1.本发明涉及一种焊接装置,具体是一种用于中空管状工件的焊接装置,涉及管状工件的技术领域。
背景技术:
2.焊接,也称作熔接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。现代焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。
3.但是现有的用于管状工件内壁的焊接装置还存在一些问题,现有管状工件内部的焊接时采用伸缩的焊接臂将焊接工装深入到管状工件的内部,当焊接臂深入到管状工件的内部时,大部分的焊接装置在深入到管状工件的内部对管状工件的内壁进行焊接时,自动化程度较低,同时现有的焊接臂在对管状工件内壁进行焊接时,由于现有的焊接臂具有一定的刚性,进而这样的焊接臂不能够伸入具有多个弯曲区域的管状工件中,因此对于该类具有多个弯曲位置的管状工件进行焊接时,需要先将该弯曲工件进行切割,然后分别完成焊接工作后,在依次对其进行拼接,但是这种方法不仅费时费力,而且在拼接时容易造成拼接顺序错误,进而导致拼接后的产品与原先产品之间存在误差,进而导致产品加工工作的失败。
4.因此,如何完成对具有多个弯曲位置的管状工件进行焊接工作,是目前要解决的一个问题。
技术实现要素:
5.发明目的:提供一种用于中空管状工件的焊接装置,以解决现有技术存在的上述问题。
6.技术方案:一种用于中空管状工件的焊接装置,包括:工作台,设于所述工作台上的伸缩气缸,设置在所述伸缩气缸输出端的连接块,位于所述连接块上的调节组件,设置在所述调节组件上的焊接设备,以及设置在所述连接块上的保护组件;所述调节组件包括多个结构相同的支撑部,用于连接相邻支撑部之间的第一连杆,设置在所述支撑部上、且与所述第一连杆连接的调节电机,以及设置在所述支撑部上的三个驱动部;所述第一连杆与支撑部活动连接;所述连接块上设有用于放置调节组件的腔体,所述调节组件位于腔体中;所述调节电机用于驱动第一连杆,进而调节第一连杆与支撑部之间的夹角,进而使调节组件在具有预定弯曲度的中空管状工件中移动。
7.在进一步的实施例中,所述支撑部包括支撑架,以及设于所述支撑架上的第二连杆;
所述支撑架上还设有视觉检测设备;所述第二连杆与第一连杆活动连接;位于支撑部上的驱动部的位置为同一等边三角形的交点处;至少在工作状态时,通过调节电机的运动,进而能够调节两相邻支撑部之间的第一连杆的角度,进而使支撑部能够在弯曲管状工件内运动;使焊接装置能够对较深位置的焊接区域进行焊接工作,进而能够完成对具有多个弯曲位置的管状工件进行焊接工作。
8.在进一步的实施例中,所述驱动部包括固定安装在所述支撑架上的连接架,设于所述连接架上的安装座,与所述安装座连接的驱动气缸,设于所述驱动气缸输出端的调节块,对称安装在所述调节块上的一组驱动杆,用于连接所述驱动杆另一端的驱动件,以及与所述驱动件连接的驱动履带;所述驱动件为现有技术;能够带动驱动履带运动,进而使支撑部在管道内壁运动;能够调节支撑架在管状工件内的位置,进而使焊接装置能够位于既定位置,进而完成对管状工件内壁的焊接工作。
9.在进一步的实施例中,所述连接架上设有用于调节块滑动的滑槽,以及设置在所述连接架上的两组第三连杆;所述第三连杆的另一端位于驱动件上。
10.在进一步的实施例中,所述保护组件包括安装架,设于所述安装架上的多个连接耳,位于所述连接耳上的旋转轴,与所述旋转轴活动连接的调节气缸,设置在所述调节气缸输出端、且与所述调节气缸活动连接的驱动块,以及与所述驱动块连接的限位板;在对支撑部的位置进行调节时,能够避免焊接设备与管道之间发生碰撞,进而保证了焊接装置的安全。
11.在进一步的实施例中,所述保护组件包括设于所述连接块上的基座;所述安装架与基座连接;所述安装架与基座之间预设有用于放置限位板的间隙;所述基座为环形结构。
