1.本发明涉及扣合组装领域,尤其涉及一种扣合产品自动组装机。
背景技术:
2.扣合产品,需要将两种不同的零件扣合组装才能完成加工。
3.由于扣合产品的零部件不仅有定位要求,而且还存在配合压入的情况,所述现在大多数扣合产品的组装由人工来完成。
4.但由人工完成扣合产品的组装,需要一定的扣合力度把产品按压在一起,而且重复性很高,所以仅仅依靠人工作业,自动化程度低且工人劳动强度高,且效率低。
5.因此,有必要提供一种扣合产品自动组装机解决上述技术问题。
技术实现要素:
6.本发明提供一种扣合产品自动组装机,解决了扣合组装的方式效率低,人工劳动强度高的问题。
7.为解决上述技术问题,本发明提供的扣合产品自动组装机,包括:桌面、安装板;
8.电机,所述电机固定连接于桌面上;
9.防护罩,所述防护罩固定连接于安装板上,所述安装板顶部的一侧转动连接有连杆,所述安装板的顶部滑动连接有滑动底板,所述滑动底板的顶部固定连接有两个异形块;
10.活动杆,所述活动杆活动连接于防护罩的内部;
11.安装块,所述安装块固定连接于防护罩的顶部,所述安装块的内部活动连接有下压板,所述安装块的正面开设有滑动槽,所述安装块的正面且位于滑动槽的一侧转动连接有支板,所述支板的两侧均开设有凹槽,所述电机输出轴的一端固定连接于连杆的底部,所述连杆由两个转动杆转动连接组合而成,所述连杆底部的另一侧固定连接于滑动底板的顶部,所述异形块的顶部开设有一定的弧度形成高低面,所述活动杆的底端与异形块的顶部接触。
12.优选的,所述防护罩的内部固定连接有活动箱,所述活动箱的内部滑动连接有物料控制块,所述物料控制块的两侧均固定连接有滑动杆,所述物料控制块的外表面开设有s型滑槽;
13.优选的,两个所述异形块的一侧固定连接有推料板,所述推料板的顶部开设有限位槽,所述限位槽的内部滑动连接有限位板,所述限位板为倒t字型;
14.优选的,所述桌面的顶部固定连接有支撑框架,所述支撑框架用于支撑加高安装板的位置;
15.优选的,两个所述异形块的顶部均转动连接有转动控制块,所述转动控制块的一侧同时转动连接于活动箱的一侧;
16.优选的,所述转动控制块的内部开设有u型槽,u型槽的内部卡接滑动杆;
17.优选的,所述防护罩的外部套设有机箱,所述机箱的一侧开设有用于加工组装的
槽;
18.优选的,所述桌面的顶部从左往右依次固定连接有第一振动盘、第二振动盘,所述第一振动盘的出料口固定连接有第二送料轨道,所述第二振动盘的出料口固定连接有第一送料轨道,所述第一送料轨道与第二送料轨道均设置有直线振动器;
19.优选的,所述桌面的顶部且位于第一振动盘的一侧通过直杆固定连接有出料轨道;
20.优选的,所述桌面的顶部且位于出料轨道的一侧设置有筛选装置,所述筛选装置由感应器、气缸与安装部件组合而成。
21.与相关技术相比较,本发明提供的扣合产品自动组装机具有如下有益效果:
22.本发明提供一种扣合产品自动组装机,通过利用电机为动力源,经过连杆机构从而带动活动杆升降,从而联动支板转动,使得下压块进行升降运动,实现机器自动对产品进行扣合组装的功能,从而代替了人工扣合组装的方式,实现产品的自动组装的功能,达到高效率产出的效果,同时使工人的劳动强度极大的降低。
附图说明
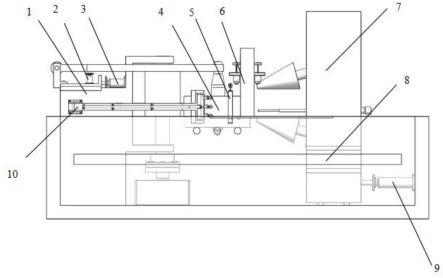
23.图1为本发明提供的扣合产品自动组装机的一种较佳实施例的结构示意图;
24.图2为本发明提供的组装装置正面的结构示意图;
25.图3为图1所示的机箱内部的结构示意图;
26.图4为本发明提供的组装装置背面的结构示意图;
27.图5为本发明提供的下压机构的结构示意图。
28.图中标号:1、第一振动盘,2、出料轨道,3、桌面,4、第二振动盘,5、机箱,6、第一送料轨道,7、第二送料轨道,8、连杆机构,9、安装板,10、支撑框架,11、活动杆,12、滑动杆,13、转动控制块,14、筛选装置,15、物料控制块,16、推料板,17、限位槽,18、限位板,19、滑动槽,20、安装块,21、下压块,22、支板,23、凹槽,24、活动箱,25、防护罩,801、电机,802、连杆,803、滑动底板,804、异形块。
具体实施方式
29.下面结合附图和实施方式对本发明作进一步说明。
30.请结合参阅图1、图2、图3、图4和图5,其中,图1为本发明提供的扣合产品自动组装机的一种较佳实施例的结构示意图;图2为本发明提供的组装装置正面的结构示意图;图3为图1所示的机箱内部的结构示意图;图4为本发明提供的组装装置背面的结构示意图;图5为本发明提供的下压机构的结构示意图。扣合产品自动组装机包括:桌面3、安装板9;
31.电机801,所述电机801固定连接于桌面3上;
32.防护罩25,所述防护罩25固定连接于安装板9上,所述安装板9顶部的一侧转动连接有连杆802,所述安装板9的顶部滑动连接有滑动底板803,所述滑动底板803的顶部固定连接有两个异形块804;
33.活动杆11,所述活动杆11活动连接于防护罩25的内部;
34.安装块20,所述安装块20固定连接于防护罩25的顶部,所述安装块20的内部活动连接有下压板21,所述安装块20的正面开设有滑动槽19,所述安装块20的正面且位于滑动
