1.本实用新型涉及一种用于将塑料预成型件成型为塑料容器的设备和杆状体。
背景技术:
2.这种设备和方法从现有技术中长期已知。在此,同样从现有技术中长期已知的是使用所谓的拉伸杆,拉伸杆在膨胀过程期间也将塑料预成型件沿其纵向方向拉伸。此外,还已知如下系统,其中拉伸杆构成为冲洗杆,例如具有空气引导通道,以便也在膨胀过程期间可以将空气直接引导到容器的底部处。在从现有技术中已知的吹塑机的情况下,借助于这种扫气系统主动地冷却清楚成形的瓶的底部中心。通过该过程在较短时间内达到瓶或容器的形状稳定性,并且可以实现较高的机器产量。
3.扫气也在所谓的热定型工艺中使用,以便在其清楚成形之后主动地冷却容器的一定区域进而在较短时间内确保形状稳定性。
4.为此目的,扫气单元处于吹塑站的拉伸模块处。在此,通常设有位置固定的扫气阀,以及还有工作空气管道和借助拉伸马达移动的冷却和/或冲洗杆。在此,如所提到的那样,对冷却或冲洗杆进行空心钻孔。来自扫气阀的工作空气经由软管穿过钻孔被引导至待膨胀的容器或塑料预成型件的底部中心。
5.以该方式,在相对于吹塑站位置固定的扫气阀和容器的待冷却的底部中心之间得到显著的死区。死区体积由管线体积和冲洗杆钻的体积组成。在每个吹塑过程中,附加地消耗该体积。以该方式,提高机器的空气消耗,并且由于高的运行成本降低了对于客户而言的经济性。
6.此外,在当前的现有技术中,冷却杆被设计为柱形的管,该管借助于深孔钻通常由高强度不锈钢圆形材料制成。在此,由于制造方法的技术限制,冷却杆在其长度的至少40%之上具有内径与外径的直径比值为大于 60%。这种冷却杆的典型长度在600至900mm之间。
7.由于直径比值大,在杆状体或冷却杆的大部分之上形成用冲洗流体填充的大空间并且由此形成显著死区。以该方式,系统中的空气消耗增加。此外,由于冷却杆的细长设计及其轴向压应力,冷却杆非常容易折弯。内径和外径之间的大比值附加地加剧了这个问题。出于该原因,在现有技术中通常使用更坚固或更硬的、但也更昂贵的不锈钢合金作为原材料。
技术实现要素:
8.因此,本实用新型所基于的目的是:减少和/或避免在这种过程中的死区和/或降低用于使容器膨胀的空气消耗。此外,也应创建更稳定且不易损坏的设备。
9.根据本实用新型的用于将塑料预成型件成型为塑料容器的设备,包括:至少一个成型站,其通过加载可流动介质将塑料预成型件成型为塑料容器,其中成型站具有吹塑模具,吹塑模具又构成空腔,在空腔内可以将塑料预成型件成型为塑料容器,并且其中成型站还具有加载装置,加载装置对塑料预成型件加载可流动介质;以及杆状体,杆状体可以经由
塑料预成型件的嘴口引入塑料预成型件中。此外,设有移动装置,移动装置适合于并且旨在沿塑料预成型件的纵向方向移动杆状体,其中杆状体构成用于引导可流动介质的通道。此外,成型站具有阀装置,阀装置控制可流动介质到通道中的输送。
10.根据本实用新型,阀装置设置在移动装置处,以及/或者杆状体的内径和杆状体的外径之间的比值至少以分部段的方式小于或等于0.5。
11.因此提出了两种措施,然而这两种措施都应当可以缩小死区体积。在第一措施中,阀装置不如同至今为止的那样固定设置,而是直接设置在移动的部件处,移动的部件也移动杆状体(下文也称作为拉伸杆)。以该方式可以省却较长的连接管线,进而也可以减小死区体积。