12.在进一步的实施例中,所述安装架径向上还设有腰型孔,所述腰型孔的数量与调节气缸的数量相同,所述驱动块穿过腰型孔、且与位于基座上的限位板连接。
13.在进一步的实施例中,所述工作台上还设有旋转台,设于所述旋转台上的至少三个支撑杆,与所述支撑杆连接的安装盘,以及均匀设置在所述安装盘上的多个直线运动机构;所述直线运动机构可为凸轮直线运动机构或丝杆直线运动机构,为现有技术;所述旋转台上设有与所述连接块适配的容纳槽;所述安装盘上设有供管状工件通过的限位孔;相邻直线运动机构之间的角度相同;能够调整焊接装置的焊接区域,进而能够完成对管道内的多个位置进行焊接工作。
14.在进一步实施例中,其中一个支撑部上设有旋转组件,所述旋转组件与焊接设备连接,用于调节焊接设备在管状工件内壁的焊接位置;所述旋转组件为现有技术。
15.一种基于上述中空管状工件的焊接装置的焊接方法,包括如下步骤:s1:当需要对管状工件内壁进行焊接工作时,操作人员先将管状工件一端穿过安装盘上的限位孔,然后驱动直线运动机构开始运动,进而使位于直线运动机构上的抵接块与管状工件抵接;
s2:当直线运动机构与管状工件抵接后,此时伸缩气缸开始工作,进而运动的伸缩气缸能够带动与之连接的连接块开始运动,然后使连接块上的保护组件与管状工件一端抵接;s3:当管状工件与保护组件一端抵接后,此时调节气缸开始工作,进而运动的调节气缸能够带动与其输出端连接的驱动块开始运动,进而能够使驱动块在开设于安装架上的腰型孔内进行移动,进而运动的驱动块能够带动限位板开始转动,进而能够调节限位板在安装架上的位置,进而能够在安装架上形成一个可供调节组件和焊接装置伸出的通孔,进而便于调节组件从连接块内伸出;s4:当保护组件中出现供调节组件和焊接装置伸出的通孔时,此时伸缩气缸开始工作,进而能够带动连接块开始运动,进而能够使连接块套接在管状工件上;当工件为直管状工件时,此时驱动气缸开始工作,进而运动的驱动气缸能够带动调节块开始运动,进而运动的调节块能够带动驱动杆开始运动,进而运动的驱动杆能够带动驱动件开始运动,此时由于连接架上还设有至少两组第三连杆,进而能够调节驱动件与连接架之间的直线距离,进而能够根据管状工件的直径调节驱动件的位置,进而使驱动件上的驱动履带与管状工件内壁抵接,然后驱动件开始工作,进而运动的驱动件能够带动驱动履带开始运动,进而远离连接块的支撑部能够在管状工件内进行运动,此时远离的支撑部能够带动与之连接的第一连杆开始运动,进而运动的第一连杆能够带动另一个支撑部开始运动,以此往下,进而能够带动剩余的支撑部在管状工件内运动;进而使焊接装置能够位于管状工件内的焊接区域处;当需要被焊接的工件为弯曲的管状工件时,此时远离连接块的支撑部为第一支撑部,然后依次为第二支撑部、第三支撑部和第四支撑部;第一支撑部的运动过程与上相同在这里就不过多赘述,进而能够带动剩余的支撑部在管状工件内运动,当第一支撑部运动至弯曲区域时,此时位于第一支撑部上的驱动部开始工作,此时驱动气缸开始反方向运动,进而能够使位于第一支撑部上的驱动履带从管状工件内壁脱离,此时由于第一支撑部的支撑,进而能够使第一支撑部处于悬浮状态,然后在第一支撑部和第二支撑部上的调节电机的工作下,进而能够调节支撑部上的第二连杆与第一连杆之间的角度,进而使第一支撑部能够通过该弯曲位置,当第一支撑部通过该装置后,此时位于第一支撑部上的驱动部开始工作,进而使位于第一支撑部上的驱动履带与管状工件内壁抵接,然后第二支撑部重复上述过程,进而使第二支撑部通过该弯曲位置,然后第三支撑部和第四支撑部均使用上述方法,进而使第一支撑部到达预焊接区域,同时当管状工件内存在多个弯曲位置时,也可通过上述方法保证位于第一支撑部上的焊接