一种火花塞上密封组件加工装置
1.技术领域
2.本发明涉及火花塞生产设备技术领域,尤其涉及一种火花塞上密封组件加工装置。
背景技术:
3.已知火花塞是汽油机点火系统的重要元件,它可将高压电引入燃烧室,并使其跳过电极间隙而产生火花,从而点燃气缸中的可燃混合气。其火花塞一般主要由接线螺母、绝缘体(瓷绝缘体)、接线螺杆、中心电极、侧电极以及外壳组成,侧电极焊接在外壳上,如授权公告号为cn208368945u的中国实用新型专利,公开的y型侧电极火花塞。现在进行生产火花塞的时候需要进行切头、打平和打弯三道工序进行加工,但是对于火花塞的外壳包边口与绝缘体之间填充粉料,粉料上、下端均有挡粉圈,现有技术中一般都是上模头外壳包边口施加压力,外壳膨胀槽发生纵向弯曲,粉料因受压缩而致密,将该部位密封,大多采用的是热铆工艺以及相应设备制造生产火花塞,这样在生产制造过程中由于热铆工艺会对火花塞造成损伤,尤其是对外壳造成一定损伤,势必会对产品的合格率造成影响,以及后期使用过程中带来安全的隐患,因此亟需要通过改进相应的设备。
技术实现要素:
4.(一)需要解决的技术问题针对现有技术中的不足,本发明提供了一种火花塞上密封组件加工装置,其通过结束了传统过程中通过热铆方式来加工火花塞密封,其设计合理,大大降低了对火花塞本身造成的损伤,提高了产品的合格率,也有利于避免在后期使用过程中出现安全隐患的问题。
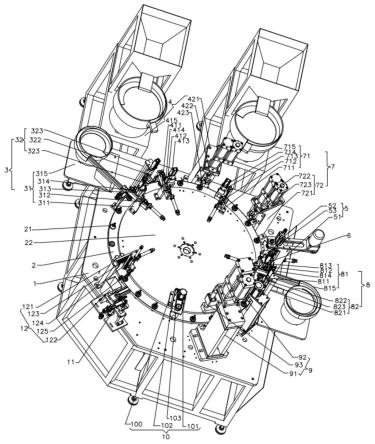
5.(二)需要解决的技术问题为了实现上述目的,本发明所采取的技术方案是:一种火花塞上密封组件加工装置,包括机台,所述机台上安装有旋转圆盘,所述旋转圆盘上安装有若干工装位,所述旋转圆盘连接有带动其旋转的转盘动力机构,所述机台上沿所述旋转圆盘的旋转方向,所述旋转圆盘中心设置有固定盘,在所述旋转圆盘的周围依次安装有第一次铁丝圈上料机构、第一次密封圈上料机构、铣粉机构、检测铣粉高度机构、第二次铁丝圈上料机构、第二次密封圈上料机、铆边机构、清扫机构、火花塞移料机构和不合格剔除机构。
6.优选地,所述第一次铁丝圈上料机构包括第一次铁丝圈进料装置和第一次铁丝圈压紧装置,所述第一次铁丝圈进料装置和第一次铁丝圈压紧装置沿着所述旋转圆盘的周围依次分布。所述第一次铁丝圈进料装置包括设置在所述固定盘上的第一次铁丝圈支座,所述第一次铁丝圈支座上设置有第一x向第一次铁丝圈导轨总成,所述第一x向第一次铁丝圈
导轨总成上设置有第一y向第一次铁丝圈导轨总成,所述第一y向第一次铁丝圈导轨总成上设置有第一次铁丝圈夹取装置,还包括第一次铁丝圈振动盘,所述第一次铁丝圈夹取装置将所述第一次铁丝圈振动盘传输过来的第一次铁丝圈安装到所述工装位上的火花塞上。所述第一次铁丝圈压紧装置包括设置在所述机台上的第一次铁丝圈压紧支座,所述第一次铁丝圈压紧支座上设置有第一y向第一次铁丝圈压紧导轨总成,所述第一y向压紧导轨总成上设置有第一压紧模具座。
7.优选地,所述第一次密封圈上料机构包括第一次密封圈进料装置和第一次密封圈压紧装置,所述第一次密封圈进料装置和第一次密封圈压紧装置沿着所述旋转圆盘的周围依次分布。所述第一次密封圈进料装置包括设置在所述固定盘上的第一次密封圈支座,所述第一次密封圈支座上设置有第一x向第一次密封圈导轨总成,所述第一x向第一次密封圈导轨总成上设置有第一y向第一次密封圈导轨总成,所述第一y向第一次密封圈导轨总成上设置有第一次密封圈夹取装置,还包括第一次密封圈振动盘,所述第一次密封圈夹取装置将所述第一次密封圈振动盘传输过来的第一次密封圈安装到所述工装位上的火花塞上。所述第一次密封圈压紧装置包括设置在所述机台上的第一次密封圈压紧支座,所述第一次密封圈压紧支座上设置有第一y向第一次密封圈压紧导轨总成,所述第一y向第一次密封圈压紧导轨总成上设置有第一次密封圈压紧模具座。