12.第二建议涉及的是拉伸或冲洗杆,或杆状体本身,并提出减小其内部体积。为了减少由工作空气管线的管线体积和冲洗杆或杆状体的钻孔的体积所构成的死区,改变扫气阀、即阀装置的位置。
13.在优选的设计方案中,阀直接固定在移动装置,例如拉伸滑块处。以这种方式,扫气的阻断点在容器的所选择的部位处更靠近扫气出口,从而显着减小死区体积。
14.优选地,经由工作空气输送装置执行扫气阀对工作空气的供应。如果扫气阀还应需要控制空气,则控制空气同样可以经由控制空气输送装置例如从吹塑站的低压分配装置传递到扫气阀上,该扫气阀优选设置在拉伸滑块处。此外,控制空气也可以借助于降低压力直接地在拉伸滑块处例如由工作空气来产生。在该变型形式中,仅需要工作空气供应装置。
15.在第二设计方案中,如上所述,使用冷却杆,冷却杆尤其优选地由无缝拉伸管构成,该管在内径和外环周之间具有小于或等于0.5的比值。此外,也可以使用钢构成的半成品。如下文更详细地描述的那样,其优选地是低合金钢,该低合金钢优选具有覆层。在此,覆层同样可以优化腐蚀特性和导电特性。
16.杆状体的至少50%、优选至少60%、优选至少70%、优选至少80%并且优选至少90%并且尤其优选在杆状体的整个长度之上,内径和外径的比值优选小于0.5。
17.内径与外径的比值优选小于0.48、优选小于0.45、优选小于0.43、优选小于0.41、优选小于0.4并且优选小于0.38。
18.特别优选地,杆状体特别优选地是管并且尤其是圆柱形管。可以通过此处描述的处理方式整体上减少死区。
19.在一个优选的实施方式中,移动装置具有滑块,滑块在纵向方向上移动并且特别是在杆状体的纵向方向上移动。特别地,纵向方向也是待膨胀的塑料预成型件的纵向方向。
20.如上所述,杆状体特别优选地也是拉伸杆,也就是说,杆状体优选地也执行对塑料预成型件沿其纵向方向拉伸的功能。
21.在另一优选的实施方式中,上述吹塑模具部件设置在吹塑模具承载部件处。特别地,吹塑模具部件可以打开和关闭,以将塑料预成型件输入吹塑模具中并将制成的容器从吹塑模具中取出。在另一有利的实施方式中,该设备包括承载件和尤其可转动的承载件,在承载件处设置有多个成型站。在此,所有这些成型站优选地分别具有吹塑模具和在此描述的杆状体。
22.上述可流动介质优选为空气,并且尤其是压缩空气。然而,还会可行的是:可流动介质也可以是液体,其中例如借助待填充的介质使容器膨胀并对其进行填充。
23.在另一有利的实施方式中,阀装置设置在杆状体的附近。因此,例如,杆状体可以已经插入阀装置的壳体中。以该方式,还可以进一步减少死区。在另一有利的实施方式中,杆状体具有用于冲洗塑料容器的正面或端侧开口。在此,此处尤其将开口设置在与阀装置相对置的端侧处,并且通道从阀装置延伸至开口。
24.上述施加装置优选为吹塑喷嘴。特别是,在此其是为了膨胀塑料预成型件而施加在其嘴口处的加载装置。
25.此处描述的塑料预成型件优选以多个压力级进行加载,比如预吹塑压力、中间吹塑压力和最终吹塑压力。
26.在另一优选的实施方式中,杆状体的长度大于300mm、优选大于 400mm、优选大于500mm、优选大于550mm并且优选大于600mm。在另一优选的实施方式中,杆状体的长度小于1500mm、优选小于1300mm、优选小于1200mm、优选小于1000mm并且优选小于900mm。
