1.本发明涉及智能控制领域,具体涉及一种用于研磨机的高质量研磨方法。
背景技术:
2.研磨是超精密加工中的一种重要加工方法,其优点是加工精度高,加工材料范围广;在材料生产过程中,研磨工艺一般会出现在一些材料焊接后的后续处理流程上,其目的是保证焊接后材料的美观性和耐久性。例如,在铝材焊接之后,焊接处往往会出现凹凸不平的现象,则需要对焊接处产生的焊缝和焊缝附近区域进行研磨,直至表面光滑;以此来延长材料的使用寿命。
3.在研磨过程中,研磨机通常根据事先设定的参数进行研磨,参数由工人凭经验设定;而不同的焊缝,需要的研磨程度并不能保持一致,所以人工设定的参数并不能够使所有的焊缝都能达到良好的研磨效果,若研磨机研磨过度会导致焊接处变薄,影响材料的质量,致使产品瑕疵;若研磨过轻,会使焊缝处仍存在凹凸不平表面,产生应力效应,从而影响材料的使用寿命。
技术实现要素:
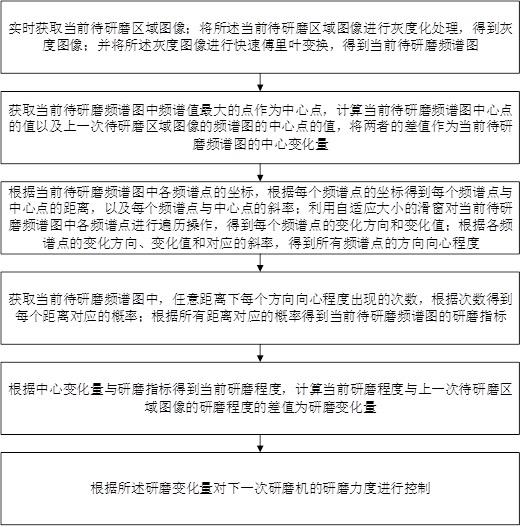
4.为了解决上述技术问题,本发明的目的在于提供一种用于研磨机的高质量研磨方法,所采用的技术方案具体如下:实时获取当前待研磨区域图像;将所述当前待研磨区域图像进行灰度化处理,得到灰度图像;并将所述灰度图像进行快速傅里叶变换,得到当前待研磨频谱图;获取当前待研磨频谱图中频谱值最大的点作为中心点,计算所述当前待研磨频谱图中心点的值以及上一次待研磨区域图像的频谱图的中心点的值,将两者的差值作为当前待研磨频谱图的中心变化量;根据当前待研磨频谱图中各频谱点的坐标,根据每个频谱点的坐标得到每个频谱点与中心点的距离,以及每个频谱点与中心点的斜率;利用自适应大小的滑窗对所述当前待研磨频谱图中各频谱点进行遍历操作,得到每个频谱点的变化方向和变化值;根据各频谱点的变化方向、变化值和对应的斜率,得到所有频谱点的方向向心程度;获取当前待研磨频谱图中,任意距离下每个方向向心程度出现的次数,根据所述次数得到每个距离对应的概率;根据所有距离对应的概率得到当前待研磨频谱图的研磨指标;根据所述中心变化量与所述研磨指标得到当前研磨程度,计算所述当前研磨程度与上一次待研磨区域图像的研磨程度的差值为研磨变化量;根据所述研磨变化量对下一次研磨机的研磨力度进行控制。
5.进一步地,所述自适应大小的滑窗的获取方法为:固定所述滑窗的行或者列的大小为3;计算当前待研磨频谱图的长与宽的比值,根据所述比值得到所述滑窗的另一个列
或行的大小,另一个列或行的大小与所述比值呈正相关关系。。
6.进一步地,所述每个频谱点的变化方向和变化值的获取方法为:对于第i个频谱点的变化方向和变化值:使滑窗边缘的第1个频谱点与第i个频谱点形成1个向量;所述向量的方向为第i个频谱点和滑窗边缘的第1个频谱点之间的斜率,且第i个频谱点指向滑窗边缘的第1个频谱点;所述向量的模的获取方法为:将第i个频谱点的频谱值与滑窗边缘第1个频谱点的频谱值作差,取所述差值的绝对值为所述向量的模;进而可得到滑窗边缘所有频谱点与第i个频谱点形成的所有向量,将所述所有向量进行矢量求和得到第i个频谱点的变化方向和变化值。
7.进一步地,所述根据各频谱点的变化方向、变化值和对应的斜率,得到所有频谱点的方向向心程度的步骤,包括:对于第i个频谱点的方向向心程度:计算第i个频谱点的变化方向与第i个频谱点到当前待研磨频谱图的中心点的斜率的乘积,以及第i个频谱点的变化方向与第i个频谱点到当前待研磨频谱图的中心点的斜率的差值;以所述乘积加1作为分母,所述差值为分子得到比值,利用反正切函数获取所述比值对应的角度,获取所述角度的余弦值,所述余弦值与第i个频谱点的变化值的乘积为所述方向向心程度。