8.优选地,所述铣粉机构包括设置在所述机台上的铣粉基座,所述铣粉基座上设置有铣粉上下运动总成,所述铣粉上下运动总成上设置有铣粉旋转电机,所述铣粉旋转电机上设置有铣粉刀。
9.优选地,所述检测铣粉高度机构包括检测铣粉安装座,所述检测铣粉安装座上设置有检测铣粉升降运动总成,所述检测铣粉升降运动总成上设置有安装板,所述安装板上设置有滑动模具和检测组件,所述滑动模具上设置有被探测件;所述检测组件探测到所述被探测件时,通知后序的所述第二次铁丝圈上料机构、第二次密封圈上料机构、铆边机构、清扫机构和火花塞移料机构进行相应操作,否则通知后序的所述第二次铁丝圈上料机构、第二次密封圈上料机构、铆边机构、清扫机构和火花塞移料机构不进行相应操作,而不合格所述剔除机构进行相应的操作。所述滑动模具包括设置在所述安装板上下滑动的模芯,所述模芯上设置有复位弹簧,且所述模芯上部设置有所述被探测件。所述被探测件采用的是设置在所述滑动模具上部的铁圈套。所述检测组件包括设置在所述安装板上的立板,所述立板上设置有光纤传感器和指示灯,所述光纤传感器和指示灯相连接。
10.优选地,所述第二次铁丝圈上料机构包括第二次铁丝圈进料装置和第二次铁丝圈压紧装置,所述第二次铁丝圈进料装置和第二次铁丝圈压紧装置沿着所述旋转圆盘的周围依次分布。所述第二次铁丝圈进料装置包括设置在所述固定盘上的第二次铁丝圈支座,所述第二次铁丝圈支座上设置有第二x向第二次铁丝圈导轨总成,所述第二x向第二次铁丝圈导轨总成上设置有第二y向第二次铁丝圈导轨总成,所述第二y向第二次铁丝圈导轨总成上设置有第二次铁丝圈夹取装置,还包括第二次铁丝圈振动盘,所述第二次铁丝圈夹取装置将所述第二次铁丝圈振动盘传输过来的第二次铁丝圈安装到所述工装位上的火花塞上。所述第二次铁丝圈压紧装置包括设置在所述机台上的第二次铁丝圈压紧支座,所述第二次铁丝圈压紧支座上设置有第二y向第二次铁丝圈压紧导轨总成,所述第二y向压紧导轨总成上设置有第二压紧模具座。
11.优选地,所述第二次密封圈上料机构包括第二次密封圈进料装置和第二次密封圈压紧装置,所述第二次密封圈进料装置和第二次密封圈压紧装置沿着所述旋转圆盘的周围依次分布。所述第二次密封圈进料装置包括设置在所述固定盘上的第二次密封圈支座,所述第二次密封圈支座上设置有第二x向第二次密封圈导轨总成,所述第二x向第二次密封圈导轨总成上设置有第二y向第二次密封圈导轨总成,所述第二y向第二次密封圈导轨总成上设置有第二次密封圈夹取装置,还包括第二次密封圈振动盘,所述第二次密封圈夹取装置将所述第二次密封圈振动盘传输过来的第二次密封圈安装到所述工装位上的火花塞上。所述第二次密封圈压紧装置包括设置在所述机台上的第二次密封圈压紧支座,所述第二次密封圈压紧支座上设置有第二y向第二次密封圈压紧导轨总成,所述第二y向第一次密封圈压紧导轨总成上设置有第二次密封圈压紧模具座。
12.优选地,所述铆边机构包括铆边支撑座,所述铆边支撑座上设置有铆边驱动源,所述铆边驱动源上设置有无缸模具。
13.优选地,所述清扫机构包括设置在所述固定盘上的清扫座,所述清扫座上设置有清扫驱动源,所述清扫驱动源上设置有清扫刷。所述清扫刷外设置有外罩,所述外罩上设置有进口和出口。
14.优选地,所述火花塞移料机构包括设置在所述机台上的移料安装架,所述移料安装架上设置有动力源、导轨座和固定座,所述导轨座中设置有可以来回滑动的齿条,所述齿条与所述动力源固定连接,所述固定座上设置有活动轴,所述活动轴上设置有齿轮,所述齿轮与所述齿条啮合传动连接,所述活动轴上设置有连接板,所述连接板上设置有用于转运合格火花塞的夹手件。在所述固定座两侧的所述移料安装架上均设置有一支撑杆。