27.在另一优选的实施方式中,阀装置的移动至少暂时地且优选地完全地与杆状体、即拉伸杆的移动相耦联。因此可行的是:将阀装置和杆状体设置在相同的承载件处。
28.在另一优选的实施方式中,阀装置设计为是压力平衡的。这一设计方案提供的优点是:仅使用这样的力来可靠地阻断工作空气管线。以该方式,阀可以设计得非常小且轻。借此可以将拉伸滑块和移动的质量保持得非常小。因此,例如,阀装置可具有仅在特定压力下打开和/或关闭的预紧装置。
29.在一个优选的实施方式中,阀装置因此设计为,使得阀活塞的一侧、尤其其后侧同样加载有预设压力。在此,优选地,活塞力在活塞的密封侧和背离密封件的一侧上基本上相同大或选择得相同大。优选地,活塞力彼此间相差不超过30%、优选不超过20%、优选不超过10%并且优选不超过 5%。
30.在一个优选的实施方式中,阀装置是气动操作阀。在该设计方案中,还设有控制空气输送装置,控制空气输送装置用于操作阀装置。如上所述,控制空气在此也可以从工作空气管线以减小压力的形式被分支。优选地,阀装置设置在杆状体的一部段处并且特别是设置在端部部段处。因此可行的是:阀装置的出口直接与杆状体连接,以进一步减少死区。
31.在另一优选的设计方案中,杆状体由金属制成并且特别是由钢制成。以该方式,可以提高杆状体的稳定性。
32.在另一优选的实施方式中,杆状体至少间隔地被覆层并且特别地至少间隔地在其外表面处被覆层。杆状体优选在其整个外表面处和/或也在其内表面处被覆层。例如,通过覆层可实现抗腐蚀性,以及/或者覆层增加了杆状体的滑动能力。
33.特别优选地,杆状体至少在工作运行点处延伸穿过加载装置,比如吹塑喷嘴。特别是在该设计方案中,体部的覆层可以改进杆状体的滑动特性。杆状体特别优选覆层有选自包含铬、镍和/或塑料的物质组中的物质。
34.在另一优选的实施方式中,杆状体的材料是半成品。通常将预制材料称作为半成品,即预制的原材料和/或工件或简单形状的半成品。通常,它们由单一材料构成,该单一材料仅被形成为基本的几何形状,例如圆柱形状。因此,例如,半成品可以是型钢。
35.如上所述,通过在此描述的关于杆状体的处理方式可以实现减少扫气系统中的死区体积。此外,还可以降低制造成本,这是因为原材料钢比上述不锈钢连接更便宜。此外,还可以改进杆状体的稳定性。
36.本实用新型还涉及一种用于拉伸塑料预成型件,尤其是沿其纵向方向拉伸的杆状体,其中杆状体具有用于引导可流动介质的通道(并且特别地杆状体具有在其纵向方向上延伸的钻孔)并且杆状体具有预设的外径以及预设的内径,并且杆状体具有处于500至1000mm之间的长度。
37.根据本实用新型,杆状体由部件制成并且特别是由钢制成,以便内径和外径之间的比值小于或等于0.5。
38.因此,对于尤其用作为拉伸杆的杆状体而言,也需要内径和外径的比值小于0.5。杆状体的内径优选地也是用于引导可流动介质的通道的直径。
39.杆状体优选地具有至少一个并且优选地两个端侧开口,和/或通道在杆状体的纵向方向上完全地延伸穿过该杆状体。通道的直径优选地在杆状体的纵向方向之上是恒定的。
40.通道优选地设计为钻孔,该钻孔沿杆状体的纵向方向延伸,优选完全沿纵向方向延伸。钻孔优选地具有圆柱形横截面。如上所述,通过该钻孔的设计方案可以改进使用杆状体的相应设施的死区体积。