设备位于焊接区域;s5:当焊接装置位于既定的焊接区域后,此时焊接装置能够完成对管状工件内壁的焊接工作,当需要对管状工件内壁周向上进行焊接工作时,当工件为直管道工件时,此时驱动部开始运动,进而使驱动履带从管状工件内壁上脱离,然后旋转台开始工作,由于旋转台转动不会带动连接块运动,同时能够带动管状工件进行运动,进而能够带动管状工件进行旋转,然后焊接设备完成对工件内壁的焊接工作;当工件为弯曲的管状工件或为葫芦形的管状工件,此时旋转组件开始运动,进而调节与旋转组件连接的焊接设备的焊接位置,进而完成对异形管道的管道内壁焊接工作;s6:当完成对管状工件的内壁焊接工作后,此时支撑部上驱动部方向工作,进而能
够使调节组件缓缓的退出管道,然后安装盘上的直线运动机构反向运动,进而操作人员可将完成焊接工作后的管状工件更换为未焊接的工件,然后重复上述过程,进而完成对工件内壁的焊接工作。
16.有益效果:本发明公开了一种用于中空管状工件的焊接装置,为了完成对具有多个弯曲位置的管状工件进行焊接工作;进而本装置中设有调节组件,当需要被焊接的工件为弯曲的管状工件时,此时远离连接块的支撑部为第一支撑部,然后依次为第二支撑部、第三支撑部和第四支撑部;第一支撑部的运动过程与上相同在这里就不过多赘述,进而能够带动剩余的支撑部在管状工件内运动,当第一支撑部运动至弯曲区域时,此时位于第一支撑部上的驱动部开始工作,此时驱动气缸开始反方向运动,进而能够使位于第一支撑部上的驱动履带从管状工件内壁脱离,此时由于第一支撑部的支撑,进而能够使第一支撑部处于悬浮状态,然后在第一支撑部和第二支撑部上的调节电机的工作下,进而能够调节支撑部上的第二连杆与第一连杆之间的角度,进而使第一支撑部能够通过该弯曲位置,当第一支撑部通过该装置后,此时位于第一支撑部上的驱动部开始工作,进而使位于第一支撑部上的驱动履带与管状工件内壁抵接,然后第二支撑部重复上述过程,进而使第二支撑部通过该弯曲位置,然后第三支撑部和第四支撑部均使用上述方法,进而使第一支撑部到达预焊接区域,同时当管状工件内存在多个弯曲位置时,也可通过上述方法保证位于第一支撑部上的焊接设备位于焊接区域;本装置通过设置的多个支撑部以及与所述相邻支撑部之间活动连接的第一连杆,进而使调节组件具有一定的形变能力,进而能够根据管道的弯曲程度,调节各个连杆之间的角度,进而使焊接装置能够对较深位置的焊接区域进行焊接工作,进而能够完成对具有多个弯曲位置的管状工件进行焊接工作。
附图说明
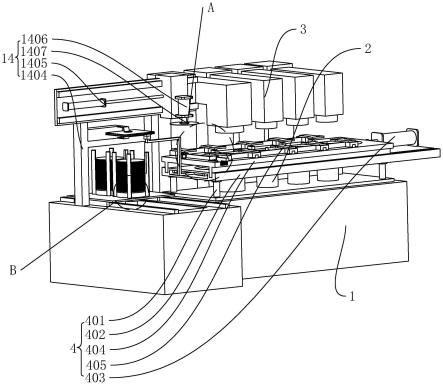
17.图1是本发明的立体图。
18.图2是本发明的调节组件示意图。
19.图3是本发明的支撑部示意图。
20.图4是本发明的驱动部示意图。
21.图5是本发明的保护组件结构示意图。
22.附图标记为:工作台1、伸缩气缸2、旋转台3、支撑杆4、安装盘5、连接块6、调节组件7、保护组件8、支撑部71、驱动部72、第一连杆73、安装架81、连接耳82、调节气缸83、驱动块84、限位板85、旋转轴86、基座87、支撑架711、第二连杆。712、连接架721、安装座722、驱动气缸723、调节块724、驱动杆725、驱动件726、驱动履带727、第三连杆728。
具体实施方式
23.经过申请人的研究分析,出现这一问题(拼接时容易造成拼接顺序错误,进而导致拼接后的产品与原先产品之间存在误差,进而导致产品加工工作的失败)的原因在于现有的用于管状工件内壁的焊接装置还存在一些问题,现有管状工件内部的焊接时采用伸缩的焊接臂将焊接工装深入到管状工件的内部,当焊接臂深入到管状工件的内部时,大部分的焊接装置在深入到管状工件的内部对管状工件的内壁进行焊接时,自动化程度较低,同时现有的焊接臂在对管状工件内壁进行焊接时,由于现有的焊接臂具有一定的刚性,进而这