15.优选地,所述不合格剔除机构包括设置在所述机台上的不合格剔除固定架和不合格剔除料箱,所述不合格剔除固定架上设置有水平运行组件,所述水平运行组件上设置有上下运动组件,所述上下运动组件上设置有夹爪组件,所述不合格剔除料箱位于所述水平运行组件一侧。
16.(三)需要达到的技术效果与现有技术相比,本发明的有益效果是:其一,本发明在旋转圆盘的周围依次安装有第一次铁丝圈上料机构、第一次密封圈上料机构、铣粉机构、检测铣粉高度机构、第二次铁丝圈上料机构、第二次密封圈上料机、铆边机构、清扫机构、火花塞移料机构和不合格剔除机构,其通过结束了传统过程中通过热铆方式来加工火花塞密封,其设计合理,大大降低了对火花塞本身造成的损伤,提高了产品的合格率,也有利于避免在后期使用过程中出现安全隐患的问题。
17.其二,本发明此种设计出一种全自动化对火花塞进行多次密封加工操作,大大提高了火花塞的密封性能,也更加能够满足现在对火花塞性能的要求,而且自动化水平,大大提高了生产效率,更加适合批量化生产要求。
附图说明
18.图1为本发明结构示意图。
19.图2为本发明铣粉刀示意图。
20.图3为本发明检测铣粉高度机构示意图。
21.图4为本发明铆边机构结构示意图。
22.图5为本发明转轴上清扫刷结构示意图。
23.图6为本发明火花塞移料机构结构示意图。
24.图7为本发明火花塞移料机构整体示意图。
25.图中:1,机台;2,旋转圆盘;3,第一次铁丝圈上料机构;4,第一次密封圈上料机构;5,铣粉机构;6,检测铣粉高度机构;7,第二次铁丝圈上料机构;8,第二次密封圈上料机构;9,铆边机构;10,清扫机构;11,火花塞移料机构;12,不合格剔除机构;21,工装位;22,固定盘;31,第一次铁丝圈进料装置;32,第一次铁丝圈压紧装置;41,第一次密封圈进料装置;42,第一次密封圈压紧装置;51,铣粉基座;52,铣粉上下运动总成;53,铣粉刀;61,检测铣粉安装座;62,检测铣粉升降运动总成;63,安装板;64,滑动模具;65,检测组件;66,被探测件;71,第二次铁丝圈进料装置;72,第二次铁丝圈压紧装置;81,第二次密封圈进料装置;82,第二次密封圈压紧装置;91,铆边支撑座;92,铆边驱动源;93,无缸模具;100,清扫座;101,清扫驱动源;102,清扫刷;103,外罩;110,支撑杆;111,移料安装架;112,动力源;113,导轨座;114,固定座;115,齿条;116,活动轴;117,齿轮;118,连接板;119,夹手件;121,不合格剔除固定架;122,不合格剔除料箱;123,水平运行组件;124,上下运动组件;125,夹爪组件;311,第一次铁丝圈支座;312,第一x向第一次铁丝圈导轨总成;313,第一y向第一次铁丝圈导轨总成;314,第一次铁丝圈夹取装置;315,第一次铁丝圈振动盘;321,第一次铁丝圈压紧支座;322,第一y向第一次铁丝圈压紧导轨总成;323,第一压紧模具座;421,第一次密封圈支座;412,第一x向第一次密封圈导轨总成;413,第一y向第一次密封圈导轨总成;414,第一次密封圈夹取装置;415,第一次密封圈振动盘;421,第一次密封圈压紧支;422,第一y向第一次密封圈压紧导轨总成;423,第一次密封圈压紧模具座;641,模芯;642,复位弹簧;651,立板;652,光纤传感器;711,第二次铁丝圈支座;712,第二x向第二次铁丝圈导轨总成;713,第二y向第二次铁丝圈导轨总成;714,第二次铁丝圈夹取装置;715,第二次铁丝圈振动盘;721,第二次铁丝圈压紧支座;722,第二y向第二次铁丝圈压紧导轨总成;723,第二压紧模具座;811,第二次密封圈支座;812,第二x向第二次密封圈导轨总成;813,第二y向第二次密封圈导轨总成;814,第二次密封圈夹取装置;815,第二次密封圈振动盘;821,第二次密封圈压紧支座;822,第二y向第二次密封圈压紧导轨总成;823,第二次密封圈压紧模具座。
