1.本发明涉及排水网生产技术领域,具体是一种排水网加工模具及加工工艺。
背景技术:
2.排水网又名土工排水板、隧道排放水板、排放水板,是指由立体结构的塑料网双面粘接渗水土工布组成,可替代传统的沙粒和砾石层,主要用于垃圾填埋场、路基和隧道内壁的排水材料。在地基和底基之间铺设排水网,用于排出地基与底基之间积水,阻断毛细水并有效地结合到边缘排水系统中;在底基层铺设排水网能够防止底基细料进入地基层;道路老化、裂缝形成后,大部分雨水就会进入断面中,在这种情况下,把排水网直接铺设在路面下,代替可排水地基。
3.在不增加原材料重量的情况下,在达到目前现有三维排水网所具备层高的同时,提高产品所生产的平方数,从而达到提高产品排水率和抗压度等特性的同时,保证一定的延展性能并大幅度降低排水网的生产成本。
4.现在的三维排水网,先生产出平面网格之后再增加一道工序,压制出立体的支撑结构或者再用热塑的方式增加支撑结构,生产成本高,工作程序复杂。
技术实现要素:
5.发明目的:本发明目的在于针对现有技术中三维排水网生产成本高和工序复杂的问题,提供一种排水网加工模具及一种排水网加工工艺。
6.技术方案:一种排水网加工模具,挤出机为圆柱形且其下部设有挤出孔,所述模具安装在所述挤出机的下部,所述模具包括对合连接的上部套筒和下部套筒,所述上部套筒外侧套设有可上下移动的移动套筒;所述上部套筒为圆柱形,其内径从上至下依次递增,其下端口处设有一圈间隔设置的缺口;所述下部套筒,其外径从上至下依次递增,其上端的外侧面上设有多个间隔设置的凸出件;带有凸出件的下部套筒的最大外径与所述上部套筒的外径相同,所述缺口位于相邻所述凸出件之间;所述上部套筒和下部套筒均套设在所述挤出机的下部,所述上部套筒的上端内侧面、所述下部套筒内侧面均与所述挤出机密封连接,所述挤出孔位于所述上部套筒的内侧面与所述下部套筒的上端面之间;所述移动套筒通过上下移动封闭或打开所述缺口。
7.进一步的,所述挤出机的下端面设有向下凸出的第一凸台,所述第一凸台的下端面上设有第二凸台,所述第一凸台与所述第二凸台均为圆柱形且与所述挤出机同轴设置;所述挤出机的直径、第一凸台的直径、第二凸台的直径依次递减;所述挤出孔为环形孔,所述环形孔位于所述第一凸台的下端面上,且所述环形孔位于所述第二凸台的外侧。
8.进一步的,所述上部套筒的外侧设有环状固定件、若干第一螺栓、若干第二螺栓、若干第三螺栓;所述环状固定件的内径大于所述上部套筒的外径;所述上部套筒的上端面抵触在所述第一凸台的下端面上,所述挤出孔位于所述上部套筒的内侧;所述环状固定件的上端面抵触在所述挤出机的下端面上;所述上部套筒的外侧面上设有若干第一螺纹孔;
所述环状固定件上设有若干水平设置的第一通孔、若干水平设置的第二螺纹孔及若干垂直设置的第二通孔;所述第一螺栓从环状固定件的外侧面穿过所述第一通孔与所述第一螺纹孔螺纹连接;所述第二螺栓从环状固定件的外侧面穿过所述第二螺纹孔与所述上部套筒的外侧面抵触;所述挤出机的下端面边缘位置设有第三螺纹孔;所述第三螺栓从环状固定件的下端面穿过所述第二通孔与所述第三螺纹孔螺纹连接。
9.进一步的,所述下部套筒上设有若干垂直设置第三通孔,所述第二凸台的下端面边缘设有第四螺纹孔,所述下部套筒与所述第二凸台的下端面通过若干第四螺栓固定,所述第四螺栓从所述下部套筒的下端面穿过第三通孔与第四螺纹孔螺纹连接。
10.进一步的,所述移动套筒的上下移动由液压升降装置控制;所述移动套筒的外侧连接有扁平状的环状连接件,所述环状连接件的外径大于所述挤出机的外径;所述挤出机的上方设有水平设置的圆形件,所述圆形件和所述环状件通过若干垂直设置的第一连接杆连接为一体;所述液压升降装置设置在所述挤出机的上方,所述液压升降装置的液压杆垂直设置,且所述液压杆的下端与所述圆形件的中心处固定连接。
11.进一步的,所述缺口与所述凸出件的个数相同,均为210个;所述缺口为矩形,相邻所述凸出件之间的距离大于所述缺口的宽度。