41.本实用新型还涉及一种用于将塑料预成型件成型为塑料容器和特别是塑料瓶的方法,其中至少一个成型站通过加载可流动介质并且特别是加载气态介质来将塑料预成型件成型为塑料容器,并且其中成型站具有吹塑模具,吹塑模具构成空腔,在该空腔内塑料预成型件被成型为塑料容器,并且其中成型站还具有对塑料预成型件加载可流动介质的加载装置,以及杆状体,杆状体经由塑料预成型件的嘴口被引入塑料预成型件中,并且此外,移动装置沿塑料预成型件的纵向方向移动杆状体,特别是以便拉伸塑料预成型件。
42.此外,杆状体具有用于引导可流动介质的通道(或可流动介质通过位于杆状体中的通道被引导),并且成型站的阀装置控制该可流动介质在通道中的输送。
43.根据本实用新型,阀装置设置在移动装置处,以及/或者杆状体的内径和杆状体的外径之间的比值至少部段地并且优选完全地小于0.5。
44.因此,在方法方面还提出:相对于现有技术,阀被设置为更靠近杆状体,以及/或者杆状体具有上述直径比值。
45.在一个优选的方法中,塑料预成型件在借助运送装置从成型站运输期间被成型为容器。
46.在另一优选的方法中,压力平衡的阀装置用作阀装置,或者阀装置至少暂时以压力平衡的方式来操作。
47.可流动介质和特别是空气优选地经由杆状体被转向到塑料预成型件和/或塑料容器的底部部段上。
48.特别优选地,在塑料容器已经在吹塑模具内完全成型为塑料瓶之后,对塑料容器进行加载。
附图说明
49.从所附的附图中得出其他的优点和实施方式:
50.附图中示出:
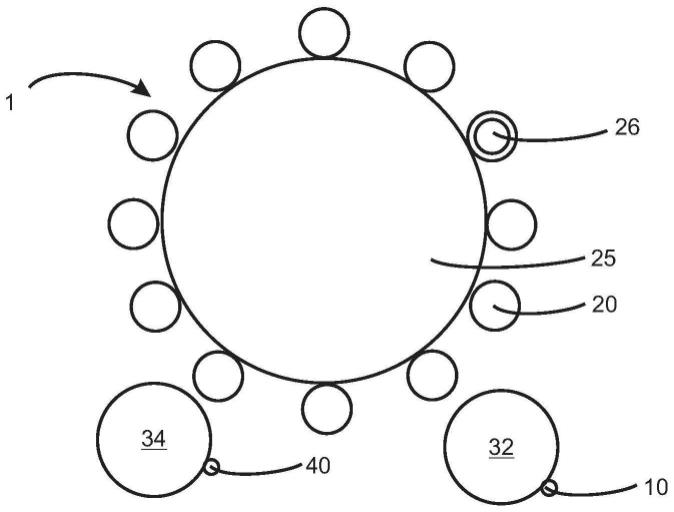
51.图1示出用于将塑料预成型件成型为塑料容器的设施的示意图;
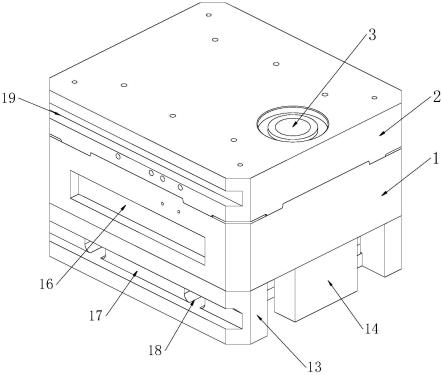
52.图2示出成型站的视图;
53.图3示出根据现有技术的成型站的视图;
54.图4示出图3所示的成型站的细节图;
55.图5示出根据本实用新型的成型站的细节图;
56.图6示出根据本实用新型的成型站的另一视图;
57.图7示出阀装置的视图;以及
58.图8示出杆状体的视图。
具体实施方式
59.图1示出用于将塑料预成型件10成型为塑料容器且特别是塑料瓶40 的成型装置1的示意图。在此,设有输送装置,比如输送星形件32,其将经加热的塑料预成型件交付给多个成型站20。在此,成型站设置在可转动的承载件25处,比如尤其是所谓的吹塑轮。在成型站20中,塑料预成型件10被成型为塑料容器40,然后由运出装置34,比如运出星形件运出。
60.附图标记26粗略示意性地表示设置在成型站20中的吹塑模具。吹塑模具在此可以具有两个侧部件,侧部件为了打开和闭合塑料预成型件可以关于轴线相对于彼此枢转。
61.图2示出成型站20的视图。成型站具有杆状体24,如拉伸杆,杆状体为了拉伸塑料预成型件而可以被引入到其内部中。附图标记4表示为此目的移动拉伸杆的移动装置。
62.附图标记2表示加载装置,加载装置对塑料预成型件加载可流动介质并且尤其是压缩空气。附图标记14a和14b表示侧部件承载件,侧部件承载件适合于并且旨在用于承载或保持吹塑模具26的吹塑模具部件。附图标记16表示锁定装置,锁定装置在塑料预成型件膨胀期间将两个吹塑模具部件或其侧部件承载件14a和14b保持在一起,或将它们相互锁定。