样的焊接臂不能够伸入具有多个弯曲区域的管状工件中,因此对于该类具有多个弯曲位置的管状工件进行焊接时,需要先将该弯曲工件进行切割,然后分别完成焊接工作后,在依次对其进行拼接,但是这种方法不仅费时费力,而且在拼接时容易造成拼接顺序错误,本发明为了完成对具有多个弯曲位置的管状工件进行焊接工作;进而本装置中设有调节组件,当需要被焊接的工件为弯曲的管状工件时,此时远离连接块的支撑部为第一支撑部,然后依次为第二支撑部、第三支撑部和第四支撑部;第一支撑部的运动过程与上相同在这里就不过多赘述,进而能够带动剩余的支撑部在管状工件内运动,当第一支撑部运动至弯曲区域时,此时位于第一支撑部上的驱动部开始工作,此时驱动气缸开始反方向运动,进而能够使位于第一支撑部上的驱动履带从管状工件内壁脱离,此时由于第一支撑部的支撑,进而能够使第一支撑部处于悬浮状态,然后在第一支撑部和第二支撑部上的调节电机的工作下,进而能够调节支撑部上的第二连杆与第一连杆之间的角度,进而使第一支撑部能够通过该弯曲位置,当第一支撑部通过该装置后,此时位于第一支撑部上的驱动部开始工作,进而使位于第一支撑部上的驱动履带与管状工件内壁抵接,然后第二支撑部重复上述过程,进而使第二支撑部通过该弯曲位置,然后第三支撑部和第四支撑部均使用上述方法,进而使第一支撑部到达预焊接区域,同时当管状工件内存在多个弯曲位置时,也可通过上述方法保证位于第一支撑部上的焊接设备位于焊接区域;本装置通过设置的多个支撑部以及与所述相邻支撑部之间活动连接的第一连杆,进而使调节组件具有一定的形变能力,进而能够根据管道的弯曲程度,调节各个连杆之间的角度,进而使焊接装置能够对较深位置的焊接区域进行焊接工作,进而能够完成对具有多个弯曲位置的管状工件进行焊接工作。
24.一种用于中空管状工件的焊接装置,包括:工作台1、伸缩气缸2、旋转台3、支撑杆4、安装盘5、连接块6、调节组件7、保护组件8、支撑部71、驱动部72、第一连杆73、安装架81、连接耳82、调节气缸83、驱动块84、限位板85、旋转轴86、基座87、支撑架711、第二连杆。712、连接架721、安装座722、驱动气缸723、调节块724、驱动杆725、驱动件726、驱动履带727、第三连杆728。
25.本装置包括工作台1,设于所述工作台1上的伸缩气缸2,设置在所述伸缩气缸2输出端的连接块6,位于所述连接块6上的调节组件7,设置在所述调节组件7上的焊接设备,以及设置在所述连接块6上的保护组件8;所述调节组件7包括多个结构相同的支撑部71,用于连接相邻支撑部71之间的第一连杆73,设置在所述支撑部71上、且与所述第一连杆73连接的调节电机,以及设置在所述支撑部71上的三个驱动部72;所述第一连杆73与支撑部71活动连接;所述连接块6上设有用于放置调节组件7的腔体,所述调节组件7位于腔体中;所述调节电机用于驱动第一连杆73,进而调节第一连杆73与支撑部71之间的夹角,进而使调节组件7在具有预定弯曲度的中空管状工件中移动,所述支撑部71包括支撑架711,以及设于所述支撑架711上的第二连杆。712;所述第二连杆。712与第一连杆73活动连接;位于支撑部71上的驱动部72的位置为同一等边三角形的交点处;至少在工作状态时,通过调节电机的运动,进而能够调节两相邻支撑部71之间的第一连杆73的角度,进而使支撑部71能够在弯曲管状工件内运动;当需要对管状工件内壁进行焊接工作时,操作人员先将管状工件一端穿过安装盘5上的限位孔,然后驱动直线运动机构开始运动,进而使位于直线运动机构上的抵接块与管状工件抵接;当直线运动机构与管状工件抵接后,此时伸缩气缸2开始工作,进而运动的伸缩气缸2能够带动与之连接的连接块6开始运动,然后使连接块6上的保护组件8
