经转轴31的回流孔32回流至粘结剂储料箱,实现粘结剂的回收。
33.本实施例中,激光钎焊机构2的焊枪位于钎料焊丝43的上方,通过调整激光光斑位置到钎料焊丝43与砂轮基体15相切的位置,使得激光钎焊机构2的焊枪对钎料焊丝43与砂轮基体15相切的位置进行焊接。如图6所示,钎料焊丝43及其粘附的磨粒62在砂轮基体15上轴向密排并经钎焊后形成单钎焊层61,得到磨粒62单层或多层有序排布的磨粒有序排布砂轮6。送丝机构4完成一次单向行程后,在控制系统5的程序指令下继续实施往复运动,在钎料焊丝43和磨粒62经激光钎焊后,在砂轮基体15上形成磨粒62多层有序排布砂轮。
34.本实施例中,还包括工作台,工作台设置在机架上,砂轮基体运动机构1和焊丝盘44均设置在工作台上,移动机构设置在工作台上,送丝机构4中的第二驱动结构45、张紧机构42、两个滚轮41、均布机构3中的各结构以及激光钎焊机构2均设置在移动机构的移动端上,移动机构能够带动送丝机构4中的第二驱动结构45、张紧机构42、两个滚轮41、均布机构3中的各结构以及激光钎焊机构2实现上下和前后的运动。送丝机构4中的第二驱动结构45、张紧机构42、两个滚轮41、均布机构3中的各结构以及激光钎焊机构2的运动定位由砂轮基体15和焊丝盘44间的钎料焊丝43的位置确定,通过控制系统5控制移动机构,移动机构带动送丝机构4中的第二驱动结构45、张紧机构42、两个滚轮41、均布机构3中的各结构以及激光
钎焊机构2垂直砂轮基体15和焊丝盘44间的钎料焊丝43进行上下和前后方向的运动以调整与钎料焊丝43的相对位置,以保证粘结剂和磨粒62粘附在钎料焊丝43上。
35.本实施例的控制系统5分别与第一驱动结构11、第二驱动结构45、第三驱动结构36、工作台和移动机构电连接。
36.采用本实施例的磨粒有序排布砂轮的激光钎焊制备装置100制备砂轮的方法,包括以下步骤:步骤一,装夹砂轮基体15和盘状钎料焊丝43,将钎料焊丝43置于两个滚轮41中,调整激光钎焊机构2的位置;步骤二,钎料焊丝43在送丝机构4的带动下匀速移动,均布机构3运转,粘结剂从粘结剂滴头37流出穿过均布盘33的均布孔34后滴落到钎料焊丝43上,磨粒62在气流作用下从落砂锥头39经筛网313和磨粒均布组件的出料口314落到钎料焊丝43上的粘结剂处,从而将磨粒62单颗等距粘结在钎料焊丝43上;步骤三,砂轮基体运动机构1回转与送丝机构4前后、上下运动复合,将粘结有等距分布磨粒62的钎料焊丝43密排在砂轮基体15上,通过激光热源使焊丝熔化,磨粒62在砂轮基体15表面单道等距、整体有序排布,实现磨粒62在砂轮基体15上的均匀分布,钎料焊丝43密排一层形成单层钎焊超硬磨料砂轮;步骤四,在钎焊单层超硬磨料砂轮上,继续重复步骤一至步骤三,得到多层钎焊磨粒62三维有序可控排布的砂轮。
37.本实施例通过磨粒62等距粘结、钎料焊丝43牵引、砂轮基体15与送丝机构4复合运动的方式实现磨粒62的单道等距、整体有序的单层或三维均布,有效避免了磨粒62簇堆积或磨粒62有序排布制板繁琐的问题,并可实现不同磨粒62粒度和异形曲面砂轮的高效制备,装置应用范围广泛。
38.相较于现有技术,本实施例具有以下有益效果:一、本实施例包括砂轮基体运动机构1、送丝机构4、均布机构3及激光钎焊机构2,砂轮基体运动机构1用于实现砂轮基体15不同速率的周向旋转,均布机构3用于实现磨粒62在钎料焊丝43上的单颗等距分布,送丝机构4用于牵引钎料焊丝43到达激光焊点位置并在砂轮基体15上密排分布,激光钎焊机构2用于调整激光光斑位置处于焊丝与砂轮基体15接触位置并实施钎焊形成单层钎焊磨粒有序排布砂轮6,于单层钎焊磨粒有序排布砂轮6上重复形成磨粒62有序排布钎焊层61,即可得到多层钎焊磨粒62三维有序可控排布砂轮,有效解决了现有技术中磨粒62簇团聚或磨粒62仅宏观有序的问题,可实现砂轮表面单层或多层磨粒62的有序排布,减少磨削烧伤,提高砂轮使用寿命;二、均布机构3中,粘结剂均布组件中的均布盘33通过第三驱动结构36驱动,通过调整第三驱动结构36的转速可改变磨粒62在钎料焊丝43上的分布间距,从而获得砂轮表面磨粒62不同分布的形位参数,工艺简单且操作性强,并可保证磨粒62有序排布结果;制备多层磨粒砂轮时,还可调控层间磨粒62的有序分布,实现磨粒62三维有序可控排布,提高砂轮耐用度;三、均布机构3依靠钎料焊丝43使磨粒62在砂轮基体15上密绕形成,砂轮基体15可为柱面,也可为异形回转曲面,当砂轮基体15回转面为变径回转面结构时,可制备得到复杂曲面成型砂轮,用于成型表面的磨削加工,加工效率高;
四、均布机构3中,磨粒均布组件中的落砂锥头39安装有可更换的筛网313,磨粒62粒径更均匀,落砂锥头39小端可更换不同内径的出口结构,出口结构的孔径为对应安装的筛网313孔径的1.5倍,保证了磨粒62顺利粘结到钎料焊丝43上,并可实现不同粒度砂轮的制备,应用范围广泛;五、通过激光热源局部加热熔化钎料焊丝43,熔池及热影响区小,对磨粒62位置误差和砂轮基体15变形影响小,操作方便,砂轮精度高。
39.本说明书中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。