单g门扇护罩钣金成型工装
技术领域
1.本实用新型涉及钣金成型技术领域,具体来说涉及一种单g门扇护罩钣金成型工装。
背景技术:
2.门扇护罩是门的重要组成部分之一,其主要用来保护门扇,尽量避免门扇受雨水侵蚀。
3.根据专利号cn215145253u,公开(公告)日2021.12.14,公开的一种钣金护罩加工成型设备,包括成型台,所述成型台顶部的一侧通过螺栓安装有成型座,所述成型台底部内壁的一侧设置有液压缸,所述成型台底部内壁的一侧焊接有支撑架,所述支撑架的顶部活动连接有按压板,所述成型台的一侧活动插接有机顶件,所述机顶件的外壁上固定安装有连接板,所述连接板顶部的两侧均焊接有弹簧,所述弹簧的顶端焊接在成型台顶部的内壁,所述机顶件的底部通过螺栓安装有滚轮,所述成型台顶部的两侧均焊接有稳固杆,两个所述稳固杆之间焊接有顶板。该装置通过设置的机顶件与按压板,在按压板活动后,机顶件受到按压板的推动而移动上移,能够使成型后的加工件进行快速的取出,弹簧可拉动机顶件上下活动,能够满足机顶件的灵活移动;该装置通过设置的下压件与推移管,第一电机使螺纹杆转动,套管件带动外管在稳固杆的外部活动,套管件使推移管带动下压件下移,从而使下压件对不同厚度的加工件压动成型,且操作简便。
4.在包括上述专利的现有技术中,在生产门扇护罩中,需要操作者对原材料进行手工定位,再多次分段压弯,最后才能成型,而且在进行多次分段压弯时又容易出现受压位置不准的问题,导致弯折弧度不能保证,导致最后成型件难以把控,影响成品率。
技术实现要素:
5.本实用新型的目的是提供一种单g门扇护罩钣金成型工装,旨在解决传统门扇护罩加工时需要手工定位、多段弯折,工作效率低、工人体力负担大的问题。
6.为了实现上述目的,本实用新型提供一种单g门扇护罩钣金成型工装,包括机架,所述机架上对称转动设置有模具,所述机架上活动设置有下压辊,所述机架上对称活动设置有定位块,所述模具上转动设置有受压轮,所述下压辊上设置有下压块,所述下压辊受驱下压以驱动所述下压块压迫受压轮并使所述模具靠拢。
7.作为优选,所述机架上设置有云台,所述云台上对称设置有液压缸。
8.作为优选,所述液压缸的输出端上的设置有安装架。
9.作为优选,所述安装架上转动设置有下压辊,所述安装架上固定安装有下压块。
10.作为优选,所述下压块的底部对称设置有斜坡。
11.作为优选,所述模具的顶部设置有引导辊。
12.作为优选,所述模具侧面的中部与机架转动连接。
13.作为优选,所述模具侧面的一端与所述机架之间设置有弹簧。
14.作为优选,所述定位块具体为l形板件。
15.在上述技术方案中,本实用新型提供的一种单g门扇护罩钣金成型工装,具备以下有益效果:在加工门扇护罩时,先根据需要加工的门扇护罩的尺寸调整两定位块之间的距离,直至两定位块刚好卡在毛坯底板的两侧,此时下压辊受驱向下移动,挤压毛坯底板,使毛坯底板逐渐进入两模具之间,下压块随下压辊向下移动,并抵推模具上的受压轮,使模具转动靠拢,两模具的上口逐渐收拢,毛坯底板也逐渐成型,当下压辊移动至预定位置后,停止下压并逐渐上升,此时可以将成型的门扇护罩取出,受压轮在受压时会转动,减少与下压块之间的摩擦,延长使用寿命,下压辊在下压的过程中也可以转动,方便送料,整个过程只需要一次定位和弯折,相较于传统的多次定位、分段弯折的加工方式,生产效率大大提高。
附图说明
16.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
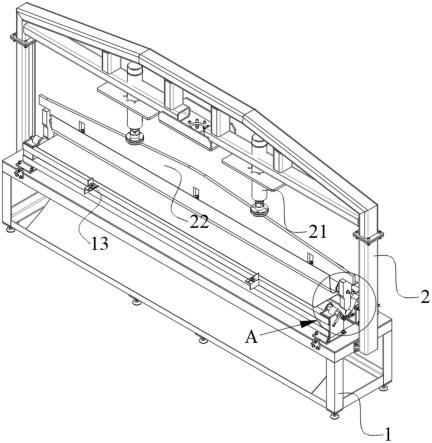
17.图1为本实用新型实施例提供的总体结构示意图;
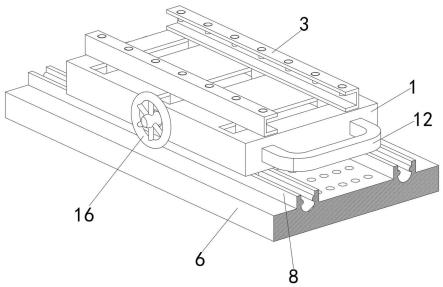
18.图2为图1中a处放大图。
19.附图标记说明:
20.1、机架;11、模具;111、受压轮;112、引导辊;113、弹簧;12、下压辊;121、下压块;13、定位块;2、云台;21、液压缸;22、安装架。
具体实施方式
21.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面将结合附图对本实用新型作进一步的详细介绍。