与管状工件一端抵接;当需要被焊接的工件为弯曲的管状工件时,此时远离连接块6的支撑部71为第一支撑部71,然后依次为第二支撑部71、第三支撑部71和第四支撑部71;第一支撑部71的运动过程与上相同在这里就不过多赘述,进而能够带动剩余的支撑部71在管状工件内运动,当第一支撑部71运动至弯曲区域时,此时位于第一支撑部71上的驱动部72开始工作,此时驱动气缸723开始反方向运动,进而能够使位于第一支撑部71上的驱动履带727从管状工件内壁脱离,此时由于第一支撑部71的支撑,进而能够使第一支撑部71处于悬浮状态,然后在第一支撑部71和第二支撑部71上的调节电机的工作下,进而能够调节支撑部71上的第二连杆。712与第一连杆73之间的角度,进而使第一支撑部71能够通过该弯曲位置,当第一支撑部71通过该装置后,此时位于第一支撑部71上的驱动部72开始工作,进而使位于第一支撑部71上的驱动履带727与管状工件内壁抵接,然后第二支撑部71重复上述过程,进而使第二支撑部71通过该弯曲位置,然后第三支撑部71和第四支撑部71均使用上述方法,进而使第一支撑部71到达预焊接区域,同时当管状工件内存在多个弯曲位置时,也可通过上述方法保证位于第一支撑部71上的焊接设备位于焊接区域;当焊接装置位于既定的焊接区域后,此时焊接装置能够完成对管状工件内壁的焊接工作,当需要对管状工件内壁周向上进行焊接工作时,当工件为直管状工件时,此时驱动部72开始运动,进而使驱动履带727从管状工件内壁上脱离,然后旋转台3开始工作,由于旋转台3转动不会带动连接块6运动,同时能够带动管状工件进行运动,进而能够带动管状工件进行旋转,然后焊接设备完成对工件内壁的焊接工作;当工件为弯曲的管状工件或为葫芦形的管状工件,此时旋转组件开始运动,进而调节与旋转组件连接的焊接设备的焊接位置,进而完成对异形管状工件的管状工件内壁焊接工作;本装置通过设置的多个支撑部71以及与所述相邻支撑部71之间活动连接的第一连杆73,进而使调节组件7具有一定的形变能力,进而能够根据管道的弯曲程度,调节各个连杆之间的角度,进而使焊接装置能够对较深位置的焊接区域进行焊接工作,进而能够完成对具有多个弯曲位置的管状工件进行焊接工作。
26.所述驱动部72包括固定安装在所述支撑架711上的连接架721,设于所述连接架721上的安装座722,与所述安装座722连接的驱动气缸723,设于所述驱动气缸723输出端的调节块724,对称安装在所述调节块724上的一组驱动杆725,用于连接所述驱动杆725另一端的驱动件726,以及与所述驱动件726连接的驱动履带727;所述连接架721上设有用于调节块724滑动的滑槽,以及设置在所述连接架721上的两组第三连杆728;所述第三连杆728的另一端位于驱动件726上;当保护组件8中出现供调节组件7和焊接装置伸出的通孔时,此时伸缩气缸2开始工作,进而能够带动连接块6开始运动,进而能够使连接块6套接在管状工件上;当工件为直管状工件时,此时驱动气缸723开始工作,进而运动的驱动气缸723能够带动调节块724开始运动,进而运动的调节块724能够带动驱动杆725开始运动,进而运动的驱动杆725能够带动驱动件726开始运动,此时由于连接架721上还设有至少两组第三连杆728,进而能够调节驱动件726与连接架721之间的直线距离,进而能够根据管状工件的直径调节驱动件726的位置,进而使驱动件726上的驱动履带727与管状工件内壁抵接,然后驱动件726开始工作,进而运动的驱动件726能够带动驱动履带727开始运动,进而远离连接块6的支撑部71能够在管状工件内进行运动,此时远离的支撑部71能够带动与之连接的第一连杆73开始运动,进而运动的第一连杆73能够带动另一个支撑部71开始运动,以此往下,进而能够带动剩余的支撑部71在管状工件内运动;进而使焊接装置能够位于管状工件内的焊接