63.图3示出根据现有技术的成型站的细节图。在此,设有承载件,移动元件52设置在该承载件处。杆状体124又设置在移动元件52处。附图标记108表示阀装置,阀装置经由管线126,比如软管与杆状体连接。软管的内部形成死区体积,根据本实用新型,该死区体积应当被减小。
64.图4示出细节图,其中在此仅示出阀装置108、管线装置126和杆状体24。
65.图5示出根据本实用新型的成型站。在此也又设有移动元件52,例如拉伸滑块。移动元件可以是上述移动装置的组成部分。然而,在该设计方案中,阀装置8直接设置在杆状体24处。附图标记46表示工作空气输送管线,工作空气输送管线经由然而在此优选刚性构成的连接管线42与阀装置8的接口44连接。以该方式,可以省却图4中示出的连接软管126,并且以该方式显着减小死区体积。更准确地说,阀装置优选直接设置在杆状体24处。阀装置因此优选地也与杆状体24一起移动。
66.在图6中示出根据本实用新型的成型站的另一视图。在此,针对阀装置设计为气动阀的情况,附图标记46表示控制空气输送管线。
67.图7示出有利地被使用的阀装置的细节图,该阀装置在此被设计为压力平衡阀。在此,附图标记82表示阀装置,并且附图标记84表示阀密封件。
68.附图标记85表示先导阀,先导阀尤其用于操控阀装置。附图标记90 和92表示控制室,并且尤其表示通过先导阀操控的控制室。
69.附图标记88表示密封件侧和活塞后侧之间的连接空间,经由该连接空间引起压力平衡,并且附图标记94表示活塞后侧的压力空间。附图标记86表示阀装置的活塞。
70.图8示出杆状体24或拉伸杆的剖面图。在此,附图标记di和da表示杆状体的内径和外径。可以看出:杆状体24优选地具有圆柱形轮廓。在此设计为钻孔的通道62或空腔也优选以圆柱形的方式来设计。
71.申请人保留要求保护在本技术文件中公开的特征作为本实用新型实质内容的权利,只要所述特征单独地或组合地相对于现有技术是新颖的。此外,需要指出的是,在各个附图中也描述了本身能够有利的特征。本领域技术人员应当直接地认识到,附图中描述的特定的特征在没有采用附图中其他特征的情况下也可以是有利的。此外,本领域技术人员认识到,通过更多在各个或不同附图中示出的特征的组合也能够获得优点。
72.附图标记列表
73.1成型装置
74.2加载装置
75.4移动装置
76.8阀装置
77.10塑料预成型件
78.14a侧部件承载件
79.14b侧部件承载件
80.20成型站
81.24杆状体、拉伸杆
82.25承载件
83.26吹模模具
84.32输送星形件
85.34运出装置
86.40塑料容器
87.42连接管线
88.44接口
89.46工作空气输送管线
90.52移动元件、拉伸滑块
91.62通道
92.82阀出口
93.84阀密封件
94.85先导阀
95.92控制室
96.90控制室
97.88密封侧和活塞后侧之间的连接空间
98.86活塞
99.94活塞后侧的压力室
100.108阀装置(现有技术)
101.124杆状体(现有技术)
102.126管线装置
103.di内径
104.da外径。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。