槽19的一侧转动连接有支板22,所述支板22的两侧均开设有凹槽23,所述电机801输出轴的一端固定连接于连杆802的底部,所述连杆802由两个转动杆转动连接组合而成,所述连杆802底部的另一侧固定连接于滑动底板803的顶部,所述异形块804的顶部开设有一定的弧度形成高低面,所述活动杆11的底端与异形块804的顶部接触,所述活动杆11位于防护罩25顶部外部的一侧通过横杆与支板22一侧的凹槽23啮合,所述下压块21位于滑动槽19的一侧通过横杆与支板22另一侧的凹槽23啮合。
35.所述防护罩25的内部固定连接有活动箱24,所述活动箱24的内部滑动连接有物料控制块15,所述物料控制块15的两侧均固定连接有滑动杆12,所述物料控制块15的外表面开设有s型滑槽。
36.两个所述异形块804的一侧固定连接有推料板16,所述推料板16的顶部开设有限位槽17,所述限位槽17的内部滑动连接有限位板18,所述限位板18为倒t字型。
37.所述桌面3的顶部固定连接有支撑框架10,所述支撑框架10用于支撑加高安装板9的位置,使加工装置与送料轨道处于同一水平面。
38.两个所述异形块804的顶部均转动连接有转动控制块13,所述转动控制块13的一侧同时转动连接于活动箱24的一侧。
39.所述转动控制块13的内部开设有u型槽,u型槽的内部卡接滑动杆12。
40.所述防护罩25的外部套设有机箱5,所述机箱5的一侧开设有用于加工组装的槽,且顶部设置有可滑动打开的滑门。
41.所述桌面3的顶部从左往右依次固定连接有第一振动盘1、第二振动盘4,所述第一振动盘1的出料口固定连接有第二送料轨道7,所述第二振动盘4的出料口固定连接有第一送料轨道6,所述第一送料轨道6与第二送料轨道7均设置有直线振动器。
42.所述桌面3的顶部且位于第一振动盘1的一侧通过直杆固定连接有出料轨道2。
43.所述桌面3的顶部且位于出料轨道2的一侧设置有筛选装置14,所述筛选装置14由感应器、气缸与安装部件组合而成,用于筛选不良产品进行剔除。
44.本发明提供的扣合产品自动组装机的工作原理如下:
45.整机工作流程如下:
46.1、上料模块:
47.两个产品分别从第一振动盘1、第二振动盘4进入第一送料轨道6、第二送料轨道7,然后进入组装的主体模块;
48.2、物料错位机构:
49.主体模块利用电机801的动力源,经过连杆机构8、电机801旋转带动连杆802运动,连杆802带动滑动底板803运动,实现前后的循环运动,再通过滑动底板803上的异形块804前移运动,由低位平滑过渡到高位台阶,由于高度差的存在,使得转动控制块13的角度产生变化,从较大角度变成小角度。由于支点位置固定,所以转动控制块13的另一端就拨动滑动杆12向前移动。滑动杆12带动物料控制块15沿着槽口向前移动。此时物料控制块15前端的物料被错位到某一个特定位置。相反,底板组件上的异形块804后移运动,由高位平滑过渡至低位台阶,由于高度差的存在,使得转动控制块13的角度产生变化,从较小角度变成大角度。由于支点位置固定,物料控制块15前端加装弹簧复位,所以转动控制块13的另一端就拨动滑动杆12向后移动。滑动杆12带动物料控制块15沿着槽口向后移动。此时物料控制块15
前端的物料被复位至初始位置。
50.在直线段移动过程中为错位机构的静止段,此时主体模块在执行其他动作。
51.3、推料机构:
52.安装板9上的滑动底板803前移运动,限位板18底部的销柱沿着限位槽17滑动,滑动到斜坡位置时,限位板18由于导槽的作用下和销柱的作用下向左运动。相反,安装板9上的滑动底板803后移时,限位板18底部的销柱沿着限位槽17滑动,滑动到斜坡位置时,限位板18由于导槽的作用下和销柱的作用下向右运动。
53.在直线段时为推料机构的静止段,此时主体模块在执行其他动作。
54.4、下压机构:
55.滑动底板803上的异形块804前移运动,由低位平滑过渡高位台阶,由于高度差的存在,使得活动杆11上升,顶块带动支板22上升,由于支点位置固定,所以支板22的另一端就拨动下压块21向下移动,此时物料被压合在一起。相反,滑动底板803上的异形块804后移时,活动杆11被弹簧下压往下复位,滑动到斜坡位置时,使得活动杆11下降,顶块带动支板22下降,由于支点位置固定,所以支板22的另一端就拨动下压块21向上移动,此时物料等待进入下压位。
56.在直线段时为下压机构的静止段,此时主体模块在执行其他动作。
57.5、下料机构:
58.出料轨道2的前方设有筛选装置14,如有不良品记录下来,物料移位至不良品位后,气缸拉动物料掉于良品槽外。
59.与相关技术相比较,本发明提供的扣合产品自动组装机具有如下有益效果:
60.通过利用电机801为动力源,经过连杆机构8从而带动活动杆11升降,从而联动支板22转动,使得下压块进行升降运动,实现机器自动对产品进行扣合组装的功能,从而代替了人工扣合组装的方式,实现产品的自动组装的功能,达到高效率产出的效果,同时使工人的劳动强度极大的降低。
61.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。