具体实施方式
26.在本发明的描述中,需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
27.在本发明的描述中,需要说明的是,术语“中心”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位,以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描
述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。“若干”的含义是一个或一个以上,除非另有明确具体的限定。
28.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
29.为使本发明的目的、技术方案和优点更加清楚明了,下面通过附图及实施例,对本发明进行进一步详细说明。但是应该理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
30.实施例一:参阅图1,一种火花塞上密封组件加工装置,包括机台1,机台1上安装有旋转圆盘2,旋转圆盘2上安装有若干工装位21,旋转圆盘2连接有带动其旋转的转盘动力机构,机台1上沿旋转圆盘2的旋转方向,旋转圆盘2中心设置有固定盘22,在旋转圆盘2的周围依次安装有第一次铁丝圈上料机构3、第一次密封圈(密封填料)上料机构4、铣粉机构5、检测铣粉高度机构6、第二次铁丝圈上料机构7、第二次密封圈(密封填料)上料机构8、铆边机构9、清扫机构10、火花塞移料机构11和不合格剔除机构12。而在本实施例中铣粉机构5和检测铣粉高度机构6设置在第二次铁丝圈上料机构7之后,这样在上完第二次铁丝圈之后更好的清理和检测,更加有利于满足生产需求。
31.实施例二:如图1所示,可在实施例一的基础上,第一次铁丝圈上料机构3包括第一次铁丝圈进料装置31和第一次铁丝圈压紧装置32,第一次铁丝圈进料装置31和第一次铁丝圈压紧装置32沿着旋转圆盘2的周围依次分布。其中第一次铁丝圈进料装置31包括设置在固定盘22上的第一次铁丝圈支座311,第一次铁丝圈支座311上设置有第一x向第一次铁丝圈导轨总成312,第一x向第一次铁丝圈导轨总成312上设置有第一y向第一次铁丝圈导轨总成313,第一y向第一次铁丝圈导轨总成313上设置有第一次铁丝圈夹取装置314,还包括第一次铁丝圈振动盘315,第一次铁丝圈夹取装置314将第一次铁丝圈振动盘315传输过来的第一次铁丝圈安装到工装位21上的火花塞上。其中第一次铁丝圈压紧装置32包括设置在机台1上的第一次铁丝圈压紧支座321,第一次铁丝圈压紧支座321上设置有第一y向第一次铁丝圈压紧导轨总成322,第一y向压紧导轨总成322上设置有第一压紧模具座323,第一次铁丝圈压紧模具座323通过对来的工装位21上火花塞的与第一次铁丝圈进行压紧与压实。第一次铁丝圈压紧模具座323上开有一容纳火花塞上部的第一腔体,从而实现压紧操作。
