1.本发明涉及波纹管技术领域,尤其涉及一种双壁波纹管扩口模块及扩口方法。
背景技术:
2.hdpe双壁波纹管是以高密度聚乙烯为主要原料,分别由内、外挤出机共同挤出一次成型,双壁波纹管的内壁平滑,外壁呈梯形波纹状,内外壁之间有夹壁空心层的塑料管材,产品具有环刚度大、强度高、重量轻、隔音减震,较高的抗紫外线稳定性,使用寿命长,弯曲性好,耐压、抗冲击强度高等多种优点。
3.该管材生产经波纹管成型工艺流程,再进行切断工艺,最后进行扩口工艺,将切断后管材送入扩口机,旋转加热后,使管材端部形成扩口,这种生产方式的工序较长,无法在成型工序中同步进行扩口,生产效率有待提高,为此,本技术提出一种双壁波纹管扩口模块及扩口方法。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种双壁波纹管扩口模块及扩口方法。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种双壁波纹管扩口模块,包括成型模块和滚压机构,所述成型模块包括管壁波纹成型的第一模套,和扩口部成型的第二模套,所述滚压机构包括定位套,定位套的内部转动连接有滚筒,定位套固定安装在挤出机机头内,挤出机机头内安装有驱动滚筒旋转的驱动机构,滚筒的端部安装有角度可调节的预压盘。
7.优选地,所述滚筒的端面转动连接有左右贯穿的调节转轴,所述调节转轴偏离滚筒的轴心线,调节转轴的一端与预压盘固定连接,调节转轴的另一端固定连接有齿轮。
8.优选地,所述滚筒的端面转动连接有切换转动盘,切换转动盘的表面开设有弧形的槽口,槽口内设置有齿槽,所述齿轮置于槽口内并与槽口内的齿槽啮合。
9.优选地,所述驱动机构包括传动轴和伺服电机,传动轴转动安装在挤出机机头内,传动轴的端部与切换转动盘的端面固定连接,伺服电机固定安装在挤出机机头外部,并通过传动轴带动切换转动盘正反方向旋转。
10.优选地,所述第一模套和第二模套均呈两个半圆结构,第一模套的内壁设置有与波纹管外部波纹凸起吻合的弧形凹槽,第二模套的内壁光滑过渡,且第一模套和第二模套的内壁均开设有真空槽。
11.本发明具有以下有益效果:
12.1、本发明提出的滚压机构,在波纹管成型模具内,利用预压盘作圆周运动,对波纹管内壁进行加压胀口成型,形成扩口,使波纹成型的过程同步实现扩口的成型,后序切断即可得成品波纹管,去除了单独扩口的工序,大大提高生产效率。
13.2、本发明提出的滚压机构,切换转动盘正转或反转,便于控制预压盘保持两种摆
动角度,使预压盘不仅能够对扩口内壁进行滚压,还能够对波纹段内壁进行滚压,使内外壁层的粘连更加牢固,防止分层的情况发生。
附图说明
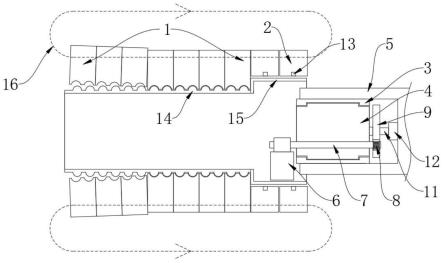
14.图1为本发明提出的结构正剖示意图;
15.图2为本发明提出的结构切换转动盘侧视示意图;
16.图3为本发明提出的预压盘处于第一固定角度示意图;
17.图4为本发明提出的预压盘处于第二固定角度示意图;
18.图5为本发明提出的预压盘收纳状态示意图。
19.图中:1第一模套、2第二模套、3定位套、4滚筒、5挤出机机头、6预压盘、7调节转轴、8齿轮、9切换转动盘、10槽口、11传动轴、12伺服电机、13真空槽、14管材波纹段、15管材扩口部、16成型模具的运动轨迹。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
21.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
22.hdpe双壁波纹管是以高密度聚乙烯为主要原料,这种双壁波纹管生产所用的设备包括挤压机和成型机,挤出机机头挤出波纹管的内外层壁,波纹管的内外层壁通过成型机定型,成型机的主要部件为成型模块,利用成型模块可以生产出不同造型的波纹管,按成型模块装配方式可分为:立式和卧式(水平式)两种;
