1.本发明涉及机器人自动焊接技术领域,特别涉及一种平面曲线焊缝的机器人摆焊轨迹生成方法。
背景技术:
2.目前,焊接机器人已广泛应用于焊接作业中,大大提高了焊接质量和效率。在焊接过程中,由于焊件与焊件之间存在间隙,为了提高焊接成形率,通常需要使用摆焊的方式进行焊接。摆焊是以特定角度周期性左右摇摆进行焊接,由此增大焊珠宽度提高焊接强度。在实际工程中,比较常见的焊缝形式有对接焊缝、角焊缝、塞焊缝、槽焊缝和端接焊缝等,针对不同焊缝类型、焊接类型和焊接材料,需要采用不同的摆焊形式,比如三角摆、正弦摆等。传统焊接过程中,常常将焊枪安装在专用的摆动机构上来实现摆焊,而在机器人焊接中,可以通过生成摆焊轨迹来实现摆焊,灵活实用,成本低、效率高。
3.目前针对焊接机器人的摆焊轨迹规划方法的主要实现在一两个维度上的摆动,无法应对在焊接过程中复杂的、多种多样的摆焊工艺要求,如何实现一种灵活的空间三维摆动,是保证间隙焊缝有效焊接的前提条件之一。
技术实现要素:
4.为了解决现有技术中的上述问题,本发明提出了一种平面曲线焊缝的机器人摆焊轨迹生成方法,该方法能够实现空间三维摆动焊接,扩大了焊接的应用范围。为实现上述目的,本发明采用以下技术方案:
5.平面曲线焊缝位于平行于世界坐标系owx
wywzw
的owx
wyw
平面的平面内,平面曲线焊缝轨迹用p
b,j
(x
b,j
,y
b,j
,zs δz
b,j
)表示,其中,j为非负整数,0≤j≤m-1,m为焊缝轨迹中轨迹点的个数,(x
b,j
,y
b,j
,zs δz
b,j
)为轨迹点p
b,j
在世界坐标系owx
wywzw
下坐标,zs为焊缝所在平面的zw轴坐标,δz
b,j
为轨迹点pj的zw轴偏差,基准焊接速度为v。一种平面曲线焊缝的机器人摆焊轨迹生成方法,包括如下步骤:
6.s1对焊缝轨迹p
b,j
(x
b,j
,y
b,j
,zs δz
b,j
)进行插值,得到焊缝轨迹插补点集pi(xi,yi,zs δzi),i为非负整数,0≤i≤n-1,n为焊缝轨迹中插补点的个数,n=k
·
m,k为插补倍数,取值为正整数;
7.s2对于焊缝轨迹的一个插补点pi(xi,yi,zs δzi),建立运动坐标系t:
8.s2.1以当前插补点pi(xi,yi,zs δzi)的位置作为运动坐标系t的原点o;
9.s2.2运动坐标系t的z轴与zw轴同向;
10.s2.3运动坐标系t的x轴为焊缝插补轨迹在z=0平面上的投影轨迹的切线方向,其方向角为θz;
11.s2.4运动坐标系t的y轴由右手定则来确定;
12.s3定义焊枪到达p0的时刻为0时刻,即t0=0,计算到达轨迹点pi的时间ti:
[0013][0014]
其中,i为正整数,1≤i≤n-1,n为焊缝轨迹中轨迹点的个数;
[0015]
s4在运动坐标系t内计算摆动增量:
[0016]
在运动坐标系t内计算pi(xi,yi,zs δzi)对应的摆动增量其中
[0017][0018]
其中,函数f
x
、fy和fz由摆焊类型、摆焊幅度和频率以及焊接速度决定;
[0019]
s5生成世界坐标系w内的摆焊运动轨迹p
′i(x
′i,y
′i,z
′i),计算方法如下:
[0020]
s5.1世界坐标系w与运动坐标系t之间的平移矩阵t
tw
为[xi,yi,zs δzi]
t
;
[0021]
s5.2运动坐标系t绕z轴旋转θz角之后,两个坐标系三个坐标轴同向,计算旋转矩阵r
tw
;
[0022]
s5.3摆焊运动轨迹p
′i(x
′i,y
′i,z
′i)表示如下:
[0023]
[x
′i,y
′i,z
′i]
t
=r
tw
·
[d
x,i
,d
y,i
,d
z,i
]
t
[xi,yi,zs δzi]
t
[0024]
s6对焊缝轨迹中的每一个轨迹点,重复s2-s5的过程,可以得到所有的摆焊运动轨迹点集p
′i(x
′i,y
′i,z
′i),i为非负整数,0≤i≤n-1,即为摆焊轨迹。
[0025]
与现有技术相比,本发明的有益效果为:
[0026]
1)用户只需要设定摆焊类型和参数,系统自动生成摆焊机器人轨迹,实用方便;
[0027]
2)不需要增加复制的运动机构,节省了成本;
[0028]
3)增加了沿焊缝方向的摆动参数,可以实现变速度的焊接工艺。
附图说明
[0029]
