1.本实用新型属于碳纤维切割的技术领域,尤其是涉及一种新型线锯切割装置。
背景技术:
2.碳纤维复合材料作为一种新型材料,在多个领域得到广泛应用,成为了世界各个国际争相发展的关键领域之一。碳纤维复合材料比强度和比模量高,质量轻、刚度及抗疲性能好,在一些高温或者化学稳定性要求高的作业环境,碳纤维复合材料优势明显。因此,碳纤维复合材料广泛地应用于航空航天、汽车、风力发电等重要领域,涉及军用民用的各个方面。
3.在制作碳纤维复合材料工件时,常采用模压、注塑、纤维缠绕、铺设等方法进行整体成型,但是这些成型方法精度较低且局限性较大,无法满足精密件及复杂件的需求,因此还需进行切削、磨削等二次加工来满足实际需求。目前碳纤维复合材料二次加工过程中,常常会出现分层、纤维脱离、毛边等不良现象,一般采用的设备如水刀、激光切割等,加工成本高,占地面积大,设备使用不易得到推广,并且通过其进行加工仍存在分层、树脂融化、偏斜等问题。而使用锯割工艺对碳纤维复合材料板材进行切割不仅可避免分层、毛边、纤维脱离等现象,而且通过伺服控制可达到较高的加工精度;但传统的锯床切割局限性较大,不能适应复杂结构工件的加工;而线锯具有较大的加工灵活性,目前虽有多种基于线锯的板材切割设备,但无法满足自动穿丝、换丝需求,导致其无法对板材封闭图形进行加工。
技术实现要素:
4.本实用新型的目的是提供一种新型线锯切割装置,可实现自动穿丝、换丝,节省了人力,大大提高了加工效率,为碳纤维复合材料板材复杂形状的精准加工提供了基础。
5.本实用新型提供一种新型线锯切割装置,包括切割机架、工作丝以及安装在切割机架上的出丝部分和收丝部分;出丝部分和收丝部分竖向设置在切割机架上,均包括绕丝组件、排线组件、辅助穿丝组件和导丝组件;
6.绕丝组件包括圆柱绕丝辊、辊轴和绕丝驱动件;辊轴和绕丝驱动件分别安装在圆柱绕丝辊两端,辊轴转动安装在切割机架上,圆柱绕丝辊由绕丝驱动件驱动旋转;
7.辅助穿丝组件包括辅助穿丝支架ⅰ、辅助穿丝支架ⅱ、辅助穿丝轮、辅助穿丝转针和辅助穿丝驱动件;辅助穿丝支架ⅰ与切割机架通过竖向往复移动机构连接,设置有朝向导丝组件的穿丝孔和朝向绕丝组件和排线组件的开口,开口上设置有竖向限位杆,竖向限位杆上滑动设置有两个辅助穿丝支架ⅱ;辅助穿丝支架ⅱ的开口与辅助穿丝支架ⅰ的开口相对设置,辅助穿丝支架ⅱ的开口上转动安装有辅助穿丝轮,两个辅助穿丝支架ⅱ与辅助穿丝轮平行的侧板外侧设置有半辅助穿丝转针槽,两个辅助穿丝支架ⅱ贴合后两个半辅助穿丝转针槽构成辅助穿丝转针槽,两个辅助穿丝支架ⅱ的相接面穿过辅助穿丝转针槽的中心,辅助穿丝转针槽的中心两侧设置有辅助穿丝转针轨道,辅助穿丝转针轨道为向辅助穿丝转针槽中心弯曲的弧形轨道;辅助穿丝转针位于辅助穿丝转针槽中,设置有与辅助穿丝
转针轨道滑动卡接的凸起,由辅助穿丝驱动件驱动旋转;
8.导丝组件包括导丝架以及设置在导丝架中的支撑轮、换向轮和横向往复移动机构;导丝架横向设置,出丝部分的导丝架的横向两端设置有进丝口ⅰ和出丝口ⅰ,收丝部分的导丝架的横向两端设置有进丝口ⅱ和出丝口ⅱ,进丝口ⅰ朝向出丝部分的辅助穿丝组件,出丝口ⅱ朝向收丝部分的辅助穿丝组件,出丝口ⅰ和进丝口ⅱ相对设置;出丝部分的导丝架中,支撑轮ⅰ靠近进丝口ⅰ,换向轮ⅰ靠近出丝口ⅰ;收丝部分的导丝架中,支撑轮ⅱ靠近出丝口ⅱ,换向轮ⅱ靠近进丝口ⅱ;横向往复移动机构上设置有夹持机构,带动夹持机构在换向轮和支撑轮之间横向往复移动;