23.立式成型装置可使模块上下开合,并且占地面积小、结构紧凑,但模块更换较困难,特别是大口径模块的更换;水平式(又称为卧式)成型装置可使模块水平开合(通常只有大口径的成型设备),占地面积较大,但更换模块比立式方便,而且模块内设计了冷却水循环通道,以水作为冷却介质,大幅度提高了生产的速度。
24.按定型方式可分为:气压定型和真空定型两种;
25.目前部分厂家采用气压定型法设备,也就是将压缩空气通过机头模芯支座上的筋条和固定在模芯上的螺塞加到外层管坯内腔,使管坯紧贴在模块上,形成波峰,这种设备生产出来的制品可以是任意截面,还可以提高波纹管的质量,减少凹凸波纹宽度上有厚度误差。
26.以上为现有技术在此不作过多赘述。
27.参照图1-5,一种双壁波纹管扩口模块,包括成型模块和滚压机构,成型模块包括管壁波纹成型的第一模套1,和扩口部成型的第二模套2,滚压机构包括定位套3,定位套3的内部转动连接有滚筒4,定位套3固定安装在挤出机机头5内,挤出机机头5内安装有驱动滚筒4旋转的驱动机构,滚筒4的端部安装有角度可调节的预压盘6。
28.滚筒4的端面转动连接有左右贯穿的调节转轴7,调节转轴7偏离滚筒4的轴心线,
调节转轴7的一端与预压盘6固定连接,调节转轴7的另一端固定连接有齿轮8,滚筒4的端面转动连接有切换转动盘9,切换转动盘9的表面开设有弧形的槽口10,槽口10内设置有齿槽,齿轮8置于槽口10内并与槽口10内的齿槽啮合。
29.驱动机构包括传动轴11和伺服电机12,传动轴11转动安装在挤出机机头5内,传动轴11的端部与切换转动盘9的端面固定连接,伺服电机12固定安装在挤出机机头5外部,并通过传动轴11带动切换转动盘9正反方向旋转,切换转动盘9正转或反转,便于控制预压盘6保持两种摆动角度,使预压盘6不仅能够对扩口内壁进行滚压,还能够对波纹段内壁进行滚压,使内、外壁层的粘连更加牢固,防止分层的情况发生。
30.本实施例中,第一模套1和第二模套2均呈两个半圆结构,第一模套1的内壁设置有与波纹管外部波纹凸起吻合的弧形凹槽,第二模套2的内壁光滑过渡,且第一模套1和第二模套2的内壁均开设有真空槽13,第一模套1包裹在管材波纹段14的外壁,第二模套2包裹在管材扩口部15的外壁。
31.本实施例中还提出了双壁波纹管扩口模块的扩口方法,包括以下具体步骤:
32.s1、向挤出机上料,挤出机加热塑化,挤出机机头分流,分别挤出波纹管的内壁层和外壁层;
33.s2、管材波纹段成型,外壁层在第一模套和定径套件由压缩空气吹涨,第一模套的真空槽造负压,吸附外壁层,外壁层定型为波纹型,内壁层和外壁层热熔粘合定型;
34.s3、步骤s2的预压,传动轴带动切换转动盘正方向旋转,启动前期,齿轮在槽口内转动,并移至槽口的一端末端,使预压盘旋转并保持第一固定角度,参照图3,切换转动继续旋转,带动预压盘做圆周运动,预压盘挤压内壁层的内壁,对管材波纹段的内壁层和外壁层加压压合;
35.s4、管材扩口端成型,持续进行步骤s2,同时,中断压缩空气的吹涨;
36.s5、步骤s4的预压,传动轴带动切换转动盘反方向旋转,启动前期,齿轮在槽口内转动,并移至槽口的另一端末端,使预压盘旋转并保持第二固定角度,参照图4,切换转动继续旋转,带动预压盘做圆周运动,预压盘挤压内壁层的内壁,对管材扩口端的内壁层和外壁层加压压合;
37.s6、切断,管材脱模后,冷却,利用切割机,在管材扩口端边缘旋转切断。
38.本发明提出的滚压机构,在波纹管成型模具内,利用预压盘6作圆周运动,对波纹管内壁进行加压胀口成型,形成扩口,使波纹成型的过程同步实现扩口的成型,后序切断即可得成品波纹管,去除了单独扩口的工序,大大提高生产效率。
39.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
