1.本发明涉及了热冲压领域,具体的是一种热冲压成型零件的制备装置及方法。
背景技术:
2.目前在热冲压行业中,用应最广泛的是铝硅涂层板,铝硅涂层板可以有效的防止坯料在奥氏体化加热过程中的氧化问题。因此目前常用的加热炉炉内气氛不需做氧势的控制,而只是通过控制气体露点做水汽含量的控制。但是铝硅涂层在普通气氛炉内进行连续大批量生产的加热过程中容易与热空气中残留的水汽发生反应,生成氢,导致氢致延迟断裂。氢致延迟断裂,又称氢脆,它是由于氢原子溶解于金属材料中造成性能弱化或脆化的现象。氢会加速金属内部的裂纹扩展,造成金属断裂面的特征由延性转变为脆性。目前在实际生产中奥氏体化炉中的露点一般要求控制在-15℃~-20℃,阻碍加热炉中水汽生产,以避免水汽与铁、铝、硅等表面元素发生还原反应生成氢。但是实际大批量生产中常用的辊底式加热炉和箱式加热炉,由于不具备多个气密性腔体,当坯料进出加热炉时,含有大量水汽的外界空气进入加热炉腔体,使得炉内露点气氛难以控制。还有因为设备故障坯料在加热炉内长时间停留,这些都会使得铝硅涂层内部吸入大量的氢原子,从而引发氢脆风险的发生。另外目前在奥氏体化加热炉内通入干燥空气来控制加热炉内的水汽,只能减缓在加热过程中的铝硅涂层的吸氢问题。而在铝硅涂层板的制造过程中,钢板进入熔融铝液内,铝液内也存在大量吸氢,通常是在铝液内通入干燥高纯氮气进行除氢,但是铝液里始终会存在一部分氢,而这部分氢在奥氏体化炉内通过控制露点,是无法去除的。虽然真空加热在热处理行业普遍应用,但是由于常用真空加热设备只适用于小件,并且加热周期以小时计,无法满足汽车车身部件的大尺寸,和高节拍(几十秒)的要求。因此铝硅涂层钢板的热成形加热一直以来都是以非气密性的连续辊底式和箱式炉来实现的。
3.随着油耗法规的不断提升,汽车轻量化的需求日趋急迫,越来越多的轻量化材料应用于各类汽车零部件。近年来,热成形钢板(press harden steel,phs)由于强度超高、成形性好、尺寸精度高等优势,得到众多整车厂青睐,被大量应用于汽车结构件。目前抗拉强度在1500mpa的phs已大规模应用,而1800mpa以上的phs也有一些钢厂可量产。但是强度越高,其氢脆风险越大。1500mpa的钢已存在氢致延迟断裂风险,对于1800mpa,甚至2000mpa钢来说,氢致延迟断裂风险更大,更严重。氢脆问题严重限制了1800mpa以上超高强度钢铝硅涂层材料的应用。
技术实现要素:
4.为了克服现有技术中的缺陷,解决氢脆问题,本发明的第一目的在于提供一种制备大批量热冲压成型零件的装置;本发明的第二目的在于提供一种大批量热冲压成型零件的制备方法;本发明的第三目的在于提供采用该方法制备获得的铝硅镀层的热冲压零件。
5.本发明的目的通过以下技术方案得以实现:
6.一方面,本发明提供一种制备大批量热冲压成型零件的装置,该装置包括:
7.加热炉单元和热冲压单元;
8.所述加热炉单元具有多个独立的气密性腔室,包括依次相连通的进料腔室、加热腔室和出料腔室;所述热冲压单元包括冲压机;
9.所述出料腔室与所述冲压机相连通。
10.上述的装置中,优选地,所述进料腔室的入口具有气密性的进料炉门;所述进料腔室的出口与所述加热腔室的入口中间设置有具有气密性的第一隔离炉门。
11.上述的装置中,优选地,所述出料腔室的出口具有气密性的出料炉门;所述出料腔室的入口与所述加热腔室的出口中间设置有具有气密性的第二隔离炉门。
12.上述的装置中,优选地,所述加热腔室选自真空腔室或气氛腔室。
13.上述的装置中,优选地,当所述加热腔室为真空腔室时,所述加热腔室内的真空度为1~10000pa,优选为100~1000pa,腔室内的温度为880~1000℃,优选为930℃;所述加热腔室用于同时对多组坯料进行加热。