8.进一步地,所述根据所有距离对应的概率得到当前待研磨频谱图的研磨指标的步骤,包括:所述研磨指标的计算为:其中,表示频谱点距离当前待研磨频谱图的任意距离,表示频谱点距离当前待研磨频谱图中心点的最大距离,表示在t对应范围边界线上任意角度,表示t对应范围边界线上所有的角度,其中表示在当前待研磨频谱图中同等距离t下,不同出现的次数,表示距离t下对应的概率。
9.进一步地,所述上一次待研磨区域图像为未进行研磨的原始图像或者已进行研磨操作后的研磨区域图像;当上一次待研磨区域图像为未进行研磨的原始图像时,上一次待研磨区域图像的研磨程度为0。
10.本发明实施例至少具有如下有益效果:本发明利用滑窗对此次研磨后频谱图中的各频谱点进行遍历操作,得到各频谱点的变化方向和变化值,并根据各频谱点的变化方向和变化值以及对应到频谱图中心点的距
离,得到各频谱点的方向向心程度,进一步基于方向向心程度以及距离得到此次研磨后频谱图的研磨指标;利用所述研磨指标和中心变化量得到此次研磨时的研磨程度;使得获取的研磨程度更为准确,并根据研磨变化量控制研磨机下一次的研磨力度,能够更好地完成对材料的研磨,防止研磨机研磨过度导致焊接处变薄,影响材料的质量,致使产品瑕疵,也能够避免研磨不充分,使焊缝处仍存在凹凸不平的表面,产生应力效应,从而影响钢结构寿命。
附图说明
11.为了更清楚地说明本发明实施例或现有技术中的技术方案和优点,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
12.图1为本发明的一种用于研磨机的高质量研磨方法的方法流程图;图2为待研磨区域的灰度图;图3为待研磨区域的原始频谱图;图4为完成研磨操作的铝材频谱图。
具体实施方式
13.为了更进一步阐述本发明为达成预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明提出的一种用于研磨机的高质量研磨方法,其具体实施方式、结构、特征及其功效,详细说明如下。在下述说明中,不同的“一个实施例”或“另一个实施例”指的不一定是同一实施例。此外,一或多个实施例中的特定特征、结构、或特点可由任何合适形式组合。
14.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。
15.以铝材为例,下面结合附图具体的说明本发明所提供的一种用于研磨机的高质量研磨方法的具体方案。
16.其中,本发明针对的具体场景为:本实施例中以铝材为例,在对铝材焊接后,焊接处需要使用研磨机进行研磨处理,然而,研磨机同样的研磨程度会使铝材研磨的过轻或者过重,若研磨过重会导致焊接处变薄,影响材料的质量,致使产品瑕疵;若研磨过轻会使焊缝处仍存在凹凸不平表面,产生应力效应,从而影响材料的使用寿命。
17.因此,基于上述问题,本发明提出了一种用于研磨机的高质量研磨方法,即在焊接处的每次研磨过程中,都需要实时采集铝材的当前待研磨区域,得到研磨过程中的研磨变化量;并根据研磨变化量,确定研磨机对当前待研磨区域下一次的研磨力度,实现了对研磨机研磨力度的实时控制,之后研磨机如此反复研磨,直至得到本方案中的最佳效果,进而停止研磨。
