1.本发明涉及数控加工行业中加工机械式陀螺仪里的平衡球的工艺领域,具体涉及一种用车铣复合机加工棘状球体的工艺。
背景技术:
2.目前,加工机械式陀螺仪里的平衡球很少有一体式的,都是采用分体式的结构然后组装拼接而成,造成棘状的球体精度不够高,从而影响陀螺仪的精度。
技术实现要素:
3.本发明的目的在于针对现有技术的缺陷和不足,提供一种用车铣复合机加工棘状球体的工艺,采用加工回旋体的专用刀具用车铣复合机床将产品一次性的加工出来,解决了分体式组装拼接的误差问题,并且结构更牢固、耐用。
4.为实现上述目的,本发明采用的技术方案是:它的工艺流程包含如下步骤:
5.一、用车床主轴抱住棒料,用车刀车出棒料前端面的特征;
6.二、将加工棘状杆的专用刀具装在机床上主轴侧动力头上,加工出侧面棘状杆;
7.三、将加工球体的专用刀具装在机床上主轴侧动力头上,加工出球体部分,制得半成品;
8.四、用机床的背轴抱住半成品,再用车刀加工棘状球体尾部,完成后切断,制得棘状球体。
9.进一步地,加工棘状球体所用的机床为5轴数控车铣复合机;
10.进一步地,步骤二中加工出侧面棘状杆的具体方法如下:将加工棘状杆的专用刀具装在机床上主轴侧动力头,主轴的c轴0度抱紧棒料,将侧面动力头旋转起来直接插向棒料,即向y-方向移动,通过控制移动距离,直接在棒料上插出棘状杆,然后c轴依次旋转120度、240度,用同样的方法依次加工出侧面棘状杆;
11.进一步地,加工棘状杆的专用刀具上设有双前刀面、双后刀面和双主切削刃;
12.进一步地,步骤三中加工出球体部分的具体方法如下:将加工球体的专用刀具装在机床上主轴侧动力头,主轴的c轴0度抱紧棒料,将侧面动力头旋转起来直接插向棒料,即向y-方向移动,通过控制移动距离,直接插出棒料上一部分球体,然后c轴依次旋转120度、240度,用同样的方法依次加工出整个球体;
13.进一步地,加工球体的专用刀具上设有双前刀面、双后刀面和双主切削刃;加工球体的专用刀具的前端设有半球体外形。
14.采用上述方案后,本发明有益效果为:本发明所述的一种用车铣复合机加工棘状球体的工艺,采用加工回旋体的专用刀具用车铣复合机床将产品一次性的加工出来,操作简单;制成的棘状球体采用一体式结构,解决了分体式组装拼接的误差,且结构更牢固,耐用。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
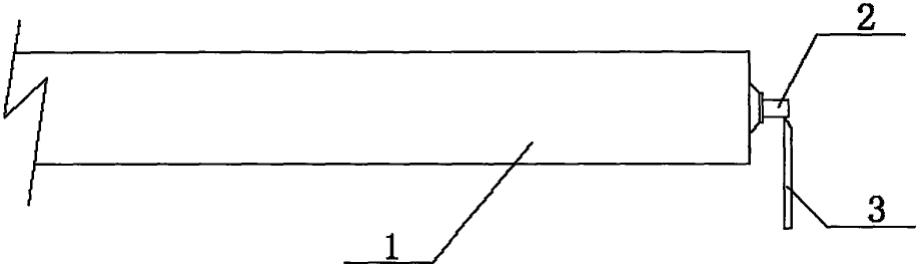
16.图1是步骤一的方法示意图;
17.图2是步骤二的方法示意图;
18.图3是步骤三的方法示意图;
19.图4是步骤四的方法示意图;
20.图5是加工棘状杆的专用刀具的结构示意图;
21.图6是加工球体的专用刀具的结构示意图。
22.附图标记说明:
23.1、主轴;2、棒料;3、车刀;4、加工棘状杆的专用刀具;5、棘状杆;6、球体部分;7、加工球体的专用刀具;8、背轴;9、半成品;10、棘状球体尾部;11、半球体外形。
具体实施方式
24.下面结合附图,对本发明作进一步的说明。
25.本具体实施方式采用的技术方案是:它的工艺流程包含如下步骤:
26.一、参看图1所示,用5轴数控车铣复合机的主轴1抱住棒料2,用车刀3车出棒料2前端面的特征;
27.二、参看图2所示,将加工棘状杆的专用刀具4装在5轴数控车铣复合机上主轴侧动力头上,加工出侧面棘状杆5,具体方法如下:将加工棘状杆的专用刀具4装在5轴数控车铣复合机上主轴侧动力头;参看图5所示,加工棘状杆的专用刀具4上设有双前刀面、双后刀面和双主切削刃;主轴1的c轴0度抱紧棒料,将侧面动力头旋转起来直接插向棒料2,即向y-方向移动,通过控制移动距离,直接在棒料2上插出棘状杆5,然后c轴依次旋转120度、240度,用同样的方法依次加工出侧面棘状杆5;
