1.本发明涉及模具开发及零件成型工艺技术领域,具体涉及一种汽车前围的成型模具及成型工艺。
背景技术:
2.注塑成型是现有技术最常见的生产盖体结构产品的方法之一。随着塑料制件在家电、it、汽车等行业应用的不断扩大,对其质量的要求也日益提高,尤其对制件的造型、外观、精度及薄壁的要求越来越高。注塑成型由于受成型材料、成型工艺、模具设计、制件设计及成型设备等因素的影响,经常会出现各种缺陷,如熔接痕、翘曲变形、表面质量差等。为了解决上述缺陷问题,最常用的方法就是提高模具温度,而提高模具温度会导致冷却时间加长、生产效率降低等。鉴于模具温度控制对塑料制件质量的重要影响。能够实现控制模具温度快速升高和降低的蒸汽模技术应运而生。目前,在汽车行业中,这种技术普遍应生产各种配件,特别是汽车前围等盖状结构。
3.hmp模具技术在行业内有较广泛的运用,模具数量也非常庞大,由于hmp蒸汽模具需要加热并通蒸汽进行成型,产品外需要进行密封,避免蒸汽泄露,因此模具外需要安装高温密封条,由于模具的每次使用会对密封条进行压缩,带来磨损,模具的密封条需要定期进行更换,增加了制造成本,同时作为易损件废品,报废的密封条需要处理,废品过多也会环保带来压力。因此,需要对现有的模具结构进行改进,在确保密封效果的前提下减少耗材,降低成本。
技术实现要素:
4.本发明为解决现有技术中存在的问题,提出了一种汽车前围的成型模具及成型工艺。
5.一方面,本申请提供一种用于汽车前围结构的成型模具,包括:上模本体和下模本体,所述下模本体两侧设有吊环,所述下模本体底部设有若干模脚,所述上模本体和下模本体的接触面形成锥度密封,所述上模本体顶部设有上模底板;
6.所述上模本体和所述下模本体合模后,所述上模本体和所述下模本体之间形成汽车前围结构产品成型的型腔。
7.进一步地,所述上模本体内还设有压力传感器。
8.进一步地,所述下模本体内还设有温度计。
9.进一步地,所述下模本体和所述上模本体内设有若干蒸汽管路和油温管路。
10.进一步地,所述蒸汽管路和油温管路的数量分别为6-10个。
11.进一步地,所述锥度密封的角度为25-35
°
,在此角度范围下能够最大程度实现密封效果。
12.另一方面,本申请还提供一种汽车前围的成型模具的成型工艺,使用上述汽车前围的成型模具,包括如下步骤:
13.s1、将底毡材料放置在所述下模本体的型腔表面;
14.s2、将刺孔膜放置在底毡材料上部;
15.s3、将纤维毛毡层放置在所述刺孔膜上部;
16.s4、将上模和下模合模,通过锥度密封面锁紧,抽真空,形成密封的汽车前围结构产品的型腔;
17.s5、通过蒸汽管路通入高温蒸汽,向所述型腔内注塑液态原料,冷却后抽真空;
18.s6、在上模和下模之间进行开模,取出固化的汽车前围结构产品。
19.与现有技术相比,使用本申请提供的成型模具和制备工艺,具有如下优势:
20.1)使用锥度密封的结构替代了密封条,因此避免了密封条的损耗和替换,不再需要处理产生的密封条废料,节约了成本,同时更环保。
21.2)相比于平面接触面,使用锥度密封的密封性更加稳定,同时能够减少蒸汽泄露,节能减排。
22.3)相比平面基础面,模具在挤压过程中更不易变形,减少模具损耗。
附图说明
23.下面对说明书附图所表达的内容做简要说明:
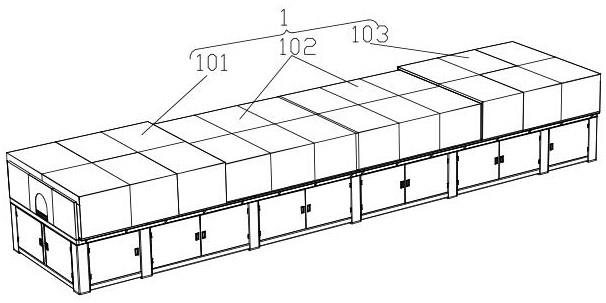
24.图1是本发明中汽车前围的成型模具的整体结构主视图;
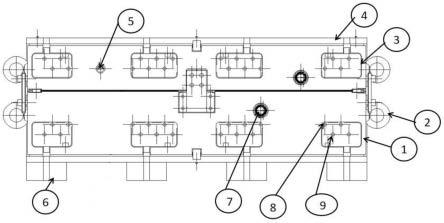
25.图2是本发明中汽车前围的成型模具中上模本体和下模本体接触面的剖面图。
26.附图标记说明
27.1-下模本体,2-吊环,3-上模本体,4-上模底板,5-压力传感器,6-模脚,7-温度计,8-蒸汽管路,9-油温管路。
具体实施方式
28.下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本申请保护的范围。
29.在本申请的描述中,需要理解的是,术语“上”、“中”、“外”、“内”、“四周”方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的组件或元件必须具有特定的方位,以特定的方位构造和操作,因此不能理解为对本申请的限制。
