:
1.本实用新型涉及卡簧装配技术领域,特指一种检针入簧机。
背景技术:
2.卡簧(外文名circlip),也叫挡圈或扣环,属于紧固件的一种,供装在机器、设备的轴槽或孔槽中,起着阻止轴上或孔上的零件轴向运动的作用。
3.目前市面上对于在针式工件上安装卡簧通常采用手工装配,由于工件和相应的卡簧比较小,安装起来非常不便,导致安装效率低,费时费力,且容易造成工人眼镜疲劳,久而久之对工人眼镜造成伤害,影响工人身心健康。
4.有鉴于此,本发明人提出以下技术方案。
技术实现要素:
5.本实用新型的目的在于克服现有技术的不足,提供一种检针入簧机。
6.为了解决上述技术问题,本实用新型采用了下述技术方案:该检针入簧机,包括:机架、安装于所述机架上并用于堆叠放置卡簧的上料治具、设置于所述上料治具下方并用于推动所述卡簧装配的卡装装置、以可移动的方式安装于所述机架上并用于定位工件的定位装置、设置于所述定位装置旁侧的出料导槽、安装于所述机架上并用于推动所述工件掉落所述出料导槽内的下料推板及安装于所述机架上并用于驱动所述定位装置移动与所述卡装装置对接的移动模组,所述出料导槽与所述下料推板分别位于所述定位装置的两侧。
7.进一步而言,上述技术方案中,所述卡装装置包括有安装于所述机架上端的第一支架、安装于所述第一支架底部的第一导轨、安装于所述第一导轨上的第一移动座、安装于所述第一移动座上的上料推板及安装于所述第一支架上并用于驱动所述第一移动座带动所述上料推板沿所述第一导轨移动的第一驱动装置,所述第一导轨垂直于所述定位装置。
8.进一步而言,上述技术方案中,所述上料治具安装于所述第一支架上,且该上料治具下端与所述上料推板上端面接触;所述上料推板前端成型有与所述工件对接的第一u型槽,该第一u型槽上端成型有用于定位所述卡簧的沉槽。
9.进一步而言,上述技术方案中,所述定位装置包括有用于定位所述工件下端的定位座及用于定位所述工件上端的定位块,该定位块上成型有第二u型槽。
10.进一步而言,上述技术方案中,所述移动模组包括有安装于所述机架上端的第二支架、安装于所述第二支架上并与所述卡装装置垂直的第二导轨、安装于所述第二导轨上并用于承载所述定位块的第二移动座、安装于所述第二移动座上并垂直于所述第二导轨的第三导轨、安装于所述第三导轨上并用于承载所述定位座的第三移动座及安装于所述第二支架上并用于驱动所述第二移动座沿所述第二导轨移动的第二驱动装置,所述第二支架上安装有一侧倾斜的梯形挡块,所述第三移动座上安装有贯穿所述第二移动座并与所述梯形挡块倾斜面接触的推动杆。
11.进一步而言,上述技术方案中,所述定位座安装于所述第三移动座上端,且该定位
座上成型有用于定位所述工件的定位孔;所述第二u型槽位于所述定位孔上方,且所述定位座可相对所述第二u型槽升降移动,所述出料导槽安装于所述第三移动座上端。
12.进一步而言,上述技术方案中,所述第二驱动装置与所述第二移动座分别位于所述第二支架两侧并通过贯穿所述第二支架的连接板连接,所述第二支架上成型有用于供所述连接板穿过的第一条形孔。
13.进一步而言,上述技术方案中,所述机架的前面板上安装有启动开关和停止开关,该前面板上成型有用于供所述第二移动座和所述第三移动座穿出并能够水平移动的行程孔。
14.进一步而言,上述技术方案中,所述下料推板包括有安装于所述机架上的支撑板及安装于所述支撑板上端并一端延伸至所述第二u型槽上的l型推板,所述上料治具一侧成型有用于安装所述卡簧的t型凸起。