32.实施例三:如图1所示,可在实施例一或实施例二的基础上,第一次密封圈(密封填料)上料机构4包括第一次密封圈进料装置41和第一次密封圈压紧装置42,第一次密封圈进料装置41和第一次密封圈压紧装置42沿着旋转圆盘2的周围依次分布。第一次密封圈进料装置41包括设置在固定盘22上的第一次密封圈支座411,第一次密封圈支座411上设置有第一x向第一次密封圈导轨总成412,第一x向第一次密封圈导轨总成412上设置有第一y向第一次密封圈导轨总成413,第一y向第一次密封圈导轨总成413上设置有第一次密封圈夹取装置414,还包括第一次密封圈振动盘415,第一次密封圈夹取装置414将第一次密封圈振动盘415传输过来的第一次密封圈安装到工装位21上的火花塞上。其中第一次密封圈压紧装
置42包括设置在机台1上的第一次密封圈压紧支座421,第一次密封圈压紧支座421上设置有第一y向第一次密封圈压紧导轨总成422,第一y向第一次密封圈压紧导轨总成422上设置有第一次密封圈压紧模具座423,第一次密封圈压紧模具座423通过对来的工装位21上火花塞的与第一次密封圈进行压紧与压实。第一次密封圈压紧模具座423上开有一容纳火花塞上部的第二腔体,从而实现压紧操作。
33.实施例四:如图1所示,可在实施例一或实施例二或实施例三的基础上,铣粉机构5包括设置在机台1上的铣粉基座51,铣粉基座51上设置有铣粉上下运动总成52,铣粉上下运动总成52上设置有铣粉旋转电机,铣粉旋转电机上设置有铣粉刀53,在使用时,通过铣粉刀53向下运动到火花塞上部,然后通过铣粉旋转电机带动铣粉刀53在火花塞上部转动几圈,从而实现对火花塞上部的对安装第一次密封圈多余的余料进行铣掉。
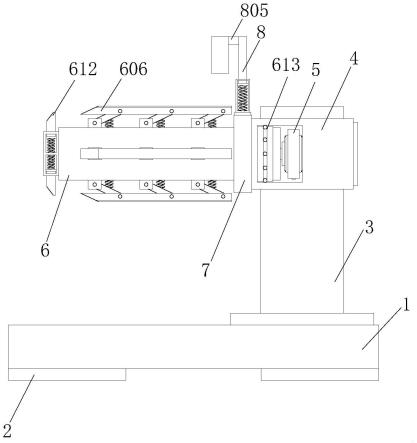
34.实施例五:如图1和图3所示,可在实施例一或实施例二或实施例三或实施例四的基础上,检测铣粉高度机构6包括检测铣粉安装座61,检测铣粉安装座61上设置有检测铣粉升降运动总成62,检测铣粉升降运动总成62上设置有安装板63,安装板63上设置有滑动模具64和检测组件65,滑动模具64上设置有被探测件66,检测组件65探测到被探测件66时,此时说明火花塞上有第一次密封圈,这样通知后序的第二次铁丝圈上料机构7、第二次密封圈(密封填料)上料机构8、铆边机构9、清扫机构10和火花塞移料机构11进行相应操作,否则通知后序的第二次铁丝圈上料机构7、第二次密封圈(密封填料)上料机构8、铆边机构9、清扫机构10和火花塞移料机构11不进行相应操作,而不合格剔除机构12进行相应的操作。想说明的是,滑动模具64包括设置在安装板63上下滑动的模芯641,模芯641上设置有复位弹簧642,且模芯641上部设置有被探测件66,在使用时,通检测铣粉升降运动总成62带动安装板63、滑动模具64和检测组件65整体向下运动,而当火花塞上有第二次密封圈时,从而促使模芯641向上运动到检测组件65位置,检测组件65检测到被探测件66时,此时说明火花塞上有安装第二次密封圈,而当模芯641向上运动到检测组件65位置过低或高于检测组件65时,此时说明没有安装第二次密封圈或超过一个第二次密封圈,此时为不合格,这样更加有利于实现剔除实现自动化操作。想说明的是,被探测件66采用的是设置在滑动模具64上部的铁圈套。对于检测组件65包括设置在安装板63上的立板651,立板651上设置有光纤传感器652和指示灯,光纤传感器652和指示灯相连接,通过指示灯亮起(红色)说明为合格产品,不亮说明不合格产品。
