1.本实用新型涉及轴承加工技术领域,具体涉及一种轴承车加工调心夹具。
背景技术:
2.轴承加工批量生产较为普遍,因此轴承车加工中的夹具是较为关键部分。车加工工件反复定位、夹紧及装夹工件需要夹具有自动定位,夹紧可靠、装夹工件迅速特点。才能满足轴承大批量生产要求。
3.目前,现有的三爪夹盘的工作原理为夹块的径向移动来夹紧工件的。夹块可根据加工工件尺寸大小进行调整。
4.其不足之处在于加工的工件是毛坯锻件,毛坯锻件外径尺寸、椭圆有一定的误差。而三爪夹块的夹持面是一个内圆弧面。由于毛坯外径表面不规则,造成装夹不稳定;若将工件夹持稳固,必须加大三爪夹盘的夹持压力,因而会造成工件变形;等加工完后,夹力消除后工件又恢复变形的状态;因此在加工薄壁件时,工件的圆度极容易超差,毛坯外径(外表面)很难将内表面加工成合格的内圆。
5.综上所述,现有的三爪夹盘在对轴承外圈进行加工时,由于轴承外圈的毛坯为锻件,毛坯的截面一般为椭圆状,再利用三爪夹盘进行夹持时,造成装夹不稳定的现象;若加大夹持力,并进行加工后,由于夹力消除后产品产生形变,无法满足轴承设计要求的问题。
技术实现要素:
6.本实用新型为解决现有的三爪夹盘在对轴承外圈进行加工时,由于轴承外圈的毛坯为锻件,毛坯的截面一般为椭圆状,再利用三爪夹盘进行夹持时,造成装夹不稳定的现象;若加大夹持力,并进行加工后,由于夹力消除后产品产生形变,无法满足轴承设计要求的问题,而提出一种轴承车加工调心夹具。
7.本实用新型的一种轴承车加工调心夹具,其具体结构包括定位块、定位销、固定螺栓、夹块、浮动夹块和三爪夹盘本体;
8.三爪夹盘本体上夹盘上表面边缘处沿圆周方向均匀的设有三个定位块,且定位块的轴线与三爪夹盘本体上夹爪的轴线共线设置,三爪夹盘本体上每个夹爪的上表面设有一个浮动夹块,且浮动夹块通过螺栓与三爪夹盘本体上的夹爪固定连接,浮动夹块的一侧端面为圆弧状,浮动夹块的上表面设有通孔,三爪夹盘本体上每个夹爪的上表面设有一个沉孔,浮动夹块上通孔的内部设有定位销,且定位销的底部插入三爪夹盘本体夹爪上的沉孔内部,浮动夹块的圆弧端面上均匀的设有两个夹块,且夹块通过固定螺栓与浮动夹块固定连接;
9.进一步的,所述的夹块的下表面加工有锯齿;
10.进一步的,所述的夹块为长方体状;
11.进一步的,所述的浮动夹块的圆弧端面上均匀的设有两个方形凹槽;
12.进一步的,所述的夹块的顶端插入到浮动夹块的圆弧端面上的方形凹槽内部;
13.进一步的,所述的浮动夹块的顶面两端分别设有一个沉头孔;
14.进一步的,所述的沉头孔的内部设有固定螺栓;
15.进一步的,在使用时,将三个浮动夹块分别安装在三爪夹盘本体上的三个夹爪上,并且每个浮动夹块的圆弧端面上均匀的设有两个夹块,且夹块通过固定螺栓与浮动夹块固定连接,从而将原来三爪夹盘的三个接触点增加为六个接触点,并且利用夹块的下表面加工有锯齿,即增加了摩擦力也相应地可减少夹力,从而满足对椭圆形的毛坯进行夹持,提高了装夹的稳定性;进而可以减少夹紧力,避免由于较大的夹力消除后产品产生形变,满足了轴承设计要求。
16.本实用新型与现有技术相比具有以下有益效果:
17.本实用新型克服了现有技术的缺点,采用三个浮动夹块分别通过螺栓安装在三爪夹盘本体上的三个夹爪上,并且每个浮动夹块的圆弧端面上均匀的设有两个夹块,且夹块通过固定螺栓与浮动夹块固定连接,从而将原来三爪夹盘的三个接触点增加为六个接触点,并且利用夹块的下表面加工有锯齿,即增加了摩擦力也相应地可减少夹力,从而满足对椭圆形的毛坯进行夹持,提高了装夹的稳定性;进而可以减少夹紧力,避免由于较大的夹力消除后产品产生形变,满足了轴承设计要求。
附图说明
18.图1为本实用新型所述的一种轴承车加工调心夹具的正视图;
19.图2为本实用新型所述的一种轴承车加工调心夹具中浮动夹块的正视图;