12.本发明还公开了一种排水网加工工艺,包括如下步骤:步骤1)、将颜色助剂、增稠剂及聚丙烯聚或乙烯树脂颗粒加入到搅拌机中搅拌均匀;步骤2)、将搅拌均匀后的原料送至融化炉中融化成胶状原料;步骤3)、将胶状原料注入挤出机内,所述胶状原料从所述模具中流出,通过控制所述移动套筒的上下移动,形成带有网上支撑结构的网筒;步骤4)、所述步骤3)中形成的网筒下落至冷却池中,进行冷却。
13.进一步的,所述步骤4)中的冷却池中设有柱形支撑件,所述柱形支撑件的上端通过第二连接杆固定在所述挤出机的下方;所述步骤3)中形成的网筒下落套设在所述柱形支撑件的外侧,沿着所述柱形支撑件进入所述冷却池中。
14.进一步的,还包括步骤5)、所述冷却池中的网筒经过导向辊后,在对辊的作用下移出所述冷却池;所述导向辊设置在所述冷却池的边缘,所述导向辊和对辊之间设有悬空设置的割刀,所述割刀用于将网筒分割成平面状的排水网。
15.有益效果:1)本发明的排水网加工模具将网上支撑结构与排水网一体成型,网上支撑结构与排水网结合牢固,生产成本低,工序简单;2)本发明通过控制移动套筒的上下移动的速度可以控制支撑结构的宽度。
16.3)柱形支撑件的设置,使落入冷却池的网筒有个支撑力,便于冷却成型。
附图说明
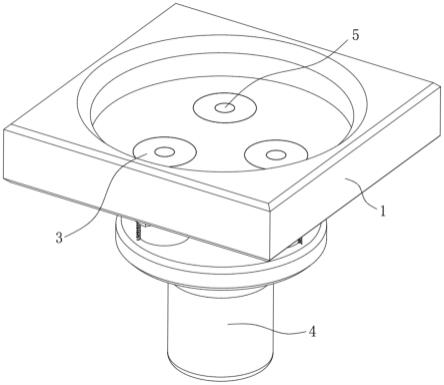
17.图1为本发明的排水网工艺流程示意图;图2为本发明模具与挤出机的位置结构示意图;图3为本发明上部套筒、下部套筒和移动套筒的位置结构示意图。
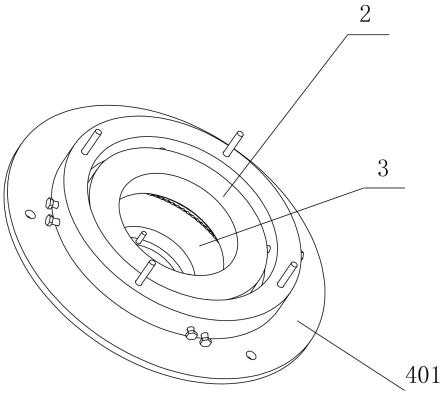
18.图4为本发明上部套筒的结构示意图;图5为本发明下部套筒的结构示意图;图6为本发明移动套筒的结构示意图;图7为本发明挤出机的结构示意图;图8为图2中a部分的放大结构示意图;图中标号:挤出机-1;挤出口-101;第三螺纹孔-102;第四螺纹孔-103;上部套筒-2;缺口-201;环状固定件-202;第一螺栓-203;第二螺栓-204;第三螺栓-205;下部套筒-3;凸出件-301;第四螺栓-302;移动套筒-4;环状连接件-401;控制装置-5;液压杆-501;圆形件-502;第一连接杆-503;搅拌机-6;熔化炉-7;冷却池8;柱形支撑件9 ;导向辊-10;对辊-11 ;割刀-12。
具体实施方式
19.下面通过附图对本发明技术方案进行详细说明,但是本发明的保护范围不局限于实施例。
20.如图2至图8所示,本实施例包括一种排水网加工模具,所述模具安装在所述挤出机1的下部,挤出机1为圆柱形且其下部设有挤出孔,所述挤出机1的下端面设有向下凸出的第一凸台,所述第一凸台的下端面上设有第二凸台,所述第一凸台与所述第二凸台均为圆柱形且与所述挤出机1同轴设置;所述挤出机1的直径、第一凸台的直径、第二凸台的直径依次递减;所述挤出孔为环形孔,所述环形孔位于所述第一凸台的下端面上,且所述环形孔位于所述第二凸台的外侧。
21.所述模具包括对合连接的上部套筒2和下部套筒3,所述上部套筒2外侧套设有可上下移动的移动套筒4;所述上部套筒2为圆柱形,其内径从上至下依次递增,其下端口处设有一圈间隔设置的缺口201;所述下部套筒3,其外径从上至下依次递增,其上端的外侧面上设有多个间隔设置的凸出件301;带有凸出件301的下部套筒3的最大外径与所述上部套筒2的外径相同,所述缺口201位于相邻所述凸出件301之间;所述上部套筒2和下部套筒3均套设在所述挤出机1的下部,所述上部套筒2的上端内侧面、所述下部套筒3内侧面均与所述挤出机1密封连接,所述挤出孔位于所述上部套筒2的内侧面与所述下部套筒3的上端面之间;所述移动套筒4通过上下移动打开或封闭所述缺口201。