18.具体地,请参阅图1,其示出了本发明一个实施例提供的一种用于研磨机的高质量研磨方法的步骤流程图,该方法包括以下步骤:步骤1,实时获取当前待研磨区域图像;将所述当前待研磨区域图像进行灰度化处
理,得到灰度图像;并将所述灰度图像进行快速傅里叶变换,得到当前待研磨频谱图。
19.本实施例中,利用相机获取铝材图像,并采用语义分割网络提取当前待研磨区域图像。
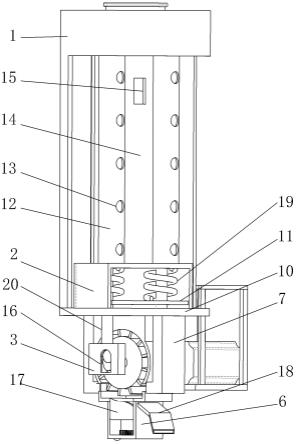
20.其中,在研磨机中架设相机,相机正对研磨机中的研磨区域;其中,研磨机的研磨部分,在对铝材的每次研磨过程中,每次研磨结束后,研磨机的研磨部分移开至研磨区域以外的部分,不耽误相机重新采集图像。
21.本实施例中,采用语义分割网络获取当前待研磨区域图像,该语义分割网络采用为encoder-decoder的结构的dnn网络。训练网络使用的数据集为摄像头正向拍摄的包含当前待研磨区域的铝材图像;对铝材图像进行标注的标签分为两类:当前待研磨区域图像和背景图像,属于当前待研磨区域图像的像素,其值标注为1,属于背景图像的像素,其值标注为0;利用数据集对网络进行反复训练直至输出达到效果的当前待研磨区域图像。
22.其中,上述dnn网络所用loss函数为交叉熵损失函数。
23.需要说明的是,当前待研磨区域图像包括焊缝区域也包括焊缝附近产生变化的区域。
24.进一步地,为了得到更为完整的待研磨区域,则需要对语义分割网络输出的阈值分割结果进行膨胀操作,得到规律的待研磨区域检测结果,进而得到待研磨区域的连通域,通过连通域分析,得到待研磨区域的面积,然后研磨机的滚轮继续滑动,使得铝材继续向前,直至待研磨区域的连通域面积达到最大值(不再增加,或者滑动时待研磨区域减速),得到待研磨区域图像。
25.本实施例中,灰度化处理的方式采用最大值法,得到的灰度图像如图2所示,作为其他实施方式,加权平均值法以及平均值法同样适用。
26.本实施例中,对灰度图像进行快速傅里叶变换得到当前待研磨频谱图(图3);其中,当前待研磨频谱图为中心化后的当前待研磨频谱图。
27.需要说明的是,由于研磨过程中,空域信息逐渐消失,为了得到完整的信息,本实施例中采用频域信息;其中的当前待研磨频谱图表示原图像中灰度变化的频率,中心化后的当前待研磨频谱图,中心为低频,边缘部分为高频,当前待研磨频谱图中值的大小,表示在原图中的该频率所对应的灰度值差异的大小。同时,如图3所示,在获取当前待研磨频谱图之后,当前待研磨频谱图中有高亮区域,高亮区域代表了图像中的灰度差异信息。
28.步骤2,获取当前待研磨频谱图中频谱值最大的点作为中心点,计算当前待研磨频谱图中心点的值以及上一次待研磨区域图像的频谱图的中心点的值,将两者的差值作为当前待研磨频谱图的中心变化量。
29.需要说明的是,在中心化的当前待研磨频谱图中,当前待研磨频谱图的中心点就是频谱值最大的点,所以通过求取频谱值的最大值得到当前待研磨频谱图中心点的值,求取频谱图中频谱值的最大值为公知技术,在此不再赘述,同样的方法可获取上一次待研磨区域图像的频谱图的中心点的值。
30.具体地,所述中心变化量为,其中,为当前待研磨频谱图中心点的值,为上一次待研磨区域图像的频谱图的中心点的值。
31.上述中的表示在不断的研磨过程中,当前待研磨频谱图中心点的值与上一次
待研磨区域图像的频谱图的中心点的值的变化,其值越大,变化越大,当前待研磨区域图像整体亮度就越高,的值越大,研磨的越光滑。