15.采用上述技术方案后,本实用新型与现有技术相比较具有如下有益效果:本实用新型中采用将卡簧堆叠放置到上料治具中,由卡装装置将卡簧逐个从上料治具中推出安装到工件上,而同时,工件由人工放置到定位装置上,再由移动模组将工件移动到与卡装装置对接碰撞,使卡簧卡装到工件上,随后工件被移动模组带动回退,由下料推板将工件推落到出料导槽中完成出料,整个过程中只需人工将工件和卡簧分别放置到定位装置和出料导槽上即可,省时省力,装配效率高,能够降低工人劳动强度,保护工人身心健康。
附图说明:
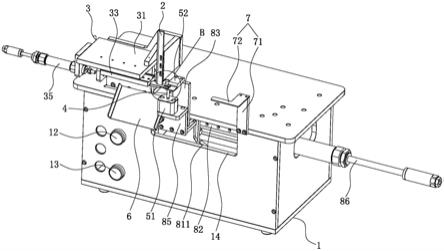
16.图1是本实用新型的立体图一;
17.图2是图1中a处的局部放大图;
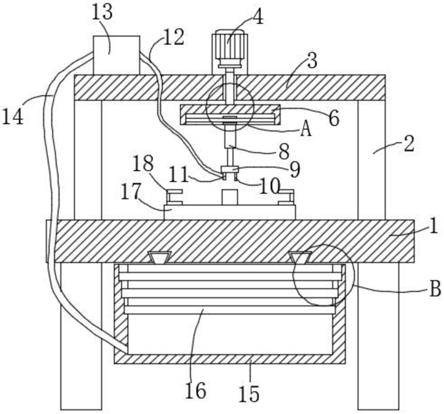
18.图3是本实用新型的立体图二;
19.图4是图3中b处的局部放大图;
20.图5是本实用新型中移动模组的分解图。
具体实施方式:
21.下面结合具体实施例和附图对本实用新型进一步说明。
22.见图1至图5所示,为一种检针入簧机,其包括:机架1、安装于所述机架1上并用于堆叠放置卡簧的上料治具2、设置于所述上料治具2下方并用于推动所述卡簧装配的卡装装置3、以可移动的方式安装于所述机架1上并用于定位工件4的定位装置5、设置于所述定位装置5旁侧的出料导槽6、安装于所述机架1上并用于推动所述工件4掉落所述出料导槽6内的下料推板7及安装于所述机架1上并用于驱动所述定位装置5移动与所述卡装装置3对接的移动模组8,所述出料导槽6与所述下料推板7分别位于所述定位装置5的两侧。采用将卡簧堆叠放置到上料治具2中,由卡装装置3将卡簧逐个从上料治具2中推出安装到工件4上,而同时,工件4由人工放置到定位装置5上,再由移动模组8将工件4移动到与卡装装置3对接碰撞,使卡簧卡装到工件4上,随后工件4被移动模组8带动回退,由下料推板7将工件4推落到出料导槽6中完成出料,整个过程中只需人工将工件4和卡簧分别放置到定位装置5和出料导槽6上即可,省时省力,装配效率高,能够降低工人劳动强度,保护工人身心健康。
23.所述卡装装置3包括有安装于所述机架1上端的第一支架31、安装于所述第一支架
31底部的第一导轨32、安装于所述第一导轨32上的第一移动座33、安装于所述第一移动座33上的上料推板34及安装于所述第一支架31上并用于驱动所述第一移动座33带动所述上料推板34沿所述第一导轨32移动的第一驱动装置35,所述第一导轨32垂直于所述定位装置5。所述第一驱动装置35为气缸。
24.所述上料治具2安装于所述第一支架31上,且该上料治具2下端与所述上料推板34上端面接触;所述上料推板34前端成型有与所述工件4对接的第一u型槽341,该第一u型槽341上端成型有用于定位所述卡簧的沉槽。
25.所述定位装置5包括有用于定位所述工件4下端的定位座51及用于定位所述工件4上端的定位块52,该定位块52上成型有第二u型槽521。
26.所述移动模组8包括有安装于所述机架1上端的第二支架81、安装于所述第二支架81上并与所述卡装装置3垂直的第二导轨82、安装于所述第二导轨82上并用于承载所述定位块52的第二移动座83、安装于所述第二移动座83上并垂直于所述第二导轨82的第三导轨84、安装于所述第三导轨84上并用于承载所述定位座51的第三移动座85及安装于所述第二支架81上并用于驱动所述第二移动座83沿所述第二导轨82移动的第二驱动装置86,所述第二支架81上安装有一侧倾斜的梯形挡块811,所述第三移动座85上安装有贯穿所述第二移动座83并与所述梯形挡块811倾斜面接触的推动杆851。所述梯形挡块811位于两条第二导轨82之间。所述推动杆851端部安装有与所述梯形挡块811斜面接触的滚轮852。所述第二驱动庄主86为气缸。
