1.本实用新型涉及超声波焊接技术领域,具体为一种超声波焊接全自动工装。
背景技术:
2.超声波焊接是利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合;
3.例如公告号为cn109202261a的中国授权专利(一种全自动超声波焊接装置):实现了机械臂超声波全自动的焊接,不仅能高效的完成焊接工作,而且还节能环保,对于塑造企业形象和企业竞争力有很大的帮助,在焊接产品时,首先确认产品需要焊接的位置,然后将超声波焊头移动到需要焊接的位置,通过机械手的机械臂和关节相互协作完成焊头移动到焊接位置的目的,然后超声波焊接装置发超声对产品需要焊接的位置进行焊接,然后移动到产品下一个需要焊接的位置,然后将程序储存在外接的控制器中,下一次需要焊接同样的产品时只需要将程序调出即可完成对产品的焊接;
4.上述现有技术虽然能够对焊接头进行灵活调控,实现全自动焊接,但是上下料不便,需要人工手动上料和下料。
技术实现要素:
5.本实用新型的目的在于提供一种超声波焊接全自动工装,以解决上述背景技术中提出的现有的超声波焊接装置上下料不便,需要人工手动上料和下料的问题。
6.为实现上述目的,本实用新型提供如下技术方案:一种超声波焊接全自动工装,包括底板,所述底板上端的两侧均安装有立柱,所述立柱的上端安装有纵向直线电机,所述纵向直线电机的上端安装有横梁,所述横梁的上端安装有水平直线电机,所述水平直线电机的上端安装有上下料机构,所述底板的上端安装有超声波焊接机箱、焊接座和上下料基座。
7.优选的,所述上下料机构包括轴向驱动机构,所述轴向驱动机构的下端安装有负压吸附板,所述负压吸附板包括负压吸附嘴和负压驱动组件,所述负压吸附板下端的一侧安装有视觉定位相机。
8.优选的,所述上下料基座包括上料传送带和下料传送带。
9.优选的,所述超声波焊接机箱的一端安装有水平驱动轴,所述水平驱动轴的一端安装有基座。
10.优选的,所述基座的上端安装有轴向电动缸,所述轴向电动缸的下端安装有气压缸,所述气压缸的下端安装有变幅杆,所述变幅杆的下端安装有超声波焊头。
11.优选的,所述焊接座的外侧设置有控制面板。
12.与现有技术相比,本实用新型的有益效果是:
13.本实用新型的驱动机构能够横向驱动、水平驱动、轴向驱动负压吸附板,配合视觉定位相机实现视觉定位驱动,使得负压吸附板能够快速移动至上料传送带的取件点进行取件,并将待进行焊接的工件移动至焊接座的指定位置,实现工件的自动上料,水平驱动轴水
平驱动超声波焊头,轴向电动缸轴向驱动超声波焊头,在工件定位完成后,对焊接头进行快速定位焊接,通过超声波焊头对工件的焊接位置进行焊接,焊接完成后,视觉定位驱动系统再次驱动负压吸附板,将焊接完成的工件取下并放置在下料传送带的上端,由下料传送带将焊接完成后的工件移出,实现工件的自动下料,整体工装代替人工手动上下料,提高了自动化程度,从而提高了焊接加工效率。
附图说明
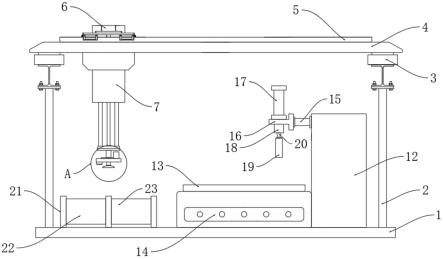
14.图1为本实用新型的一种超声波焊接全自动工装的结构示意图;
15.图2为本实用新型的a区的局部放大图;
16.图3为本实用新型的负压吸附板的仰视面结构示意图。
17.图中:1、底板;2、立柱;3、纵向直线电机;4、横梁;5、水平直线电机;6、上下料机构;7、轴向驱动机构;8、负压吸附板;9、负压吸附嘴;10、负压驱动组件;11、视觉定位相机;12、超声波焊接机箱;13、焊接座;14、控制面板;15、水平驱动轴;16、基座;17、轴向电动缸;18、气压缸;19、超声波焊头;20、变幅杆;21、上下料基座;22、上料传送带;23、下料传送带。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
19.请参阅图1-3,本实用新型提供的一种实施例:一种超声波焊接全自动工装,包括底板1,底板1上端的两侧均安装有立柱2,立柱2的上端安装有纵向直线电机3,纵向直线电机3的上端安装有横梁4,横梁4的上端安装有水平直线电机5,纵向直线电机3能够纵向驱动负压吸附板8,水平直线电机5能够水平驱动负压吸附板8,轴向驱动机构7能够轴向驱动负压吸附板8,驱动机构配合视觉定位相机11使用,构成视觉定位驱动系统,水平直线电机5的上端安装有上下料机构6,底板1的上端安装有超声波焊接机箱12、焊接座13和上下料基座21,上下料基座21实现对工件的自动上下料。
20.进一步,上下料机构6包括轴向驱动机构7,轴向驱动机构7的下端安装有负压吸附板8,负压吸附板8包括负压吸附嘴9和负压驱动组件10,负压吸附板8下端的一侧安装有视觉定位相机11,驱动机构配合视觉定位相机11使用,构成视觉定位驱动系统。
21.进一步,上下料基座21包括上料传送带22和下料传送带23,上料传送带22的上端放置有待进行焊接的工件,当指定位置的工件被取走后,上料传送带22能够实现自动补料,焊接完成后,视觉定位驱动系统再次驱动负压吸附板8,将焊接完成的工件取下并放置在下料传送带23的上端,由下料传送带23将焊接完成后的工件移出,实现工件的自动下料。
22.进一步,超声波焊接机箱12的一端安装有水平驱动轴15,水平驱动轴15的一端安装有基座16,上料后,水平驱动轴15水平驱动超声波焊头19,轴向电动缸17轴向驱动超声波焊头19,在工件定位完成后,对超声波焊头19进行快速定位。
23.进一步,基座16的上端安装有轴向电动缸17,轴向电动缸17的下端安装有气压缸18,气压缸18的下端安装有变幅杆20,变幅杆20的下端安装有超声波焊头19,通过超声波焊头19对工件的焊接位置进行焊接。
24.进一步,焊接座13的外侧设置有控制面板14,对焊接参数以及工装的启闭进行控制。
25.工作原理:使用时,上料传送带22的上端放置有待进行焊接的工件,当指定位置的工件被取走后,上料传送带22能够实现自动补料,纵向直线电机3能够纵向驱动负压吸附板8,水平直线电机5能够水平驱动负压吸附板8,轴向驱动机构7能够轴向驱动负压吸附板8,驱动机构配合视觉定位相机11使用,构成视觉定位驱动系统,使得负压吸附板8能够快速移动至上料传送带22的取件点进行取件,并将待进行焊接的工件移动至焊接座13的指定位置,实现工件的自动上料,上料后,水平驱动轴15水平驱动超声波焊头19,轴向电动缸17轴向驱动超声波焊头19,在工件定位完成后,对超声波焊头19进行快速定位,通过超声波焊头19对工件的焊接位置进行焊接,焊接完成后,视觉定位驱动系统再次驱动负压吸附板8,将焊接完成的工件取下并放置在下料传送带23的上端,由下料传送带23将焊接完成后的工件移出,实现工件的自动下料,整体工装代替人工手动上下料,提高了自动化程度,从而提高了焊接加工效率。
26.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。