32.步骤3,根据当前待研磨频谱图中各频谱点的坐标,根据每个频谱点的坐标得到每个频谱点与中心点的距离,以及每个频谱点与中心点的斜率;利用自适应大小的滑窗对当前待研磨频谱图中各频谱点进行遍历操作,得到每个频谱点的变化方向和变化值;根据各频谱点的变化方向、变化值和对应的斜率,得到所有频谱点的方向向心程度。
33.具体地,各频谱点到当前待研磨频谱图中心点的距离和斜率的计算方式为:在当前待研磨频谱图中第个频谱点的坐标为,当前待研磨频谱图中心点的坐标为,由斜率公式计算第个频谱点与中心点之间的斜率,进而获取第个频谱点相对于中心点的方位;同时由两点之间的距离公式,得到第个频谱点与中心点之间的距离;进而得到当前待研磨频谱图中各频谱点到中心点的距离和斜率。
34.本实施例中,在利用滑窗进行遍历操作之前,还需要确定滑窗的大小,其获取方法为:固定滑窗其中一个行或列的大小为3,则滑窗另一个列或行的大小为,其中为cc四舍五入取整后的值,,为对应频谱图的长,为对应频谱图的宽;例如,频谱图的尺寸为100*200,则此频谱图对应的滑窗大小为3*5。
35.需要说明的是,如果直接选用8邻域等像素块作为滑窗,得到对应频谱点的变化方向和变化值,则会导致方向描述不准确,若是想要方向描述准确,则选用的对应像素块的面积就会很大,相应的,所需计算量也会增加;为了既能使方向描述准确又能减少计算量,所以本方案选取的像素块由对应频谱图的尺寸决定。
36.具体地,所述各频谱点的变化方向和变化值的获取方法为:对于第i个频谱点的变化方向和变化值:使滑窗边缘的第1个频谱点与第i个频谱点形成1个向量;所述向量的方向为第i个频谱点和滑窗边缘的第1个频谱点之间的斜率,且第i个频谱点指向滑窗边缘的第1个频谱点;所述向量的模的获取方法为:将第i个频谱点的频谱值与滑窗边缘第1个频谱点的频谱值作差,取所述差值的绝对值为所述向量的模;进而可得到滑窗边缘所有频谱点与第i个频谱点形成的所有向量,将所述所有向量进行矢量求和得到第i个频谱点的变化方向和变化值。
37.其中,获取第i个频谱点所在滑窗的滑窗边缘的第1个频谱点,第i个频谱点与滑窗边缘的第1个频谱点可构成一个向量,该向量记为,的模为第i个频谱点的频谱值与滑窗边缘的第1个频谱点的频谱值的差值的绝对值,的方向为第i个频谱点与滑窗边缘的第1个频谱点的斜率,且第i个频谱点指向滑窗边缘的第1个频谱点;进而可以得到n个向量,其中,n为滑窗边缘频谱点的个数。
38.上述步骤中第i个频谱点与滑窗边缘的第1个频谱点的斜率的获取方法为:获取第i个频谱点的坐标,获取滑窗边缘的第1个频谱点的坐标,根据斜率公式得到第i个频谱点与
滑窗边缘的第1个频谱点的斜率。
39.本实施例中,方向向心程度为:其中,为第i个频谱点的方向向心程度,为第i个频谱点的变化值,为第i个频谱点到当前待研磨频谱图的中心点的斜率,为第i个频谱点的变化方向,为第i个频谱点到当前待研磨频谱图的中心点的斜率与变化方向的转向角。
40.需要说明的是,由于本方案需要的是频谱点向中心点靠拢性的方向度量,并不能采用常规的方向一致性进行方向度量,所以通过各频谱点的变化方向在向中心点靠拢方向的投影长度,表示第i个频谱点的方向向心程度,其中,频谱点的方向向心程度越大,说明第i个频谱点的向心程度越高。
41.步骤4,获取当前待研磨频谱图中,任意距离下每个方向向心程度出现的次数,根据次数得到每个距离对应的概率;根据所有距离对应的概率得到当前待研磨频谱图的研磨指标。