27.所述定位座51安装于所述第三移动座85上端,且该定位座51上成型有用于定位所述工件4的定位孔511;所述第二u型槽521位于所述定位孔511上方,且所述定位座51可相对所述第二u型槽521升降移动,所述出料导槽6安装于所述第三移动座85上端。采用将第三移动座85浮动安装于第二移动座83上,通过在第二移动座83上设置工件4上料感应开关,在将工件4安装到定位孔511中后,继续向下按压一下,使第三移动座85向下产生位移进而触发感应开关,从而使第二驱动装置86推动第二移动座83带动工件4向卡装装置3移动,在此过程中推动杆851与梯形挡块811接触抵压带动第三移动座85沿斜面上升,使工件4上部移动到第二u型槽521内进行定位,同时,第一驱动装置35驱动上料推板34将卡簧向工件4推送,最终将卡簧卡装到工件4上。而在卡簧与工件4完成装配后,由第二驱动装置86带动工件4回退到下料推板7处,由下料推板7将工件4推落到出料导槽6中,随后第三移动座85受重力带动定位座51下降到最低端,以便于工件4的安装。
28.所述第二驱动装置86与所述第二移动座83分别位于所述第二支架81两侧并通过贯穿所述第二支架81的连接板87连接,所述第二支架81上成型有用于供所述连接板87穿过的第一条形孔812。所述第二移动座83上成型有供所述推动杆851穿过并能够上下移动的第二条形孔731。
29.所述机架1的前面板11上安装有启动开关12和停止开关13,该前面板11上成型有用于供所述第二移动座83和所述第三移动座85穿出并能够水平移动的行程孔14。所述行程孔14位于两条第二导轨82之间。
30.所述下料推板7包括有安装于所述机架1上的支撑板71及安装于所述支撑板71上端并一端延伸至所述第二u型槽521上的l型推板72,所述上料治具2一侧成型有用于安装所述卡簧的t型凸起21。
31.综上所述,本实用新型使用时,首先由将若干个卡簧放置到上料治具2上,再将工件4放置到定位座51的定位孔511内;进一步,在工件4放置到定位座51后给其一个向下的推力,以触发移动模组8和卡装装置3工作;进一步,第一驱动装置35驱动上料推板34将上料治具2最下端的卡簧向前推出,同时,第二驱动装置86驱动第二移动座83向卡装装置3移动靠拢,在第三移动座85移动过程中推动杆851会与梯形挡块811的斜面接触抵压,进而将第三移动座85从下端向上推动,使工件4的上部伸入第二u型槽521内,之后工件4的上部随第二移动座83移动到第一u型槽341中,将卡簧装配到工件4的上部,完成卡簧安装;进一步,第一驱动装置35带动上料推板34回退,使第一u型槽521移动到下料治具2的下端,使卡簧从下料治具2中落入到第一u型槽521内;进一步,第二驱动装置86带动第二移动座83退回到下料推板7处,由下料推板7将工件4推落到出料导槽6中,完成下料,随后第三移动座85由于重力作用自动下降到最下端,以便于工件4的安装。
32.当然,以上所述仅为本实用新型的具体实施例而已,并非来限制本实用新型实施范围,凡依本实用新型申请专利范围所述构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型申请专利范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。