9.工作丝从出丝部分的圆柱绕丝辊引出,穿过出丝部分的排线组件、两个辅助穿丝轮、辅助穿丝支架ⅰ的穿丝孔,进入进丝口ⅰ、经过支撑轮ⅰ、由出丝部分的夹持机构夹紧且由横向往复移动机构运送至换向轮ⅰ,经过换向轮ⅰ由横向变为竖向,穿过出丝口ⅰ,进入进丝口ⅱ,经过换向轮ⅱ由竖向变为横向,由收丝部分的夹持机构夹紧且由横向往复移动机构运送至支撑轮ⅱ,穿过出丝口ⅱ,穿过收丝部分的辅助穿丝支架ⅰ的穿丝孔、两个辅助穿丝轮、排线组件,缠绕在圆柱绕丝辊上;
10.出丝部分中,辅助穿丝支架ⅰ和导丝架上分别设置有用于判断穿丝孔和进丝口ⅰ是否对准的红外线发射器ⅰ和红外线接收器ⅰ;
11.收丝部分中,辅助穿丝支架ⅰ和导丝架上分别设置有用于判断穿丝孔和出丝口ⅱ是否对准的红外线发射器ⅱ和红外线接收器ⅱ。
12.进一步地,同一辅助穿丝支架ⅰ的竖向限位杆上,两个辅助穿丝支架ⅱ对称设置在穿丝孔两侧。
13.进一步地,导丝架与切割机架通过竖向往复移动机构连接,导丝架上设置有用于检测工作丝张力的张力传感器。
14.进一步地,竖向往复移动机构为滚珠丝杠副,由电机驱动。
15.进一步地,排线组件为滚珠丝杠排线器,丝杠与辊轴上设置有通过同步带连接的同步轮。
16.进一步地,工作丝为金刚线锯。
17.本实用新型具有以下有益效果:
18.上述新型线锯切割装置通过理论研究与结构创新,最终可实现自动穿丝、换丝功能,可实现碳纤维复合材料板材封闭图形的加工,是实现复杂图形加工的基础,解决现有锯割设备的瓶颈问题,实现了碳纤维复合材料板材复杂形状的精准加工,如拉伸试验件、三点弯曲件以及需要扩孔的碳纤维复合材料工件等的二次加工,且加工表面光整,表面质量高,加工成本低,节省了人力,大大提高了加工效率,是解决目前二次加工存在瑕疵的一种可行方案。
附图说明
19.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
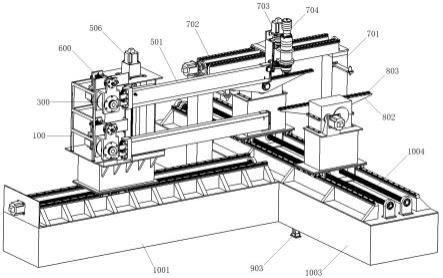
20.图1为新型线锯切割装置的整体图;
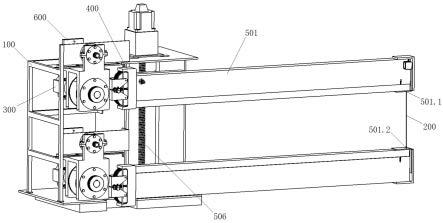
21.图2为绕丝组件和排线组件的放大图;
22.图3为绕丝组件的爆炸图;
23.图4为圆柱绕丝辊的平面图;
24.图5为半圆柱绕丝辊的立体图;
25.图6为辅助穿丝组件的放大图;
26.图7为导丝架内的结构图;
27.图8为横向往复移动机构ⅰ和夹持机构的放大图。
28.图标:切割机架100、工作丝200、绕丝组件300、半圆柱绕丝辊301、辊轴302、绕丝转针303、半绕丝转针槽304、旋转轨道305、限位轨道306、绕丝伺服电机307、辅助穿丝组件400、辅助穿丝支架ⅰ401、辅助穿丝支架ⅱ402、辅助穿丝轮403、辅助穿丝转针404、竖向限位杆405、半辅助穿丝转针槽406、辅助穿丝伺服电机407、导丝架501、出丝口ⅰ501.1、进丝口ⅱ501.2、支撑轮ⅰ502.1、支撑轮ⅱ502.2、换向轮ⅰ503.1、换向轮ⅱ503.2、横向往复移动机构504、夹持机构505、滚珠丝杠副506、滚珠丝杠排线器600。