42.具体地,所述研磨指标为:其中,表示频谱点距离当前待研磨频谱图的任意距离,表示频谱点距离当前待研磨频谱图中心点的最大距离,表示在t对应范围边界线上任意角度,表示t对应范围边界线上所有的角度,其中表示在当前待研磨频谱图中同等距离t下,不同出现的次数,表示距离t下对应的概率。
43.需要说明的是,在衡量当前待研磨频谱图中频谱点的向心性时,当前待研磨频谱图中整体频谱点的频谱值是由边缘向中心大体上增大的性质,如果选用常规的邻域分布和自身值的分布混合程度,并不能在当前待研磨频谱图的整体趋势上很好的描述向心性,所以本实施例利用第i个频谱点与中心点等距的频谱点进行统计,来衡量当前待研磨频谱图整体方向的混乱程度,结合熵定义,得到当前频谱图的信息熵,该信息熵表示当前频谱图的向心程度,即在同等距离下的各频谱点的方向向心程度越统一,的值就越大,说明当前待研磨频谱图整体方向的混乱程度越小。
44.步骤5,根据中心变化量与研磨指标得到当前研磨程度,计算当前研磨程度与上一次待研磨区域图像的研磨程度的差值为研磨变化量。
45.具体地,当前研磨程度为:,其中,为中心变化量,为当前待研磨频谱图的研磨指标。
46.需要说明的是,表示当前待研磨频谱图的范围变化和范围内能量波动性的变化,的值越大,表示研磨后的铝材表面越光滑,研磨的效果越好。表示当前待研磨频谱图的向心程度,的值越大,当前待研磨频谱图的向心程度越好,的值越大,表示研磨的效果越好。
47.具体地,研磨变化量为:;其中为当前的研磨程度,为上一次的研磨程度。
48.上述的上一次待研磨区域图像为未进行研磨的原始图像或者已进行研磨操作后的研磨区域图像。当上一次待研磨区域图像为未进行研磨的原始图像时,则,即当前研磨变化量为当前研磨程度,而上一次待研磨区域图像为已进行研磨操作后的研磨区域图像时,研磨变化量则为当前研磨程度与上一次待研磨区域图像的研磨程度的差值。
49.进一步地,为了防止铝材研磨过度,造成产品瑕疵,则通过阈值来判断铝材是否需要继续研磨。判断研磨变化量与所述阈值的大小,当研磨变化量小于阈值时,停止研磨,认为此时已完成对铝材待研磨区域的研磨,当研磨变化量大于阈值时,则继续研磨,直至研磨变化量小于阈值时,停止研磨。上述停止研磨操作时的铝材频谱图如图4;本实施例中,阈值设置为0.7,在实际操作过程中,实施者可根据实际情况设定阈值。
50.步骤6,根据所述研磨变化量对下一次研磨机的研磨力度进行控制。
51.具体地,根据研磨变化量确定研磨机下一次研磨时的研磨力度,其研磨变化量越大,就加重研磨机下一次研磨时的研磨力度,其研磨变化量越小,就减轻研磨机下一次研磨时的研磨力度。
52.具体地,研磨力度的控制方法为:;其中,为研磨力度数据集。研磨力度数据集为由实施者在研磨操作开始前预先建立的数据库。
53.需要说明的是:上述本发明实施例先后顺序仅仅为了描述,不代表实施例的优劣。且上述对本说明书特定实施例进行了描述。其它实施例在所附权利要求书的范围内。在一些情况下,在权利要求书中记载的动作或步骤可以按照不同于实施例中的顺序来执行并且仍然可以实现期望的结果。另外,在附图中描绘的过程不一定要求示出的特定顺序或者连续顺序才能实现期望的结果。在某些实施方式中,多任务处理和并行处理也是可以的或者可能是有利的。
54.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
55.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。