30.本实施例提供一种汽车前围的成型模具的具体结构,如图1-2所示,包括上模本体3和下模本体1,所述下模本体1两侧设有吊环2,所述下模本体底部设有4个模脚6,所述上模本体3和下模本体1的接触面形成锥度密封,锥度密封的角度为30
°
,所述上模本体3顶部设有上模底板4。
31.上模本体3内还设有压力传感器5,用于检测合模后型腔内的气压,当进行操作时,通过压力传感器5的读数控制抽真空的步骤。
32.下模本体1内还设有温度计7,用于检测成型过程中的内部温度,避免因蒸汽温度过高或过低导致的成形产品质量不均匀等问题。
33.下模本体1和所述上模本体3内各设有4道蒸汽管路8和油温管路9,用于通入蒸汽
和控制型腔内的温度。
34.当上模本体3和所述下模本体1合模后,所述上模本体3和所述下模本体1之间形成汽车前围结构产品成型的型腔。
35.使用本实施例提供的汽车前围的成型模具制备汽车前围,可以通过以下制备工艺实现:
36.s1、将底毡材料放置在所述下模本体的型腔表面;
37.s2、将刺孔膜放置在底毡材料上部;
38.s3、将纤维毛毡层放置在所述刺孔膜上部;
39.s4、将上模和下模合模,通过锥度密封面锁紧,抽真空,形成密封的汽车前围结构产品的型腔;
40.s5、通过蒸汽管路通入高温蒸汽,向所述型腔内注塑液态原料,冷却后抽真空;
41.s6、在上模和下模之间进行开模,取出固化的汽车前围结构产品。
42.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的范围。
技术特征:
1.一种汽车前围的成型模具,其特征在于,包括上模本体(3)和下模本体(1),所述下模本体(1)两侧设有吊环(2),所述下模本体底部设有若干模脚(6),所述上模本体(3)和下模本体(1)的接触面形成锥度密封,所述上模本体(3)顶部设有上模底板(4);所述上模本体(3)和所述下模本体(1)合模后,所述上模本体(3)和所述下模本体(1)之间形成汽车前围结构产品成型的型腔。2.根据权利要求1所述的一种汽车前围的成型模具,其特征在于,所述上模本体(3)内还设有压力传感器(5)。3.根据权利要求1所述的一种汽车前围的成型模具,其特征在于,所述下模本体(1)内还设有温度计(7)。4.根据权利要求1所述的一种汽车前围的成型模具,其特征在于,所述下模本体(1)和所述上模本体(3)内设有若干蒸汽管路(8)和油温管路(9)。5.根据权利要求4所述的一种汽车前围的成型模具,其特征在于,所述蒸汽管路(8)和油温管路(9)的数量分别为6-10个。6.根据权利要求1所述的一种汽车前围的成型模具,其特征在于,所述锥度密封的角度为25-35
°
。7.一种汽车前围的成型模具的成型工艺,使用权利要求1-6任一所述的汽车前围的成型模具,其特征在于,包括如下步骤:s1、将底毡材料放置在所述下模本体的型腔表面;s2、将刺孔膜放置在底毡材料上部;s3、将纤维毛毡层放置在所述刺孔膜上部;s4、将上模和下模合模,通过锥度密封面锁紧,抽真空,形成密封的汽车前围结构产品的型腔;s5、通过蒸汽管路通入高温蒸汽,向所述型腔内注塑液态原料,冷却后抽真空;s6、在上模和下模之间进行开模,取出固化的汽车前围结构产品。
技术总结
本发明提供了一种汽车前围的成型模具,包括:上模本体和下模本体,所述下模本体两侧设有吊环,所述下模本体底部设有若干模脚,所述上模本体和下模本体的接触面形成锥度密封,所述上模本体顶部设有上模底板;所述上模本体和所述下模本体合模后,所述上模本体和所述下模本体之间形成汽车前围结构产品成型的型腔。本申请还提供一种汽车前围的成型模具的成型工艺,使用上述汽车前围的成型模具。本申请提供的成型模具使用锥度密封的结构替代了密封条,因此避免了密封条的损耗和替换,不再需要处理产生的密封条废料,节约了成本,同时相比于平面接触面,使用锥度密封的密封性更加稳定,同时能够减少蒸汽泄露,节能减排。节能减排。节能减排。
技术研发人员:月小强 江伟忠 张帆
受保护的技术使用者:重庆佩尔哲汽车内饰系统有限公司
技术研发日:2022.09.22
技术公布日:2022/11/29
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。