一种niti合金根管锉及其表面改性方法
技术领域
1.本发明涉及口腔科医疗器械技术领域,更具体地,涉及一种niti合金根管锉及其表面改性方法。
背景技术:
2.niti形状记忆合金作为一种常用的新型生物医用材料,被广泛应用于各种医疗器械和人体植入物的制造中。根管锉类似一种刀具,作为临床口腔中使用最频繁的医疗器械之一,是目前最有效、最常见的治疗牙髓病和根尖周病的方式,可以有效消除牙齿内部炎症及其病变源。针对市场上的根管锉产品都是由niti合金母材直接机械加工而来,且镍钛合金材质较为昂贵的特点,可知大幅提高niti合金根管锉的使用寿命是一条行之有效的节能和节材途径。niti合金根管锉具有弹性好,柔性大等优点,可以通过热处理改善根管锉的抗循环疲劳性能,但是热处理产生的马氏体组织强度相对较低,硬度小,从而导致根管锉的切削效率不理想。因此,强化根管锉的“刀刃”对提高根管锉产品的效率和寿命至关重要。
3.已有研究发现niti合金经过微弧氧化表面处理后可以生成一层富钛氧化膜,可有效提高niti合金根管锉的耐腐蚀性能和硬度。同时,经过微弧氧化技术生成的富钛氧化膜具有良好的生物相容性。公开号为cn102425000a的中国发明专利公开了一种niti合金表面生物活性氧化钛膜层的制备方法。该方法以质量浓度为98%的浓硫酸为电解液,以niti合金为正极、悬挂不锈钢或镍板为负极(或不锈钢槽为负极),在电解液温度为0℃~10℃、电流密度为la/dm2~20a/dm2、电压为50v~70v的条件下微弧氧化2min~l0min,得到的氧化钛膜层与基体结合强度高。然而,直接以浓硫酸为电解液进行微弧氧化处理的niti合金其柔韧性不能保证,在根管锉使用过程中有可能产生断裂,从而影响使用效能。公开号cn104630730a的中国发明专利公开了一种niti合金马氏体根管锉的表面改性方法,该方法使用磁控溅射手段在niti合金表面形成一层高强度的金属涂层。由于涉及磁控溅射设备和后继高温退火处理,因此该专利方法生产的根管锉其产品效率较低,单位产品的成本较高。
4.因此,通过对根管锉表面粗糙度和硬度进行改性,开发一种表面粗糙度适中、硬度较高且和基体结合强度好的niti合金根管锉,进而提高医用根管锉的切削效率和疲劳抗力,同时可以低成本、大批量进行产品生产制造成为医用根管锉的一个亟待解决技术问题。
技术实现要素:
5.由于现有技术存在上述缺陷,本发明提供了一种niti合金根管锉及其表面改性方法,以解决传统niti合金根管锉切削效率和强度低的问题。
6.为实现上述目的,一方面,本发明提供一种niti合金根管锉的表面改性方法,包括清洗预处理、电化学抛光处理和微弧氧化处理的顺序处理步骤,其特征在于:所述清洗预处理包括皂化剂或碱液除油;所述电化学抛光处理的抛光液采用混合酸溶液,以所述niti合金根管锉为阳极,抛光液惰性的金属为阴极,控制电压为0.3~0.6v,电流密度为10~500ma/cm2,处理时间0.2~10min;所述微弧氧化处理的电解液为氢氧化钾、六偏磷酸钠的
混合液或偏硅酸钠、谷氨酸的混合液,以所述niti合金根管锉为正极,电解液惰性的金属为负极,采用脉冲电源,正向、反向电压分别为200~400v和2~60v,频率10~1000hz,电流密度4~15a/cm2。
7.所述表面改性方法将清洗预处理、电化学抛光和微弧氧化技术相适配,应用于niti合金根管锉的表面改性。一方面,皂化剂或碱液除油的清洗预处理过程减小了后期使用酸液可能引入的合金表面氢脆问题;另一方面,对于形状复杂的根管锉,通过电化学抛光配合后继微弧氧化工艺,并选取合适的电解液及处理工艺参数,可以实现改善根管锉的综合力学性能(提高硬度,结合力)和使用寿命的目的。