14.上述的装置中,优选地,当所述加热腔室为气氛腔室时,所述加热腔室中的气氛为干燥空气或其他干燥气体,所述干燥空气或其他干燥气体为水汽含量低于1000ppm(体积分数),优选为100ppm(体积分数);腔室内的气压为室外大气压,腔室内的温度为880~1000℃,优选为930℃;所述加热腔室用于同时对多组坯料进行加热。
15.上述的装置中,优选地,所述出料腔室的温度为400~800℃,优选为600-700℃。
16.上述的装置中,优选地,所述进料腔室的上游设置有进料平台;所述出料腔室的下游设置有出料平台。
17.另一方面,本发明还提供一种大批量热冲压成型零件的制备方法,该方法采用上述的装置进行制备,包括以下步骤:
18.将坯料送入至气密性的进料腔室,然后对进料腔室抽气达到一定的真空度;
19.接着将坯料送至气密性的加热腔室进行奥氏体化加热得到热坯料;
20.热坯料送至气密性的出料腔室;
21.经由出料腔室输送出的坯料转入至冲压机进行热冲压成型。
22.上述的制备方法中,优选地,所述坯料经由进料炉门送入进料腔室;所述进料腔室中的坯料经由第一隔离炉门送至加热腔室;所述加热腔室中的热坯料经由第二隔离炉门送至出料腔室;所述出料腔室中的坯料经由出料炉门送至冲压机中。
23.上述的制备方法中,优选地,所述坯料包括铝硅涂层坯料。
24.上述的制备方法中,优选地,当所述加热腔室为真空腔室时,坯料经由进料炉门进入进料腔室后,进料腔室抽气达到真空度高于10000pa,优选为100~1000pa;
25.待进料腔室内的真空度接近于加热腔室的真空度后,接着打开进料腔室与加热腔室之间的第一隔离炉门,坯料被送入加热腔室中进行奥氏体化加热,接着关闭进料腔室与加热腔室之间的第一隔离炉门。
26.上述的制备方法中,优选地,当所述加热腔室为真空腔室时,坯料在加热腔室热处理完毕准备出炉前,出料腔室抽气达到真空度高于10000pa,优选为100~1000pa;
27.待出料腔室内的真空度接近于加热腔室内的真空度后,接着打开出料腔室与加热腔室之间的第二隔离炉门,坯料被送入出料腔室,接着关闭出料腔室与加热腔室之间的第二隔离炉门;
28.在出料腔室的出料炉门打开之前,向出料腔室内充入干燥空气或其他干燥气体达到室外气压后,打开出料炉门。
29.上述的制备方法中,优选地,当所述加热腔室为干燥气氛腔室时,坯料经由进料炉门进入进料腔室后,进料腔室抽气达到真空度高于10000pa,优选为100~1000pa;然后向进料腔室内通入干燥空气或其他干燥气体,干燥空气或其他干燥气体为水汽含量低于1000ppm,优选为100ppm;
30.待进料腔室内的气压接近于加热腔室的气压后,接着打开进料腔室与加热腔室之间的第一隔离炉门,坯料被送入加热腔室中进行奥氏体化加热,接着关闭进料腔室与加热腔室之间的第一隔离炉门。
31.上述的制备方法中,优选地,当所述加热腔室为真空腔室时,坯料在加热腔室热处理完毕准备出炉前,出料腔室抽气达到真空度高于10000pa,优选为100~1000pa;然后向出料腔室内通入干燥空气或其他干燥气体,干燥空气或其他干燥气体为水汽含量低于1000ppm,优选为100ppm;
32.待出料腔室内的气压接近于加热腔室的气压后,接着打开出料腔室与加热腔室之间的第二隔离炉门,坯料被送入出料腔室,接着关闭出料腔室与加热腔室之间的第二隔离炉门;
33.在出料腔室的出料炉门打开之前,向出料腔室内充入干燥空气或其他干燥气体达到室外气压后,打开出料炉门。