35.实施例六:如图1所示,可在实施例一或实施例二或实施例三或实施例四或实施例五的基础上,第二次铁丝圈上料机构7包括第二次铁丝圈进料装置71和第二次铁丝圈压紧装置72,第二次铁丝圈进料装置71和第二次铁丝圈压紧装置72沿着旋转圆盘2的周围依次分布。其中第二次铁丝圈进料装置71包括设置在固定盘22上的第二次铁丝圈支座711,第二次铁丝圈支座711上设置有第二x向第二次铁丝圈导轨总成712,第二x向第二次铁丝圈导轨总成712上设置有第二y向第二次铁丝圈导轨总成713,第二y向第二次铁丝圈导轨总成713上设置有第二次铁丝圈夹取装置714,还包括第二次铁丝圈振动盘715,第二次铁丝圈夹取装置714将第二次铁丝圈振动盘715传输过来的第二次铁丝圈安装到工装位21上的火花塞上。其中第二次铁丝圈压紧装置72包括设置在机台1上的第二次铁丝圈压紧支座721,第二次铁丝圈压紧支座721上设置有第二y向第二次铁丝圈压紧导轨总成722,第二y向压紧导轨总成722上设置有第二压紧模具座723,第二次铁丝圈压紧模具座723通过对来的工装位21
上火花塞的与第二次铁丝圈进行压紧与压实。第二次铁丝圈压紧模具座723上开有一容纳火花塞上部的第三腔体,从而实现压紧操作。
36.实施例七:如图1所示,可在实施例一或实施例二或实施例三或实施例四或实施例五或实施例六的基础上,第二次密封圈(密封填料)上料机构8包括第二次密封圈进料装置81和第二次密封圈压紧装置82,第二次密封圈进料装置81和第二次密封圈压紧装置82沿着旋转圆盘2的周围依次分布。第二次密封圈进料装置81包括设置在固定盘22上的第二次密封圈支座811,第二次密封圈支座811上设置有第二x向第二次密封圈导轨总成812,第二x向第二次密封圈导轨总成812上设置有第二y向第二次密封圈导轨总成813,第二y向第二次密封圈导轨总成813上设置有第二次密封圈夹取装置814,还包括第二次密封圈振动盘815,第二次密封圈夹取装置814将第二次密封圈振动盘815传输过来的第二次密封圈安装到工装位21上的火花塞上。其中第二次密封圈压紧装置82包括设置在机台1上的第二次密封圈压紧支座821,第二次密封圈压紧支座821上设置有第二y向第二次密封圈压紧导轨总成822,第二y向第一次密封圈压紧导轨总成822上设置有第二次密封圈压紧模具座823,第二次密封圈压紧模具座823通过对来的工装位21上火花塞的与第二次密封圈进行压紧与压实。第二次密封圈压紧模具座823上开有一容纳火花塞上部的第四腔体,从而实现压紧操作。
37.实施例八:如图1和图4所示,可在实施例一或实施例二或实施例三或实施例四或实施例五或实施例六或实施例七的基础上,铆边机构9包括铆边支撑座91,铆边支撑座91上设置有铆边驱动源92,铆边驱动源92上设置有无缸模具93,无缸模具93对火花塞上部进行压紧操作。其中铆边驱动源92采用的是气液增压缸。而无缸模具93上开有安装槽,安装槽沿着无缸模具93轴向分布,这样有利于容纳火花塞上部。
38.实施例九:如图1和图5所示,可在实施例一或实施例二或实施例三或实施例四或实施例五或实施例六或实施例七或实施例八的基础上,清扫机构10包括设置在固定盘22上的清扫座100,清扫座100上设置有清扫驱动源101,清扫驱动源101上设置有清扫刷102,通过清扫刷102对火花塞上部进行清理。还想说明的是,清扫刷102外设置有外罩103,外罩103上设置有进口和出口,避免由于火花塞在其中无法出入,而且也有利于观察,通过外罩103在清扫时避免多余脏物被清扫乱贱。想强调的是,清扫驱动源101采用的是电机,优选为步进电机,电机通过传输带连接有转轴,转轴上设置有清扫刷102。对于清扫刷102采用的是设置在转轴上相互对称分布的毛刷,这样有利于对火花塞上部密封圈垫清理更加干净。