8.优选地,所述碱液为水溶液,包含20~25wt%na2co3、15~25wt%nahco3、10~12wt%naoh,碱液温度为35~50℃。
9.优选地,所述抛光液为酸性水溶液,包含1~4ml/l hf、2~5ml/l hno3、15~30ml/l乙酸,或4~42%(按98%硫酸体积计)硫酸,10~20%(体积分数)氢氟酸,40~70%(体积分数)乙酸。此特征中,由氧化性酸(硝酸、硫酸)、非氧化性酸(氢氟酸)以及缓蚀剂(乙酸)的复配使得所述抛光液,在一定温度和电压下,根管锉经过机械加工后的凸起部分首先溶解,从而形成平滑光亮的表面。经电解抛光后,根管锉的表面粗糙度一般可以提高一个级别,且电解抛光时间短﹐可以多件同时抛光﹐其生产效率较高。
10.优选地,所述电解液包含0.1~0.2mol/l氢氧化钾、0.01~0.05mol/l六偏磷酸钠。
11.优选地,所述电解液包含60~70g/l偏硅酸钠、2~3g/l谷氨酸。
12.优选地,所述微弧氧化处理的电解液温度小于50℃,时间为10~60min。
13.另一方面,本发明提供一种niti合金根管锉,其特征在于,采用上述的表面改性方法进行表面改性。
14.优选地,所述niti合金根管锉的表面生成氧化钛涂层,所述涂层的粗糙度为ra1.8~3.2。
15.优选地,所述niti合金根管锉的表面维氏硬度为600~720。
16.与现有技术相比,上述发明具有如下优点或者有益效果:
17.本发明将清洗预处理、电化学抛光和微弧氧化技术相适配,应用于niti合金根管锉的表面改性。一方面,皂化剂或碱液除油的清洗预处理过程减轻了酸洗带来的合金表面氢脆问题,配合下一步的电化学抛光;另一方面,基于混合酸的电化学抛光处理结合微弧氧化电解液和合理的处理工艺参数能有效改善根管锉的表面粗糙度和表面强度;经表面改性后的根管锉具有良好的综合力学性能和更长的使用寿命。本发明提供的电化学方法是一种简单的工艺方法,且适合大批量产品生产,能够有效地批量制造出综合性能优良的根管锉。
附图说明
18.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明及其特征、外形和优点将会变得更加明显。
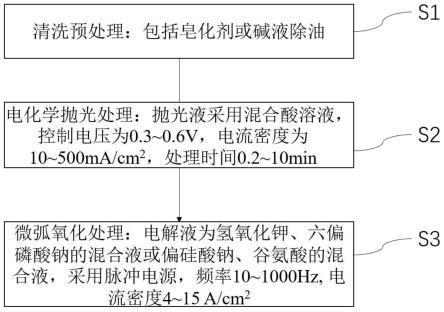
19.图1为本发明一实施例的表面改性方法流程图;
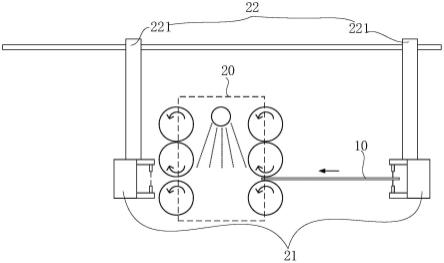
20.图2为本发明一实施例的根管锉经过表面改性后的形貌示意图。
具体实施方式
21.下面结合附图和具体的实施例对本发明中的结构作进一步的说明,但是不作为本发明的限定。
22.实施例1
23.参见图1,一种niti合金根管锉的表面改性方法,包括清洗预处理s1、电化学抛光处理s2和微弧氧化处理s3的顺序处理步骤。作为一个优选的实施例,步骤一:niti合金根管锉(含ni 51wt%)经过机械加工后,使用热碱液(20wt%na2co3,20wt%nahco3,10wt%naoh)浸泡5分钟除油后,使用去离子水漂洗干净;
24.步骤二:以niti合金根管锉为阳极,铂片为阴极,置入抛光液(1ml/l氢氟酸,2ml/l硝酸;15ml/l乙酸)中,在0.3v电压下抛光2min,随后使用蒸馏水漂洗多次直至干净;
25.步骤三:将抛光后的根管锉进行微弧氧化,电解液成分为:0.1mol/l氢氧化钾,0.01mol/l六偏磷酸钠;以niti合金根管锉为正极,悬挂不锈钢或镍板为负极(或不锈钢槽为负极),控制溶液温度为35℃,正向及反向电压分别为400v和2v,频率10hz,电流密度15a/cm2,时间8min。