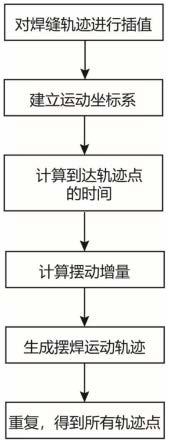
图1为本发明中摆焊轨迹的实现流程图;
[0030]
图2为曲线焊缝摆焊空间示意图。
具体实施方式
[0031]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0032]
平面曲线焊缝位于平行于世界坐标系owx
wywzw
的owx
wyw
平面的平面内,平面曲线焊缝轨迹用p
b,j
(x
b,j
,y
b,j
,zs δz
b,j
)表示,其中,j为非负整数,0≤j≤m-1,m为焊缝轨迹中轨迹点的个数,(x
b,j
,y
b,j
,zs δz
b,j
)为轨迹点p
b,j
在世界坐标系owx
wywzw
下坐标,zs为焊缝所在平面的zw轴坐标,δz
b,j
为轨迹点pj的zw轴偏差,基准焊接速度为v。一种平面曲线焊缝的机器人摆焊轨迹生成方法,如图1所示,包括如下步骤:
[0033]
s1对焊缝轨迹p
b,j
(x
b,j
,y
b,j
,zs δz
b,j
)进行插值,得到焊缝轨迹插补点集pi(xi,
yi,zs δzi),i为非负整数,0≤i≤n-1,n为焊缝轨迹中插补点的个数,n=k
·
m,k为插补倍数,取值为正整数;
[0034]
在次具体实施例中,采用线性插值进行插值,具体如下:
[0035][0036]
其中,[i/k]表示i/k向下取整;
[0037]
s2对于焊缝轨迹的一个插补点pi(xi,yi,zs δzi),建立运动坐标系t:
[0038]
s2.1以当前插补点pi(xi,yi,zs δzi)的位置作为运动坐标系t的原点o;
[0039]
s2.2运动坐标系t的z轴与zw轴同向;
[0040]
s2.3运动坐标系t的x轴为焊缝插补轨迹在z=0平面上的投影轨迹的切线方向,其方向角为θz;
[0041]
在此具体实施例中,如图2所示,运动坐标系t的x轴的方向矢量表示如下:
[0042][0043]
其中的(xi,yi,zs δzi)为当前轨迹点pi的位置坐标,(x
i 1
,y
i 1
,zs δz
i 1
)为记录的下一个轨迹点p
i 1
的位置坐标,i为非负整数,0≤i≤n-2,n为焊缝轨迹中轨迹点的个数;
[0044]
x轴的方向矢量用复数形式表示为a=ρcosθz i
·
ρsinθz,则ρ=1,θz=arg(a);
[0045]
s2.4运动坐标系t的y轴由右手定则来确定;
[0046]
s3定义焊枪到达p0的时刻为0时刻,即t0=0,计算到达轨迹点pi的时间ti,采用如下方法计算:
[0047][0048]
其中,i为正整数,1≤i≤n-1,n为焊缝轨迹中轨迹点的个数;
[0049]
s4在运动坐标系t内计算摆动增量:
[0050]
在运动坐标系t内计算pi(xi,yi,zs δzi)对应的摆动增量其中
[0051][0052]
其中,函数f
x
、fy和fz由摆焊类型、摆焊幅度和频率以及焊接速度决定;
[0053]
在此具体实施例中,以oyz平面螺旋摆为例,摆动半径为r,摆动频率为ω,则
[0054]
[0055]
s5生成世界坐标系w内的摆焊运动轨迹p
′i(x
′i,y
′i,z
′i),计算方法如下:
[0056]
s5.1世界坐标系w与运动坐标系t之间的平移矩阵t
tw
为[xi,yi,zs δzi]
t
;
[0057]
s5.2运动坐标系t绕z轴旋转θz角之后,两个坐标系三个坐标轴同向,则旋转矩阵r
tw
表示如下:
[0058][0059]
s5.3摆焊运动轨迹p
′i(x
′i,y
′i,z
′i)表示如下:
[0060]
[x
′i,y
′i,z
′i]
t
=r
tw
·
[d
x,i
,d
y,i
,d
z,i
]
t
[xi,ybzs δzi]
t
[0061]
s6对焊缝轨迹中的每一个轨迹点,重复s2-s5的过程,可以得到所有的摆焊运动轨迹点集p
′i(x
′i,y
′i,z
′i),i为非负整数,0≤i≤n-1,即为摆焊轨迹。
[0062]
需要强调的是,本发明所述的实施例是说明性的,而不是限定性的,因此本发明并不限于具体实施方式中所述的实施例,凡是由本领域技术人员根据本发明的技术方案得出的其他实施方式,同样属于本发明保护的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。