39.实施例十:如图1、图6和图7所示,可在实施例一或实施例二或实施例三或实施例四或实施例五或实施例六或实施例七或实施例八或实施例九的基础上,火花塞移料机构11包括设置在机台1上的移料安装架111,移料安装架111上设置有动力源112、导轨座113和固定座114,导轨座113中设置有可以来回滑动的齿条115,齿条115与动力源112固定连接,固定座114上设置有活动轴116,活动轴116上设置有齿轮117,齿轮117与齿条115啮合传动连接,活动轴116上设置有连接板118,连接板118上设置有用于转运合格火花塞的夹手件119,此种有利于实现火花塞的转运操作。想说明的是,夹手件119包括设置在连接板118上的手指气缸,手指气缸上设置有夹手。对于本实施例中动力源112可采用的是气缸部件。在使用的是,通过动力源112带动齿条115在导轨座113中来回滑动,然后通过齿条115啮合传动齿轮117转动,齿轮117带动活动轴116来回180度转动,从而实现将火花塞进行转运操作。还想说明的是,在固定座114两侧的移料安装架111上均设置有一支撑杆110,支撑杆110分别位
于固定座114的两侧,其在连接板118转动到水平面时起到支撑连接板118的作用。
40.实施例十一:如图1所示,可在实施例一或实施例二或实施例三或实施例四或实施例五或实施例六或实施例七或实施例八或实施例九或实施例十的基础上,不合格剔除机构12包括设置在机台1上的不合格剔除固定架121和不合格剔除料箱122,不合格剔除固定架121上设置有水平运行组件123,水平运行组件123上设置有上下运动组件124,上下运动组件124上设置有夹爪组件125,不合格剔除料箱122位于水平运行组件123一侧,在使用时,通过上下运动组件124向下运动,通过夹爪组件125来抓取旋转圆盘2上工装位21转运过来的不合格产品火花塞,然后上下运动组件124向上运动,接下来通过水平运行组件123进行向不合格剔除料箱122一侧运行,通过上下运动组件124向下运动,最后上下运动组件124上的夹爪组件125松开,夹爪组件125不合格的产品火花塞掉落到不合格剔除料箱122中,然后上下运动组件124向上运动,水平运行组件123回复运动,上下运动组件124在向下运动,夹爪组件125来抓取旋转圆盘2的工装位21上不合格产品火花塞,如此循环往复,这样实现了自动剔除不合格产品火花塞。
41.实施例十二:可在实施例一或实施例二或实施例三或实施例四或实施例五或实施例六或实施例七或实施例八或实施例九或实施例十或实施例十一的基础上,其中还包括有控制器,旋转圆盘2、第一次铁丝圈上料机构3、第一次密封圈(密封填料)上料机构4、铣粉机构5、检测铣粉高度机构6、第二次铁丝圈上料机构7、第二次密封圈(密封填料)上料机构8、铆边机构9、清扫机构10、火花塞移料机构11和不合格剔除机构12均和控制器相连接,这样有利于进行调节与控制器。对于本发明中控制器可采用的是含有相关单片机或plc的控制器,此类技术对于本领域技术人员是只晓得,在此就不必详细说明。
42.在本发明中第二次密封圈(密封填料)指的是滑石粉为主的制作而成的粉色的粉圈。对于本发明中的光纤传感器也采用的是红外线探测器。
43.本技术文件中使用到的标准零件均可以从市场上购买,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉等常规手段,开关和处理器内部部件均采用现有技术中常规的型号,且其内部构造属于现有技术结构,工人根据现有技术手册就可完成对其进行正常操作,加上电路连接采用现有技术中常规的连接方式,在此不再作出具体叙述。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。