34.上述的制备方法中,优选地,冲压机中进行热冲压成型的方法包括对出料的坯料进行激光拼焊。
35.上述的制备方法中,优选地,冲压机中进行热冲压成型的坯料温度控制为500~700℃的范围内加热速率小于7℃/s。
36.再一方面,本发明还提供一种铝硅镀层的热冲压零件,其采用上述的制备方法制备获得。
37.上述的热冲压零件,优选地,该热冲压零件的抗拉强度≥1500mpa。
38.上述的热冲压零件,优选地,所述热冲压零件的生产节拍在20~40s之间。
39.本发明的有益效果:
40.本发明通过采用具有气密性腔室的加热炉并把腔室内的气体抽出去,达到10000pa以上的真空度。使加热炉内的水汽含量值小于1000ppm,1000ppm对应的露点值约在-15℃。此时可通过两种加热方式进行加热,一种是在具有独立腔室的加热炉抽完空气后,再通入露点值更低的干燥空气,例炉内外的气压保持一致。另一种是在气密性腔室保持一定真空度下进行加热即采用真空加热方式。另外真空加热有利于坯料原材料中氢的扩散到真空里面,有利于原材料里氢含量的减少。采用三个独立气密性腔室巧妙的避开了一般真空炉的弊端。即容纳多组坯料同时加热的加热腔室的气氛始终保持在一定真空度或一定干燥气氛中,不需要对加热腔室进行由一个大气压到一定真空度的频繁抽气。既避免了高温抽气对抽真空设备的损坏,又不会产生因为大容积腔室抽气所需的长时间。只对进出料腔室进行抽气。进出料腔室只容纳一组坯料,容积小,抽气时间短。如果采用单个独立腔室作为进出料和加热,一来对900℃以上温度的高温气体抽气,会严重损坏抽真空设备;二来由于批量生产需要多组坯料同时加热,进出料腔室如果空间很大会导致抽取真空时间太
长。出料腔室具备一定的炉温,也是本发明申请的创新点之一。这是因为坯料经过奥氏体加热后需要迅速转移到压机内进行压制成形。如果传送时间超过12秒,将会导致热压淬火后产品内的马氏体组织含量不足,产品的机械性能不合格。而坯料从加热腔室出来经过出料腔室时,在出料腔室会有一个等待时间,等待出料腔室外炉门打开。这就导致坯料到压机时间过长,影响产品机械性能。经过发明者的研究发现,如果出料腔室保持一定的温度,则坯料在出料腔室等待期间会保持足够的温度,进而传送至压机压制后产品机械性能是合格的。而出料腔室虽然也要有抽气,但气体温度远低于加热腔室,对抽真空设备没有不良影响。
41.为让本发明的上述和其他目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附图式,作详细说明如下。
附图说明
42.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
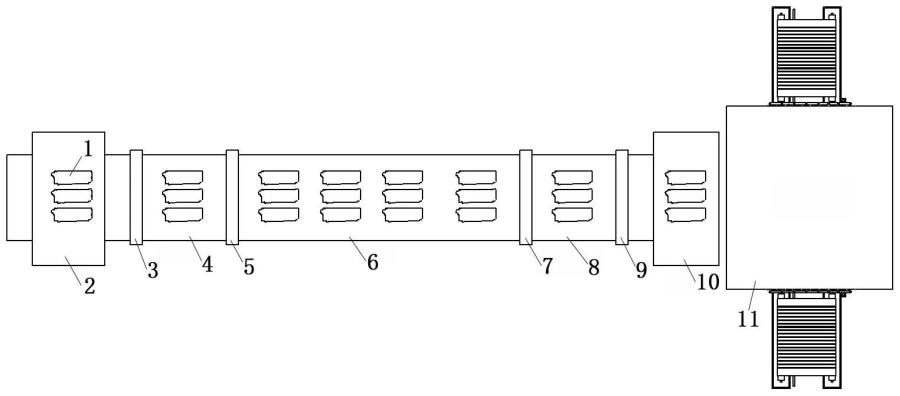
43.图1为本发明制备大批量热冲压成型零件的装置的结构示意图。
44.附图符号说明:
45.1、坯料;2、进料平台;3、进料炉门;4、进料腔室;5、第一隔离炉门;6、加热腔室;7、第二隔离炉门;8、出料腔室;9、出料炉门;10、出料平台;11、冲压机。
具体实施方式
46.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
47.本发明实施例提供一种制备大批量热冲压成型零件的装置,如图1所示,该装置包括:
48.加热炉单元和热冲压单元;所述加热炉单元具有多个独立的气密性腔室,包括依次相连通的进料腔室4、加热腔室6和出料腔室8;所述热冲压单元包括冲压机11;出料腔室8与冲压机11相连通。
49.在一优选的实施方式中,进料腔室4的入口具有气密性的进料炉门3;进料腔室4的出口与加热腔室6的入口中间设置有具有气密性的第一隔离炉门5。
