1.本实用新型涉及成型螺丝柱模具技术领域,尤其涉及通过司筒和司筒针成型螺丝柱的模具。
背景技术:
2.现有的塑料产品中,很多采用螺丝进行连接,而采用螺丝进行连接,前提条件必然是塑料产品内开设有螺纹孔。而现有螺纹孔的主要加工过程方式是:在成型螺纹孔前,先在塑料产品中成型螺丝柱,螺丝柱具有沿自身轴向延伸的内孔,后期用攻牙机构在内孔中加工出螺牙,再通过螺丝与螺牙进行螺纹连接,即可将塑料产品的前盖和后盖进行固定。
3.另外,为了便于螺丝找准螺牙,一般需要在内孔的端部开设倒角r1(r1的优选值为c0.2mm),即最好在铸造塑料产品时,将倒角r1一并成型。如此,需要利用司筒针和司筒进行辅助。其中,司筒针为实心结构,而司筒为套筒结构,即司筒具有配套通孔;司筒针穿设于司筒的配套通孔,并穿入至模具的型腔,使得司筒针位于型腔的端部(定义司筒针的该端部为内端)与司筒的端面之间具有一定的间距,该间距即为螺丝柱的高度。需要说明的是,此时,司筒的端面作为型腔的一部分,以及,司筒针的侧壁以及司筒针的内端的端面也作为型腔的一部分。铸造时,熔融状态的原料注入模具的型腔,并填充在司筒针的内端的外围,当原料固化之后,塑料产品的前盖或后盖成型的螺丝柱便具有所述内孔,如此,只需要对内孔进行攻牙以形成螺牙即可。
4.然而,为了便于在内孔设置倒角r1,现有技术的做法是:将一体化结构的司筒针设置成两节共轴结构,第一节的轴径较小(定义为小轴段),第二节的轴径较大(定义为大轴段),小轴段与大轴段之间通过倒角r2(r2的优选值为c0.2mm)进行衔接;一般而言,倒角r2在0.2mm-0.5mm之间;如此,小轴段将穿入至型腔内,而大轴段将被司筒的配套通孔套接。显然,基于模具上用于容置司筒的安装孔的孔径是固定的;为了使得大轴段嵌置于司筒的配套通孔内,显然需要缩减司筒的壁厚,以使司筒针的大轴段与司筒的配套通孔适配。如此,便产生了如下几个缺陷:
5.1、司筒的壁厚较小,只有0.69mm,而司筒的厚度一般要0.8mm以上其强度才具有保障性。
6.2、司筒与司筒针之间的尺寸精度要求较高,即要求大轴段的长度与司筒的配套通孔等长,以防止倒角r1≠r2。需要补充理解的是,当司筒的配套通孔的长度大于大轴段的长度,则发生螺丝柱的端部的中部比边缘高的现象;当司筒的配套通孔的长度小于大轴段的长度,则发生螺丝柱的内孔的被成型处圆孔段与倒角段的组合。
技术实现要素:
7.为了克服现有技术的不足,本实用新型的目的在于提供通过司筒和司筒针成型螺丝柱的模具,其能够提高司筒的壁厚以提高司筒的强度,同时降低司筒与司筒针之间的配合精度,并提高螺丝柱的制造精度。
8.本实用新型的目的采用如下技术方案实现:
9.通过司筒和司筒针成型螺丝柱的模具,包括模具,所述模具开设有与模具的型腔连通的安装孔,所述模具还具有司筒和司筒针,所述司筒可拆卸地插接在所述安装孔内,所述司筒具有配套通孔,所述司筒针容置在所述配套通孔内;所述司筒上靠近模具的型腔的端部向模具的型腔凸起而形成环形倒角,所述环形倒角围设在所述配套通孔的端口的外围,并与所述司筒针的侧壁抵接,所述环形倒角的壁厚沿所述司筒的径向由内向外逐渐减小。
10.进一步地,所述环形倒角的大小范围为c0.2mm-c0.5mm。
11.进一步地,所述环形倒角的大小为c0.3mm。
12.进一步地,所述安装孔设于所述模具的前模或所述模具的后模。
13.进一步地,所述司筒针呈圆柱体结构。
14.进一步地,所述通过司筒和司筒针成型螺丝柱的模具用于成型游戏类科教音乐盒子。
15.相比现有技术,本实用新型的有益效果在于:
16.1、司筒上靠近模具的型腔的端部向模具的型腔凸起而形成环形倒角,环形倒角围设在配套通孔的端口的外围,并与司筒针的侧壁抵接,环形倒角的壁厚沿司筒的径向由内向外逐渐减小。如此,即将环形倒角设置在司筒上,通过环形倒角成型螺丝柱的内孔的倒角r1,这样设置,使得司筒针只需要与配套通孔适配即可,从而降低两者之间的配合精度要求。特别是,成型出来的倒角r1不会出现缺陷,即保证了螺丝柱的开口处的倒角r1品质较佳。需要补充说明的是,此时,即便因为配套通孔的长度加工出现误差,或者是司筒针的装配深浅精度不足,基于环形倒角固定于司筒,即成型后螺丝柱上由司筒作为腔壁以进行成型的部位被精确成型,即不会影响倒角r1的形状和品质。
17.2、此时,并不需要在司筒针设置大轴段,因而并不需要缩减司筒的厚度以保持司筒的强度。
附图说明
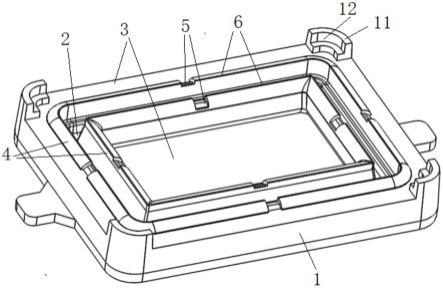
18.图1为本实用新型的通过司筒和司筒针成型螺丝柱的模具的结构示意图;
19.图2为图1所示的通过司筒和司筒针成型螺丝柱的模具(隐藏司筒针)的结构示意图。
20.图中:1、模具;11、型腔;12、安装孔;2、司筒;21、配套通孔;22、环形倒角;3、司筒针。
具体实施方式
21.下面,结合附图以及具体实施方式,对本实用新型做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
22.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上,或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能存在居中元件。本文所使用的“垂直的”、“水平的”、“左”、“右”以及
类似的表述只是为了说明的目的,并不代表是唯一的实施方式。
23.除非另有定义,本文所使用的所有的技术术语和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
24.图1-图2示出了本实用新型一较佳实施例的通过司筒和司筒针成型螺丝柱的模具,其包括模具1。模具1开设有与模具1的型腔11连通的安装孔12,模具1还具有司筒2和司筒针3,司筒2可拆卸地插接在安装孔12内,司筒2具有配套通孔21,司筒针3容置在配套通孔21内;司筒针3与配套通孔21之间既可以是固定连接关系,也可以是可拆卸地插接关系。可以理解,按照惯常设置,安装孔12设置于后模的后模仁;而可以理解的是,实质上,安装孔12可以根据需求设置在模具1的必要位置,例如前模的前模仁等等。
25.重要地,司筒2上靠近模具1的型腔11的端部向模具1的型腔11凸起而形成环形倒角22,环形倒角22围设在配套通孔21的端口的外围,并与司筒针3的侧壁抵接,环形倒角22的壁厚沿司筒2的径向由内向外逐渐减小。如此,即将环形倒角22设置在司筒2上,通过环形倒角22成型螺丝柱的内孔的倒角r1,这样设置,使得司筒针3只需要与配套通孔21适配即可,从而降低两者之间的配合精度要求。特别是,成型出来的倒角r1不会出现缺陷,即保证了螺丝柱的开口处的倒角r1品质较佳。需要补充说明的是,此时,即便因为配套通孔21的长度加工出现误差,或者是司筒针3的装配深浅精度不足,基于环形倒角22固定于司筒2,即成型后螺丝柱上由司筒2作为腔壁以进行成型的部位被精确成型,即不会影响倒角r1的形状和品质。此时,并不需要在司筒针3设置大轴段,因而并不需要缩减司筒2的厚度以保持司筒2的强度。
26.进一步地,环形倒角22的大小范围为c0.2mm-c0.5mm,更优值为c0.3mm。
27.进一步地,司筒针3呈圆柱体结构。
28.实质上,本通过司筒和司筒针成型螺丝柱的模具主要用于成型游戏类科教音乐盒子,而根据其用途,显然也适用于需要通过司筒2和司筒针3对螺丝柱进行成型的任何产品。
29.上述实施方式仅为本实用新型的优选实施方式,不能以此来限定本实用新型保护的范围,本领域的技术人员在本实用新型的基础上所做的任何非实质性的变化及替换均属于本实用新型所要求保护的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。