22.所述上部套筒2的外侧设有环状固定件202、若干第一螺栓203、若干第二螺栓204、若干第三螺栓205;所述环状固定件202的内径大于所述上部套筒2的外径;所述上部套筒2的上端面抵触在所述第一凸台的下端面上,所述挤出孔位于所述上部套筒2的内侧;所述环状固定件202的上端面抵触在所述挤出机1的下端面上;所述上部套筒2的外侧面上设有若干第一螺纹孔;所述环状固定件202上设有若干水平设置的第一通孔、若干水平设置的第二螺纹孔及若干垂直设置的第二通孔;所述第一螺栓203从环状固定件202的外侧面穿过所述第一通孔与所述第一螺纹孔螺纹连接;所述第二螺栓204从环状固定件202的外侧面穿过所述第二螺纹孔与所述上部套筒2的外侧面抵触;所述挤出机1的下端面边缘位置设有第三螺纹孔102;所述第三螺栓205从环状固定件202的下端面穿过所述第二通孔与所述第三螺纹孔102螺纹连接。
23.所述下部套筒3上设有若干垂直设置第三通孔,所述第二凸台的下端面边缘设有
第四螺纹孔103;所述下部套筒3与所述第二凸台的下端面通过若干第四螺栓302固定,所述第四螺栓302从所述下部套筒3的下端面穿过第三通孔与第四螺纹孔103螺纹连接。
24.所述移动套筒4的上下移动由液压升降装置控制;所述移动套筒4的外侧连接有扁平状的环状连接件401,所述环状连接件401的外径大于所述挤出机1的外径;所述挤出机1的上方设有水平设置的圆形件502,所述圆形件502和所述环状件通过若干垂直设置的第一连接杆503连接为一体;所述液压升降装置设置在所述挤出机1的上方,所述液压升降装置的液压杆501垂直设置,且所述液压杆501的下端与所述圆形件502的中心处固定连接。
25.所述缺口201与所述凸出件301的个数相同,均为210个;所述缺口201为矩形,相邻所述凸出件301之间的距离大于所述缺口201的宽度。
26.如图1所示,本实施例还公开了一种排水网加工工艺,包含本实施例中所述的模具,包括如下步骤:步骤1)、将颜色助剂、增稠剂及聚丙烯聚或乙烯树脂颗粒加入到搅拌机6中搅拌均匀;步骤2)、将搅拌均匀后的原料送至融化炉中融化成胶状原料;步骤3)、将胶状原料注入挤出机1内,所述胶状原料从所述模具中流出,通过控制所述移动套筒4的上下移动,形成带有网上支撑结构的网筒;步骤4)、所述步骤3)中形成的网筒下落至冷却池8中,进行冷却;所述冷却池8中设有柱形支撑件9,所述柱形支撑件9的上端通过第二连接杆固定在所述挤出机1的下方;所述步骤3)中形成的网筒下落套设在所述柱形支撑件9的外侧,沿着所述柱形支撑件9进入所述冷却池8中。
27.步骤5)、所述冷却池8中的网筒经过导向辊10后,在对辊11的作用下移出所述冷却池8;所述导向辊10设置在所述冷却池8的边缘,所述导向辊10和对辊11之间设有悬空设置的割刀12,所述割刀12用于将网筒分割成平面状的排水网。
28.本发明中,带有支撑结构的网筒形成原理:1)当所述移动套筒4位于所述缺口201上方时,如果一直保持这种状态,所述胶状原料从相邻凸出件301之间向下流出,同时从所述缺口201向外侧流出,可以形成外侧带有支撑楞的圆筒;2)当所述移动套筒4向下移动封闭所述缺口201的外侧面,所述胶状原料只能从相邻凸出件301之间向下流出,形成若干纵向的筋条;3)而通过控制所述移动套筒4的上下移动,间歇性封闭或打开所述缺口201,就可以形成带有网上支撑结构的网筒;本发明的排水网加工模具将网上支撑结构与排水网一体成型,相对于现有三维排水网压制出立体的支撑结构或者再用热塑的方式增加支撑结构的方式,提高了网上支撑结构与排水网的结合力,更牢固不易分离,且生产成本低,工作程序简单。本发明通过控制移动套筒的上下移动可以形成带有网上支撑结构的网筒,通过控制移动套筒的上下移动的速度可以控制支撑结构的宽度。柱形支撑件的设置,使落入冷却池的网筒有个支撑力,便于冷却成型。所述上部套筒的外侧设有环状固定件,通过将环状固定件与挤出机的下端面固定连接,通过调节第二螺栓可以在水平方向移动上部套筒,使上部套筒和下部套筒完美对合,提高排水网的产品质量。
29.如上所述,尽管参照特定的优选实施例已经表示和表述了本发明,但其不得解释为对本发明自身的限制。在不脱离所附权利要求定义的本发明的精神和范围前提下,可对其在形式上和细节上作出各种变化。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。