具体实施方式
29.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
30.实施例1
31.本实施例提供一种新型线锯切割装置,包括切割机架100、工作丝200以及安装在切割机架100上的出丝部分和收丝部分。
32.位于上方的出丝部分和位于下方的收丝部分竖向设置在切割机架100上,均包括绕丝组件300、排线组件、辅助穿丝组件400和导丝组件。
33.绕丝组件300包括圆柱绕丝辊、辊轴302和绕丝驱动件;辊轴302和绕丝驱动件分别安装在圆柱绕丝辊两端,辊轴转动安装在切割机架100上,圆柱绕丝辊由绕丝驱动件驱动旋转。
34.辅助穿丝组件400包括辅助穿丝支架ⅰ401、辅助穿丝支架ⅱ402、辅助穿丝轮403、辅助穿丝转针404和辅助穿丝驱动件;辅助穿丝支架ⅰ401与切割机架100通过竖向往复移动机构(本实施例中竖向往复移动机构可采用滚珠丝杠副、同步带直线模组、齿轮齿条等,图中未示出)连接,设置有朝向导丝组件的穿丝孔和朝向绕丝组件300和排线组件的开口,开口上设置有竖向限位杆405,竖向限位杆405上滑动设置有两个辅助穿丝支架ⅱ402;辅助穿丝支架ⅱ402的开口与辅助穿丝支架ⅰ401的开口相对设置,辅助穿丝支架ⅱ402的开口上转动安装有辅助穿丝轮403,两个辅助穿丝支架ⅱ402与辅助穿丝轮403平行的侧板外侧设置有半辅助穿丝转针槽406,两个辅助穿丝支架ⅱ402贴合后两个半辅助穿丝转针槽406构成辅助穿丝转针槽,两个辅助穿丝支架ⅱ402的相接面穿过辅助穿丝转针槽的中心,辅助穿丝转针槽的中心两侧设置有辅助穿丝转针轨道,辅助穿丝转针轨道为向辅助穿丝转针槽中心弯曲的弧形轨道;辅助穿丝转针404位于辅助穿丝转针槽中,设置有与辅助穿丝转针轨道滑
动卡接的凸起,由辅助穿丝驱动件驱动旋转,本实施例中辅助穿丝驱动件为辅助穿丝伺服电机407。
35.导丝组件包括导丝架501以及设置在导丝架中的支撑轮、换向轮和横向往复移动机构504;导丝架501横向设置,出丝部分的导丝架501的横向两端设置有进丝口ⅰ和出丝口ⅰ501.1,收丝部分的导丝架501的横向两端设置有进丝口ⅱ501.2和出丝口ⅱ,进丝口ⅰ朝向出丝部分的辅助穿丝组件,出丝口ⅱ朝向收丝部分的辅助穿丝组件,出丝口ⅰ501.1和进丝口ⅱ501.2相对设置;出丝部分的导丝架501中,支撑轮ⅰ502.1靠近进丝口ⅰ,换向轮ⅰ503.1靠近出丝口ⅰ501.1;收丝部分的导丝架501中,支撑轮ⅱ502.2靠近出丝口ⅱ,换向轮ⅱ503.2靠近进丝口ⅱ501.2;横向往复移动机构504上设置有夹持机构505,带动夹持机构505在换向轮和支撑轮之间横向往复移动,横向往复移动机构504可采用滚珠丝杠副、同步带直线模组、齿轮齿条等。