26.参见图2,微弧氧化后的niti合金根管锉经过蒸馏水清洗后风干,获得表面改性的根管锉。所述根管锉的氧化钛涂层粗糙度为ra 3.2,维氏硬度为600,和未经过表面处理相比,处理后的根管锉硬度和切削疲劳寿命分别提高了50%和45%。
27.实施例2
28.一种niti合金根管锉的表面改性方法,包括清洗预处理、电化学抛光处理和微弧氧化处理的顺序处理步骤。作为一个优选的实施例,步骤一:niti合金根管锉(含ni 51wt%)经过机械加工后,使用热碱液(25wt%na2co3,15wt%nahco3,12wt%naoh)浸泡3分钟除油后,使用去离子水漂洗干净;
29.步骤二:以niti合金根管锉为阳极,铂片为阴极,置入抛光液(1.5ml/l氢氟酸,2.5ml/l硝酸;40ml/l乙酸)中,在0.6v电压下抛光10min,随后使用蒸馏水漂洗干净;
30.步骤三:将抛光后的根管锉进行微弧氧化,电解液成分为:0.1mol/l氢氧化钾,0.05mol/l六偏磷酸钠;以niti合金根管锉为正极,不锈钢工作槽为负极,控制溶液温度为38℃,正向及反向电压分别为200v和60v,频率1000hz,电流密度4a/cm2,时间8min。一般微弧氧化电压是》300v,但根管锉有其特殊形状和大小,在根管锉“刀刃”上起弧电压可小于300v,实际最低200v即可起弧。
31.微弧氧化后的niti合金根管锉经过蒸馏水清洗后风干,获得表面改性的根管锉。所述根管锉的氧化钛涂层粗糙度为ra 2.1,维氏硬度为625,和未经过表面处理相比,处理后的根管锉硬度和切削疲劳寿命分别提高了56.3%和48%。
32.实施例3
33.一种niti合金根管锉的表面改性方法,包括清洗预处理、电化学抛光处理和微弧氧化处理的顺序处理步骤。作为一个优选的实施例,步骤一:niti合金根管锉(含ni 51wt%)经过机械加工后,使用皂化剂、无水乙醇和丙酮除油,最后去离子水漂洗干净;
34.步骤二:以niti合金根管锉为阳极,铂片为阴极,置入抛光液(4%硫酸,10%氢氟酸,70%乙酸的水性溶液)中,溶液温度控制在25℃,恒流抛光10min,电流大小为10ma/cm2,随后使用蒸馏水漂洗干净;
35.步骤三:将抛光后的根管锉进行微弧氧化,电解液成分为:60g/lna2sio3和2g/l谷氨酸,ph值控制在4.5;以niti合金根管锉为正极,悬挂不锈钢或镍板为负极(或不锈钢槽为负极),控制溶液温度为40℃,正向及反向电压分别为210v和45v,频率100hz,电流密度5.5a/cm2,时间6min。
36.微弧氧化后的niti合金根管锉经过蒸馏水清洗后风干,获得表面改性的根管锉。所述根管锉的氧化钛涂层粗糙度为ra 2.5,维氏硬度为680,和未经过表面处理相比,处理后的根管锉硬度和切削疲劳寿命分别提高了70%和36%。
37.实施例4
38.一种niti合金根管锉的表面改性方法,包括清洗预处理、电化学抛光处理和微弧氧化处理的顺序处理步骤。作为一个优选的实施例,步骤一:niti合金根管锉(含ni 51wt%)经过机械加工后,使用热碱液(22wt%na2co3,25wt%nahco3,11wt%naoh),碱液温度为45℃,浸泡5分钟除油后,使用去离子水漂洗干净;
39.步骤二:以niti合金根管锉为阳极,铂片为阴极,置入抛光液(4ml/l氢氟酸,5ml/l硝酸,30ml/l乙酸)中,在0.3v电压下抛光8min,随后使用蒸馏水漂洗干净;