28.三、参看图3所示,将加工球体的专用刀具7装在5轴数控车铣复合机上主轴侧动力头上,加工出球体部分6,具体方法如下:将加工球体的专用刀具7装在5轴数控车铣复合机上主轴侧动力头;参看图6所示,加工球体的专用刀具7上设有双前刀面、双后刀面和双主切削刃;加工球体的专用刀具7的前端设有半球体外形11;主轴1的c轴0度抱紧棒料2,将侧面动力头旋转起来直接插向棒料2,即向y-方向移动,通过控制移动距离,直接插出棒料2上一部分球体,然后c轴依次旋转120度、240度,用同样的方法依次加工出整个球体,制得半成品9;
29.四、参看图4所示,用5轴数控车铣复合机的背轴8抱住半成品9,再用车刀3加工棘状球体尾部10,完成后切断,制得棘状球体。
30.本发明所述的一种用车铣复合机加工棘状球体的工艺,采用加工回旋体的专用刀具用车铣复合机床将产品一次性的加工出来,操作简单;制成的棘状球体采用一体式结构,解决了分体式组装拼接的误差,且结构更牢固,耐用。
31.以上所述,仅用以说明本发明的技术方案而非限制,本领域普通技术人员对本发
明的技术方案所做的其它修改或者等同替换,只要不脱离本发明技术方案的精神和范围,均应涵盖在本发明的权利要求范围当中。
技术特征:
1.一种用车铣复合机加工棘状球体的工艺,其特征在于它的工艺流程包含如下步骤:一、用车床主轴抱住棒料,用车刀车出棒料前端面的特征;二、将加工棘状杆的专用刀具装在机床上主轴侧动力头上,加工出侧面棘状杆;三、将加工球体的专用刀具装在机床上主轴侧动力头上,加工出球体部分,制得半成品;四、用机床的背轴抱住半成品,再用车刀加工棘状球体尾部,完成后切断,制得棘状球体。2.根据权利要求1所述的一种用车铣复合机加工棘状球体的工艺,其特征在于加工棘状球体所用的机床为5轴数控车铣复合机。3.根据权利要求1或2所述的一种用车铣复合机加工棘状球体的工艺,其特征在于步骤二中加工出侧面棘状杆的具体方法如下:将加工棘状杆的专用刀具装在机床上主轴侧动力头,主轴的c轴0度抱紧棒料,将侧面动力头旋转起来直接插向棒料,即向y-方向移动,通过控制移动距离,直接在棒料上插出棘状杆,然后c轴依次旋转120度、240度,用同样的方法依次加工出侧面棘状杆。4.根据权利要求3所述的一种用车铣复合机加工棘状球体的工艺,其特征在于加工棘状杆的专用刀具上设有双前刀面、双后刀面和双主切削刃。5.根据权利要求1或2所述的一种用车铣复合机加工棘状球体的工艺,其特征在于步骤三中加工出球体部分的具体方法如下:将加工球体的专用刀具装在机床上主轴侧动力头,主轴的c轴0度抱紧棒料,将侧面动力头旋转起来直接插向棒料,即向y-方向移动,通过控制移动距离,直接插出棒料上一部分球体,然后c轴依次旋转120度、240度,用同样的方法依次加工出整个球体。6.根据权利要求5所述的一种用车铣复合机加工棘状球体的工艺,其特征在于加工球体的专用刀具上设有双前刀面、双后刀面和双主切削刃;加工球体的专用刀具的前端设有半球体外形。
技术总结
本发明公开了一种用车铣复合机加工棘状球体的工艺,它的工艺流程包含如下步骤:一、用车床主轴抱住棒料,用车刀车出棒料前端面的特征;二、将加工棘状杆的专用刀具装在机床上主轴侧动力头上,加工出侧面棘状杆;三、将加工球体的专用刀具装在机床上主轴侧动力头上,加工出球体部分,制得半成品;四、用机床的背轴抱住半成品,再用车刀加工棘状球体尾部,完成后切断,制得棘状球体;本发明采用加工回旋体的专用刀具用车铣复合机床将产品一次性的加工出来,操作简单;制成的棘状球体采用一体式结构,解决了分体式组装拼接的误差,且结构更牢固,耐用。耐用。耐用。
技术研发人员:赵燕珠
受保护的技术使用者:赵燕珠
技术研发日:2021.07.07
技术公布日:2023/1/13
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。