36.工作丝200从出丝部分的圆柱绕丝辊引出,穿过出丝部分的排线组件、两个辅助穿丝轮403、辅助穿丝支架ⅰ401的穿丝孔,进入进丝口ⅰ、经过支撑轮ⅰ502.1、由出丝部分的夹持机构505夹紧且由横向往复移动机构504运送至换向轮ⅰ503.1,经过换向轮ⅰ503.1由横向变为竖向,穿过出丝口ⅰ501.1,进入进丝口ⅱ501.2,经过换向轮ⅱ503.2由竖向变为横向,由收丝部分的夹持机构505夹紧且由横向往复移动机构504运送至支撑轮ⅱ502.2,穿过出丝口ⅱ,穿过收丝部分的辅助穿丝支架ⅰ401的穿丝孔、两个辅助穿丝轮403、排线组件,缠绕在圆柱绕丝辊上。
37.为了实现自动绕丝组件300自动绕丝,圆柱绕丝辊可采用电磁辊,工作丝200的端头为磁性端头,在工作丝200的端头进入收丝部分的圆柱绕丝辊时,电磁铁通电吸附磁性端头,绕丝驱动件驱动圆柱绕丝辊旋转,实现自动绕丝。
38.进一步地,出丝部分中,辅助穿丝支架ⅰ401和导丝架501上分别设置有用于判断穿丝孔和进丝口ⅰ是否对准的红外线发射器ⅰ和红外线接收器ⅰ;收丝部分中,辅助穿丝支架ⅰ401和导丝架501上分别设置有用于判断穿丝孔和出丝口ⅱ是否对准的红外线发射器ⅱ和红外线接收器ⅱ。
39.进一步地,同一辅助穿丝支架ⅰ401的竖向限位杆405上,两个辅助穿丝支架ⅱ402对称设置在穿丝孔两侧。
40.进一步地,导丝架501与切割机架100通过竖向往复移动机构连接,导丝架501上设置有用于检测工作丝200张力的张力传感器。两个导丝架501之间的工作丝200为切割段,可根据待切割碳纤维板的厚度调节两个导丝架501之间的间距。竖向往复移动机构可采用滚珠丝杠副506、同步带直线模组、齿轮齿条等。
41.进一步地,排线组件为滚珠丝杠排线器600,丝杠与辊轴302上设置有通过同步带连接的同步轮。
42.进一步地,工作丝200为金刚线锯。
43.实施例2
44.本实施例提供一种新型线锯切割装置,与实施例1的不同之处在于,绕丝组件300中圆柱绕丝辊由两个半圆柱绕丝辊301拼装而成,半圆柱绕丝辊301的半圆形端面上设置有半绕丝转针槽304,两个半圆柱绕丝辊301贴合构成圆柱绕丝辊,圆柱绕丝辊的圆形端面上由两个半绕丝转针槽304构成绕丝转针槽,半圆柱绕丝辊301的轴向切面穿过绕丝转针槽的
中心,绕丝转针槽的中心两侧设置有绕丝转针轨道,绕丝转针轨道为向绕丝转针槽中心弯曲的弧形轨道,每条绕丝转针轨道被半圆柱绕丝辊301的轴向切面切割成分别位于两个半圆柱绕丝辊301上的旋转轨道305和限位轨道306,旋转轨道305的深度小于限位轨道306的深度;绕丝驱动件的输出端安装有绕丝转针303,辊轴302和绕丝转针303上均设置有与绕丝转针轨道滑动卡接的凸起307,其中绕丝驱动件为绕丝伺服电机307。该绕丝组件300的具体工作过程为:工作丝200的端头进入收丝部分的两个半圆柱绕丝辊301之间,收丝部分的绕丝驱动件驱动两个半圆柱绕丝301辊旋转夹紧工作丝200,辊轴302和绕丝转针303的凸起从旋转轨道305进入限位轨道306并卡在限位轨道306中,旋转圆柱绕丝辊将工作丝200缠绕到圆柱绕丝辊上。
45.上述新型线锯切割装置对封闭孔进行穿线时,过程如下:
46.步骤一:将待切割碳纤维板上的封闭孔对准出丝口ⅰ501.1和进丝口ⅱ501.2,工作丝200缠绕在出丝部分的圆柱绕丝辊上;
47.步骤二:出丝部分出丝