22.如图1-2所示,一种单g门扇护罩钣金成型工装,包括机架1,机架1上对称转动设置有模具11,机架1上活动设置有下压辊12,机架1上对称活动设置有定位块13,模具11上转动设置有受压轮111,下压辊12上设置有下压块121,下压辊12受驱下压以驱动下压块121压迫受压轮111并使模具11靠拢。
23.上述技术方案中,在加工门扇护罩时,先根据需要加工的门扇护罩的尺寸调整两定位块13之间的距离,直至两定位块13刚好卡在毛坯底板的两侧,并用螺栓固定,此时下压辊12受驱向下移动,挤压毛坯底板,使毛坯底板逐渐进入两模具11之间,下压块121随下压辊12向下移动,并抵推模具11上的受压轮111,使模具11转动靠拢,两模具11的上口逐渐收拢,毛坯底板也逐渐成型,当下压辊12移动至预定位置后,停止下压并逐渐上升,此时可以将成型的门扇护罩取出,受压轮111在受压时会转动,减少与下压块121之间的摩擦,延长使用寿命,下压辊12在下压的过程中也可以转动,方便送料,整个过程只需要一次定位和弯折,相较于传统的多次定位、分段弯折的加工方式,生产效率大大提高。
24.作为本实用进一步提供的实施例,如图1-2所示,机架1上设置有云台2,云台2上对称设置有液压缸21,液压缸21的输出端上的设置有安装架22,安装架22上转动设置有下压辊12,安装架22上固定安装有下压块121,下压块121的底部对称设置有斜坡;在加工门扇护罩时,先根据需要加工的门扇护罩的尺寸调整两定位块13之间的距离,直至两定位块13刚
好卡在毛坯底板的两侧,并用螺栓固定,此时云台2上的液压缸21的输出端向下移动,继而带动安装架22向下移动,安装架22带着下压辊12向下移动,挤压毛坯底板,毛坯底板在引导辊112的引导下逐渐进入两模具11之间,下压块121随下压辊12向下移动,并抵推模具11上的受压轮111,使模具11转动靠拢,两模具11的上口逐渐收拢,毛坯底板也逐渐成型,当下压辊12触碰到行程开关时,下压辊12停止下压动作并逐渐上升,弹簧113拉动模具11,使两模具11的上口张开,此时可以将成型的门扇护罩取出,受压轮111在受压时会转动,减少与下压块121之间的摩擦,延长使用寿命,下压辊12在下压的过程中也可以转动,方便送料,整个过程只需要一次定位和弯折,相较于传统的多次定位、分段弯折的加工方式,生产效率大大提高。
25.作为本实用进一步提供的再一个实施例,如图1-2所示,模具11的顶部设置有引导辊112,方便引导毛坯底板进入两模具11之间。
26.作为本实用进一步提供的又一个实施例,如图1-2所示,模具11侧面的中部与机架1转动连接,模具11侧面的一端与机架1之间设置有弹簧113;在加工门扇护罩时,先根据需要加工的门扇护罩的尺寸调整两定位块13之间的距离,直至两定位块13刚好卡在毛坯底板的两侧,并用螺栓固定,此时云台2上的液压缸21的输出端向下移动,继而带动安装架22向下移动,安装架22带着下压辊12向下移动,挤压毛坯底板,毛坯底板在引导辊112的引导下逐渐进入两模具11之间,下压块121随下压辊12向下移动,并抵推模具11上的受压轮111,使模具11转动靠拢,两模具11的上口逐渐收拢,毛坯底板也逐渐成型,当下压辊12触碰到行程开关时,下压辊12停止下压动作并逐渐上升,弹簧113拉动模具11,使两模具11的上口张开,此时可以将成型的门扇护罩取出,受压轮111在受压时会转动,减少与下压块121之间的摩擦,延长使用寿命,下压辊12在下压的过程中也可以转动,方便送料,整个过程只需要一次定位和弯折,相较于传统的多次定位、分段弯折的加工方式,生产效率大大提高。
27.进一步的,如图1所示,定位块13具体为l形板件,两l形板件能够形成限位空间,方便给毛坯底板定位。
28.以上只通过说明的方式描述了本实用新型的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本实用新型的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本实用新型权利要求保护范围的限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。