50.在一优选的实施方式中,出料腔室8的出口具有气密性的出料炉门9;出料腔室8的入口与加热腔室6的出口中间设置有具有气密性的第二隔离炉门7。
51.在一优选的实施方式中,加热腔室6选自真空腔室或气氛腔室。
52.在一优选的实施方式中,当加热腔室6为真空腔室时,加热腔室6内的真空度为1~10000pa,优选为100~1000pa,腔室内的温度为880~1000℃,优选为930℃;加热腔室6用于同时对多组坯料进行加热。
53.在一优选的实施方式中,当加热腔室6为气氛腔室时,加热腔室6中的气氛为干燥空气或其他干燥气体,所述干燥空气或其他干燥气体为水汽含量低于1000ppm(体积分数),优选为100ppm(体积分数);腔室内的气压为室外大气压,腔室内的温度为880~1000℃,优选为930℃;加热腔室6用于同时对多组坯料进行加热。
54.在一优选的实施方式中,出料腔室8的温度为400~800℃,优选为650℃。
55.在一优选的实施方式中,进料腔室4的上游设置有进料平台2;出料腔室8的下游设置有出料平台10。
56.本实施例还提供一种大批量热冲压成型零件的制备方法,该方法采用上述的装置进行制备,包括以下步骤:
57.将坯料1送入至气密性的进料腔室4,然后对进料腔室4抽气达到一定的真空度;
58.接着将坯料送至气密性的加热腔室6进行奥氏体化加热得到热坯料;
59.热坯料送至气密性的出料腔室8;
60.经由出料腔室8输送出的坯料转入至冲压机11进行热冲压成型。
61.在一优选的实施方式中,坯料1经由进料炉门3送入进料腔室4;进料腔室4中的坯料经由第一隔离炉门5送至加热腔室6;加热腔室6中的热坯料经由第二隔离炉门7送至出料腔室8;出料腔室8中的坯料经由出料炉门9送至冲压机11中。
62.在一优选的实施方式中,坯料1选自铝硅涂层坯料。
63.在一优选的实施方式中,当加热腔室6为真空腔室时,坯料1经由进料炉门3进入进料腔室4后,进料腔室4抽气达到真空度高于10000pa,优选为100~1000pa;
64.待进料腔室4内的真空度接近于加热腔室6的真空度后,接着打开进料腔室4与加热腔室6之间的第一隔离炉门5,坯料被送入加热腔室6中进行奥氏体化加热,接着关闭进料腔室4与加热腔室6之间的第一隔离炉门5。
65.在一优选的实施方式中,当加热腔室6为真空腔室时,坯料在加热腔室6热处理完毕准备出炉前,出料腔室8抽气达到真空度高于10000pa,优选为100~1000pa;
66.待出料腔室8内的真空度接近于加热腔室6内的真空度后,接着打开出料腔室8与加热腔室6之间的第二隔离炉门7,坯料被送入出料腔室8,接着关闭出料腔室8与加热腔室6之间的第二隔离炉门7;
67.在出料腔室8的出料炉门9打开之前,向出料腔室8内充入干燥空气或其他干燥气体达到室外气压后,打开出料炉门9。
68.在一优选的实施方式中,当加热腔室6为干燥气氛腔室时,坯料1经由进料炉门3进入进料腔室4后,进料腔室4抽气达到真空度高于10000pa,优选为100~1000pa;然后向进料腔室4内通入干燥空气或其他干燥气体,干燥空气或其他干燥气体为水汽含量低于1000ppm,优选为100ppm;
69.待进料腔室4内的气压接近于加热腔室6的气压后,接着打开进料腔室4与加热腔室6之间的第一隔离炉门5,坯料被送入加热腔室6中进行奥氏体化加热,接着关闭进料腔室4与加热腔室6之间的第一隔离炉门5。
70.在一优选的实施方式中,当加热腔室6为真空腔室时,坯料在加热腔室6热处理完毕准备出炉前,出料腔室8抽气达到真空度高于10000pa,优选为100~1000pa;然后向出料腔室8内通入干燥空气或其他干燥气体,干燥空气或其他干燥气体为水汽含量低于
