1.本实用新型属于模具领域,尤其涉及一种应用于挤出模具的流道结构。
背景技术:
2.挤出模具是属于成型模具的一种,其主要通过所成型材料物理状态的改变来实现物品外形的加工。挤塑模具是挤出生产的核心部分,其技术状态直接关系到挤出生产的稳定性、挤出制品的质量、挤出生产效率以及模具本身的使用寿命。
3.现有技术的模具采用的是固定的一体化内腔模具对材料进行成型。
4.但是,现有技术对材料进行成型的过程中,不能根据材料的膨胀系数来控制内部流道的大小,进而造成内部起泡还有质地不均匀的问题,影响了成品的质量。
技术实现要素:
5.本实用新型实施例的目的在于提供一种应用于挤出模具的流道结构,旨在解决现有技术对材料进行成型的过程中,不能根据材料的膨胀系数来控制内部流道的大小,进而造成内部起泡还有质地不均匀的问题,影响了成品的质量的问题。
6.本实用新型实施例是这样实现的,一种应用于挤出模具的流道结构,包括挤出口,还包括:
7.挤出承接装置,挤出承接装置安装在挤出口的一侧,用于安装挤出模具的挤出口;
8.成型流道装置,成型流道装置安装在挤出承接装置的一侧,用于实现流体的成型并实现对成型体积的控制;
9.加热辅助装置,加热辅助装置安装在挤出口的一侧,用于实现对成型流道装置的辅助加热。
10.进一步的技术方案,挤出承接装置包括套接在挤出口表面的外接套管,外接套管与挤出口接触的部位开设有内螺纹,外接套管的侧边部位焊接有翼板,翼板的内部螺纹安装有螺钉,螺钉的一侧螺纹安装有螺钉,外接套管的一侧焊接安装有插板。
11.进一步的技术方案,成型流道装置包括套接在插板外部的第一模具腔,第一模具腔的内部开设有型腔,第一模具腔的侧边部位盖合有钉板,钉板的侧边部位插接有销钉,钉板的中间部位螺纹安装有螺杆,螺杆的表面套接有手柄,螺杆的一侧螺纹安装有推板装置,第一模具腔的一侧焊接有衬板,衬板的一侧焊接有第二模具腔,第二模具腔的一侧开设有仿形凸缘。
12.进一步的技术方案,推板装置包括滑动安装在型腔侧壁的滑板,滑板的中间部位焊接有弧形板,弧形板的表面开设有螺孔。
13.进一步的技术方案,第一模具腔的一侧固定安装有电热丝,第一模具腔的侧边部位开设有安装孔、螺纹孔和销钉孔。
14.本实用新型实施例提供的一种应用于挤出模具的流道结构,本装置为了避免现有技术中的问题,在装置的内部设置了可以伸缩的成型流道装置,配合来自挤出承接装置处
收集的融化材料,实现了模具内部塑形体积可调的内部流道结构,使得成品不会出现气泡和局部不均匀的现象,成品的质量更佳;此外,位于装置顶部的加热辅助装置还可以对本模具进行辅助加热,提高内部材料的流动性以及均匀度。
附图说明
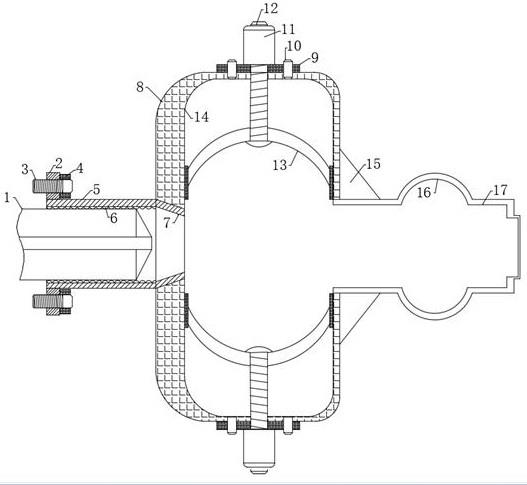
15.图1为本实用新型实施例的结构示意图。
16.图2为本实用新型实施例中的第一模具腔的结构示意图。
17.图3为本实用新型实施例中的弧形板的结构示意图。
18.附图中:1挤出口、2翼板、3螺钉、4螺母、5外接套管、6内螺纹、7插板、8第一模具腔、9钉板、10销钉、11手柄、12螺杆、13推板装置、14型腔、15衬板、16仿形凸缘、17第二模具腔、18弧形板、19螺孔、20滑板、21电热丝、71安装孔、91螺纹孔、121销钉孔。
具体实施方式
19.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
20.以下结合具体实施例对本实用新型的具体实现进行详细描述。
21.如图1所示,为本实用新型一个实施例提供的一种应用于挤出模具的流道结构,包括挤出口1,还包括:
22.挤出承接装置,挤出承接装置安装在挤出口1的一侧,用于安装挤出模具的挤出口1;
23.成型流道装置,成型流道装置安装在挤出承接装置的一侧,用于实现流体的成型并实现对成型体积的控制;
24.加热辅助装置,加热辅助装置安装在挤出口1的一侧,用于实现对成型流道装置的辅助加热。
25.在本实用新型实施例中,本装置为了避免现有技术中的问题,在装置的内部设置了可以伸缩的成型流道装置,配合来自挤出承接装置处收集的融化材料,实现了模具内部塑形体积可调的内部流道结构,使得成品不会出现气泡和局部不均匀的现象,成品的质量更佳;此外,位于装置顶部的加热辅助装置还可以对本模具进行辅助加热,提高内部材料的流动性以及均匀度。
26.如图1所示,作为本实用新型的一种优选实施例,挤出承接装置包括套接在挤出口1表面的外接套管5,外接套管5与挤出口1接触的部位开设有内螺纹6,外接套管5的侧边部位焊接有翼板2,翼板2的内部螺纹安装有螺钉3,螺钉3的一侧螺纹安装有螺钉4,外接套管5的一侧焊接安装有插板7。
27.在本实用新型实施例中,外接套管5和其内部的内螺纹6的主要作用是套接挤出口1,防止融化材料流出,翼板2以及翼板内部插接的螺钉3,用于将外接套管5与挤出部位进行连接固定,插拔7的作用是利用插板7的斜度来保证连接的稳定性。
28.如图1所示,作为本实用新型的一种优选实施例,成型流道装置包括套接在插板7外部的第一模具腔8,第一模具腔8的内部开设有型腔14,第一模具腔8的侧边部位盖合有钉
板9,钉板9的侧边部位插接有销钉10,钉板9的中间部位螺纹安装有螺杆12,螺杆12的表面套接有手柄11,螺杆12的一侧螺纹安装有推板装置13,第一模具腔8的一侧焊接有衬板15,衬板15的一侧焊接有第二模具腔17,第二模具腔17的一侧开设有仿形凸缘16。
29.在本实用新型实施例中,第一模具腔8内部的型腔、第二模具腔17以及仿形凸缘16的作用均为收接融化材料的流道部位,钉板9侧边的销钉10的作用是将钉板9固定在模具的表面,通过手动旋转手柄11,可以控制螺杆12的旋入和旋出,进而使得螺杆12一端连接的推板装置13可以实现来回移动以控制内部流道的大小,衬板15的作用是连接相邻模具的作用。
30.如图3所示,作为本实用新型的一种优选实施例,推板装置13包括滑动安装在型腔14侧壁的滑板20,滑板20的中间部位焊接有弧形板18,弧形板18的表面开设有螺孔19。
31.在本身实用新型实施例中,滑板20在型腔14的侧边可以来回滑动,弧形板18的作用主要是控制内部型腔的大小,以调节融化材料的局部均匀度,螺孔19是螺杆12的安装部位。
32.如图2所示,作为本实用新型的一种优选实施例,第一模具腔8的一侧固定安装有电热丝21,第一模具腔8的侧边部位开设有安装孔71、螺纹孔91和销钉孔121。
33.在本实用新型实施例中,电热丝21是加热部位,内部的融化材料保证流动性以及均匀度,安装孔71是插板7的安装部位,螺纹孔91和销钉孔121分别为螺杆12和销钉10的插接安装部位。
34.本实用新型上述实施例中提供了一种应用于挤出模具的流道结构,本装置为了避免现有技术中的问题,在装置的内部设置了可以伸缩的成型流道装置,配合来自挤出承接装置处收集的融化材料,实现了模具内部塑形体积可调的内部流道结构,使得成品不会出现气泡和局部不均匀的现象,成品的质量更佳;此外,位于装置顶部的加热辅助装置还可以对本模具进行辅助加热,提高内部材料的流动性以及均匀度。
35.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。