20.图3为本实用新型所述的一种轴承车加工调心夹具中夹块的侧视图。
具体实施方式
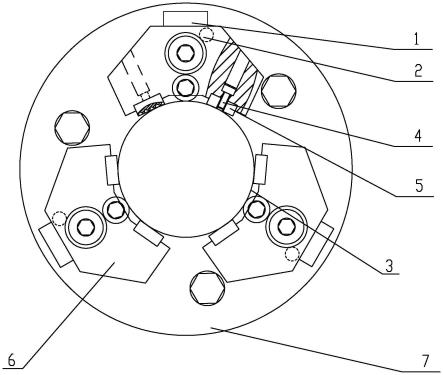
21.具体实施方式一:结合图1至图3说明本实施方式,本实施方式所述的一种轴承车加工调心夹具,其具体结构包括定位块1、定位销2、固定螺栓4、夹块5、浮动夹块6和三爪夹盘本体7;
22.三爪夹盘本体7上夹盘上表面边缘处沿圆周方向均匀的设有三个定位块1,且定位块1的轴线与三爪夹盘本体7上夹爪的轴线共线设置,三爪夹盘本体7上每个夹爪的上表面设有一个浮动夹块6,且浮动夹块6通过螺栓与三爪夹盘本体7上的夹爪固定连接,浮动夹块6的一侧端面为圆弧状,浮动夹块6的上表面设有通孔,三爪夹盘本体7上每个夹爪的上表面设有一个沉孔,浮动夹块6上通孔的内部设有定位销2,且定位销2的底部插入三爪夹盘本体7夹爪上的沉孔内部,浮动夹块6的圆弧端面上均匀的设有两个夹块5,且夹块5通过固定螺栓4与浮动夹块6固定连接;
23.本具体实施方式,在使用时,将三个浮动夹块6分别安装在三爪夹盘本体7上的三个夹爪上,并且每个浮动夹块6的圆弧端面上均匀的设有两个夹块5,且夹块5通过固定螺栓4与浮动夹块6固定连接,从而将原来三爪夹盘的三个接触点增加为六个接触点,并且利用夹块5的下表面加工有锯齿,即增加了摩擦力也相应地可减少夹力,从而满足对椭圆形的毛坯3进行夹持,提高了装夹的稳定性;进而可以减少夹紧力,避免由于较大的夹力消除后产品产生形变,满足了轴承设计要求。
24.具体实施方式二:结合图3说明本实施方式,本实施方式是对具体实施方式一所述
的夹具的进一步的限定,本实施方式所述的一种轴承车加工调心夹具,所述的夹块5的下表面加工有锯齿;
25.本具体实施方式,采用夹块5的下表面加工有锯齿,即增加了摩擦力也相应地可减少夹力,提高了装夹的稳定性。
26.具体实施方式三:结合图3说明本实施方式,本实施方式是对具体实施方式三所述的夹具的进一步的限定,本实施方式所述的一种轴承车加工调心夹具,所述的夹块5为长方体状。
27.具体实施方式四:结合图2说明本实施方式,本实施方式是对具体实施方式一所述的夹具的进一步的限定,本实施方式所述的一种轴承车加工调心夹具,所述的浮动夹块6的圆弧端面上均匀的设有两个方形凹槽。
28.具体实施方式五:结合图1和图2说明本实施方式,本实施方式是对具体实施方式三或四所述的夹具的进一步的限定,本实施方式所述的一种轴承车加工调心夹具,所述的夹块5的顶端插入到浮动夹块6的圆弧端面上的方形凹槽内部;
29.本具体实施方式,采用夹块5的顶端插入到浮动夹块6的圆弧端面上的方形凹槽内部,实现对夹块5进行限位。
30.具体实施方式六:结合图2说明本实施方式,本实施方式是对具体实施方式一所述的夹具的进一步的限定,本实施方式所述的一种轴承车加工调心夹具,所述的浮动夹块6的顶面两端分别设有一个沉头孔。
31.具体实施方式七:结合图2说明本实施方式,本实施方式是对具体实施方式六所述的夹具的进一步的限定,本实施方式所述的一种轴承车加工调心夹具,所述的沉头孔的内部设有固定螺栓4。
32.工作原理
33.在使用时,将三个浮动夹块6分别安装在三爪夹盘本体7上的三个夹爪上,并且每个浮动夹块6的圆弧端面上均匀的设有两个夹块5,且夹块5通过固定螺栓4与浮动夹块6固定连接,从而将原来三爪夹盘的三个接触点增加为六个接触点,并且利用夹块5的下表面加工有锯齿,即增加了摩擦力也相应地可减少夹力,从而满足对椭圆形的毛坯3进行夹持,提高了装夹的稳定性;进而可以减少夹紧力,避免由于较大的夹力消除后产品产生形变,满足了轴承设计要求。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。