40.步骤三:将抛光后的根管锉进行微弧氧化,电解液成分为:0.2mol/l氢氧化钾,0.04mol/l六偏磷酸钠;以niti合金根管锉为正极,悬挂不锈钢或镍板为负极(或不锈钢槽为负极),控制溶液温度为35℃,正向及反向电压分别为220v和60v,频率30hz,电流密度4a/cm2,时间8min。
41.微弧氧化后的niti合金根管锉经过蒸馏水清洗后风干,获得表面改性的根管锉。所述根管锉的氧化钛涂层粗糙度为ra 1.8,维氏硬度为720,和未经过表面处理相比,处理后的根管锉硬度和切削疲劳寿命分别提高了80%和41%。
42.实施例5
43.一种niti合金根管锉的表面改性方法,包括清洗预处理、电化学抛光处理和微弧氧化处理的顺序处理步骤。作为一个优选的实施例,步骤一:niti合金根管锉(含ni 50.2wt%)经过机械加工后,使用皂化剂、无水乙醇和丙酮除油,最后去离子水漂洗干净;
44.步骤二:以niti合金根管锉为阳极,铂片为阴极,置入抛光液(42%硫酸,20%氢氟酸,40%乙酸水性溶液)中,恒流抛光0.2min,电流大小为500ma/cm2,时间10min,随后使用蒸馏水漂洗干净;
45.步骤三:将抛光后的根管锉进行微弧氧化,电解液成分为:70g/lna2sio3和3g/l谷氨酸,ph值控制在4.1;以niti合金根管锉为正极,悬挂不锈钢或镍板为负极(或不锈钢槽为负极),控制溶液温度为45℃,正向及反向电压分别为400v和45v,频率300hz,电流密度6a/cm2,时间6min。
46.微弧氧化后的niti合金根管锉经过蒸馏水清洗后风干,获得表面改性的根管锉。所述根管锉的氧化钛涂层粗糙度为ra 2.2,维氏硬度为655,和未经过表面处理相比,处理后的根管锉硬度和切削疲劳寿命分别提高了63.7%和46%。
47.综上,本发明公开的一种niti合金根管锉及其表面改性方法,所述改性方法包括清洗预处理、电化学抛光处理和微弧氧化处理的顺序处理步骤,其特征在于:所述清洗预处理包括皂化剂或碱液除油;所述电化学抛光处理的抛光液采用混合酸溶液,以所述niti合金根管锉为阳极,控制电压为0.3~0.6v,电流密度为10~500ma/cm2,处理时间0.2~
10min;所述微弧氧化处理的电解液为氢氧化钾、六偏磷酸钠的混合液或偏硅酸钠、谷氨酸的混合液,以所述niti合金根管锉为正极,采用脉冲电源,频率10~1000hz,电流密度4~15a/cm2。本发明将清洗预处理、电化学抛光和微弧氧化技术相适配,应用于niti合金根管锉的表面改性。表面改性后的根管锉具有良好的综合力学性能和延长的使用寿命。
48.本领域技术人员应该理解,本领域技术人员在结合现有技术以及上述实施例可以实现变化例,在此不做赘述。这样的变化例并不影响本发明的实质内容,在此不予赘述。
49.以上对本发明的较佳实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,其中未尽详细描述的设备和结构应该理解为用本领域中的普通方式予以实施;任何熟悉本领域的技术人员,在不脱离本发明技术方案范围情况下,都可利用上述揭示的方法和技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例,这并不影响本发明的实质内容。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均仍属于本发明技术方案保护的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。