1000ppm,优选为100ppm;
71.待出料腔室8内的气压接近于加热腔室6的气压后,接着打开出料腔室8与加热腔室6之间的第二隔离炉门7,坯料被送入出料腔室8,接着关闭出料腔室8与加热腔室6之间的第二隔离炉门7;
72.在出料腔室8的出料炉门9打开之前,向出料腔室8内充入干燥空气或其他干燥气体达到室外气压后,打开出料炉门9。
73.在一优选的实施方式中,冲压机11中进行热冲压成型的方法包括对出料的坯料进行激光拼焊。
74.在一优选的实施方式中,冲压机11中进行热冲压成型的坯料温度控制为500~700℃的范围内加热速率小于7℃/s。
75.本实施例还提供一种铝硅镀层的热冲压零件,其采用上述的制备方法制备获得。
76.在一优选的实施方式中,该热冲压零件的抗拉强度≥1500mpa。
77.在一优选的实施方式中,所述热冲压零件的生产节拍在20~40s之间。
78.下面通过具体实施例,详细说明本发明:
79.实施例1:
80.首先将1.4mm的热压后抗拉强度为1800mpa的热冲压坯料板材铝硅涂层板送入具有三个气密腔室的真空炉内,三个腔室分别为进料腔室4,加热腔室6,出料腔室8。其中真空炉加热腔室的真空度为10pa。工艺过程如下:坯料进入进料腔室4之前,进料腔室4充入空气达到室外气压,进料炉门3打开,坯料送入,进料炉门3关闭。进料腔室4开始抽出空气并达到10~100pa的真空度,然后打开进料腔室4与加热腔室6之间的气密性的第一隔离炉门5,坯料送入加热腔室6进行加热。待奥氏体化加热完成后坯料准备送入出料腔室8。在加热腔室6与出料腔室8之间气密性的第二隔离炉门7打开之前,出料腔室8要先完成抽真空使得真空度达到10~100pa。然后第二隔离炉门7打开,坯料被送入出料腔室8。然后第二隔离炉门7关闭。在出料炉门9打开之前,向出料腔室8充入露点为-45℃的干燥空气或其他干燥气体达到室外气压后,打开出料炉门9。坯料被送出炉门并送入冲压机11台上进行冲压成型。
81.实施例2:
82.首先将1.4mm的热压后抗拉强度为1800mpa的热冲压坯料板材铝硅涂层板送入具有三个气密腔室的气氛炉内,三个腔室分别为进料腔室4,加热腔室6,出料腔室8。其中气氛炉加热腔室6的气氛露点为-40℃,气压为一个大气压。工艺过程如下:坯料进入进料腔室4之前,进料腔室4充入空气达到室外气压,进料炉门3打开,坯料送入,进料炉门3关闭,进料腔室4抽出空气并达到10-100pa的真空度,然后向进料腔室4充入露点为-45℃的干燥空气达到加热腔室6气压,也就是一个大气压。然后打开进料腔室4与加热腔室6之间的气密性第一隔离炉门5,坯料送入加热腔室6进行加热。待奥氏体化加热完成后坯料准备送入出料腔室8。在加热腔室6与出料腔室8之间的气密性第二隔离炉门7打开之前,出料腔室8要先完成抽真空使得真空度达到10~100pa并且充入露点为-45℃的干燥空气达到加热腔室6气压,也就是一个大气压。然后第二隔离炉门7打开,坯料送入出料腔室8,然后第二隔离炉门7关闭。再打开出料炉门9,坯料被送出炉门并送入冲压机11台上进行冲压成型。
83.对比例1:
84.首先将1.4mm的1800mpa的热冲压板材22mnb5铝硅涂层板放入露点为-15℃的气氛
炉内进行加热,炉温在930度,加热时间240,在完成奥氏体化加热后放入冲压机台上进行冲压成型。
85.本发明中应用了具体实施例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。