48.绕丝转针303的凸起卡在限位轨道306中,圆柱绕丝辊为闭合状态,绕丝驱动件驱动圆柱绕丝辊正向旋转出丝,工作丝200的头端旋出穿过出丝部分的排线组件、进入两个处于打开状态的辅助穿丝轮403,辅助穿丝驱动件驱动辅助穿丝转针404正向旋转夹紧工作丝200,对工作丝200进行校直,圆柱绕丝辊继续正向旋转出丝,进入辅助穿丝支架ⅰ401的穿丝孔、进丝口ⅰ、经过支撑轮ⅰ502.1、由出丝部分的夹持机构505夹紧且由横向往复移动机构504运送至换向轮ⅰ503.1,经过换向轮ⅰ503.1由横向变为竖向,穿过出丝口ⅰ501.1和封闭孔;
49.步骤三:收丝部分收丝
50.工作丝200的头端进入进丝口ⅱ501.2,经过换向轮ⅱ503.2由竖向变为横向,由收丝部分的夹持机构505夹紧且由横向往复移动机构504运送至支撑轮ⅱ502.2,穿过出丝口ⅱ,穿过辅助穿丝支架ⅰ401的穿丝孔、两个处于打开状态的辅助穿丝轮403、排线组件,进入收丝部分的两个半圆柱绕丝辊301之间,收丝部分的绕丝驱动件驱动两个半圆柱绕丝辊301正向旋转闭合夹紧工作丝200,辊轴302和绕丝转针303的凸起从旋转轨道305进入限位轨道306并卡在限位轨道306中,旋转圆柱绕丝辊将工作丝200缠绕到圆柱绕丝辊上。
51.收丝部分的圆柱绕丝辊缠绕几圈工作丝200后,进入切割步骤,出丝部分的辅助穿丝驱动件驱动辅助穿丝转针404反向旋转,使两个辅助穿丝轮403打开,避免了工作丝200反复拉伸切割时,对辅助穿丝轮403造成磨损。收丝部分和出丝部分的圆柱绕丝辊正反旋转,带动工作丝200的切割段上下移动实现切割。
52.上述新型线锯切割装置在待切割碳纤维板上进行非封闭图形加工时需要换线时,过程如下:
53.步骤一:出丝部分出丝
54.绕丝转针303的凸起卡在限位轨道306中,圆柱绕丝辊为闭合状态,绕丝驱动件驱动圆柱绕丝辊正向旋转出丝,工作丝200的头端旋出穿过出丝部分的排线组件、进入两个处于打开状态的辅助穿丝轮403,辅助穿丝驱动件驱动辅助穿丝转针404正向旋转夹紧工作丝200,对工作丝200进行校直,圆柱绕丝辊继续正向旋转出丝,进入辅助穿丝支架ⅰ401的穿丝孔、进丝口ⅰ、经过支撑轮ⅰ502.1、由出丝部分的夹持机构夹紧505且由横向往复移动机构
504运送至换向轮ⅰ503.1,经过换向轮ⅰ503.1由横向变为竖向,穿过出丝口ⅰ501.1;
55.步骤二:收丝部分收丝
56.工作丝200的头端进入进丝口ⅱ501.2,经过换向轮ⅱ503.2由竖向变为横向,由收丝部分的夹持机构505夹紧且由横向往复移动机构504运送至支撑轮ⅱ502.2,穿过出丝口ⅱ,穿过辅助穿丝支架ⅰ401的穿丝孔、两个处于打开状态的辅助穿丝轮403、排线组件,进入收丝部分的两个半圆柱绕丝辊301之间,收丝部分的绕丝驱动件驱动两个半圆柱绕丝辊301正向旋转闭合夹紧工作丝200,辊轴302和绕丝转针303的凸起从旋转轨道305进入限位轨道306并卡在限位轨道306中,旋转圆柱绕丝辊将工作丝200缠绕到圆柱绕丝辊上。
57.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。