区域处;通过设置在支撑部71上的三个驱动部72的配合工作,进而能够调节支撑架711在管状工件内的位置,进而使焊接装置能够位于既定位置,进而完成对管状工件内壁的焊接工作。
27.所述保护组件8包括安装架81,设于所述安装架81上的多个连接耳82,位于所述连接耳82上的旋转轴86,与所述旋转轴86活动连接的调节气缸83,设置在所述调节气缸83输出端、且与所述调节气缸83活动连接的驱动块84,以及与所述驱动块84连接的限位板85;所述保护组件8包括设于所述连接块6上的基座87;所述安装架81与基座87连接;所述安装架81与基座87之间预设有用于放置限位板85的间隙;所述基座87为环形结构;所述安装架81径向上还设有腰型孔,所述腰型孔的数量与调节气缸83的数量相同,所述驱动块84穿过腰型孔、且与位于基座87上的限位板85连接;当管状工件与保护组件8一端抵接后,此时调节气缸83开始工作,进而运动的调节气缸83能够带动与其输出端连接的驱动块84开始运动,进而能够使驱动块84在开设于安装架81上的腰型孔内进行移动,进而运动的驱动块84能够带动限位板85开始转动,进而能够调节限位板85在安装架81上的位置,进而能够在安装架81上形成一个可供调节组件7和焊接装置伸出的通孔,进而便于调节组件7从连接块6内伸出;进而在对支撑部71的位置进行调节时,能够避免焊接设备与管道之间发生碰撞,进而保证了焊接装置的安全。
28.所述工作台1上还设有旋转台3,设于所述旋转台3上的至少三个支撑杆4,与所述支撑杆4连接的安装盘5,以及均匀设置在所述安装盘5上的多个直线运动机构;所述旋转台3上设有与所述连接块6适配的容纳槽;所述安装盘5上设有供管状工件通过的限位孔;相邻直线运动机构之间的角度相同;其中一个支撑部71上设有旋转组件,所述旋转组件与焊接设备连接,用于调节焊接设备在管状工件内壁的焊接位置;当完成对管状工件的内壁焊接工作后,此时支撑部71上驱动部72方向工作,进而能够使调节组件7缓缓的退出管状工件,然后安装盘5上的直线运动机构反向运动,进而操作人员可将完成焊接工作后的管状工件更换为未焊接的工件,然后重复上述过程,进而完成对工件内壁的焊接工作;通过设置的旋转台3和旋转组件,进而所述旋转台3和旋转组件为现有技术,进而能够调整焊接装置的焊接区域,进而能够完成对管道内的多个位置进行焊接工作。
29.工作原理说明:当需要对管状工件内壁进行焊接工作时,操作人员先将管状工件一端穿过安装盘5上的限位孔,然后驱动直线运动机构开始运动,进而使位于直线运动机构上的抵接块与管状工件抵接;当直线运动机构与管状工件抵接后,此时伸缩气缸2开始工作,进而运动的伸缩气缸2能够带动与之连接的连接块6开始运动,然后使连接块6上的保护组件8与管状工件一端抵接;当管状工件与保护组件8一端抵接后,此时调节气缸83开始工作,进而运动的调节气缸83能够带动与其输出端连接的驱动块84开始运动,进而能够使驱动块84在开设于安装架81上的腰型孔内进行移动,进而运动的驱动块84能够带动限位板85开始转动,进而能够调节限位板85在安装架81上的位置,进而能够在安装架81上形成一个可供调节组件7和焊接装置伸出的通孔,进而便于调节组件7从连接块6内伸出;当保护组件8中出现供调节组件7和焊接装置伸出的通孔时,此时伸缩气缸2开始工作,进而能够带动连接块6开始运动,进而能够使连接块6套接在管状工件上;当工件为直管状工件时,此时驱动气缸723开始工作,进而运动的驱动气缸723能够带动调节块724开始运动,进而运动的调节块724能够带动驱动杆725开始运动,进而运动的驱动杆725能够带动驱动件726开始运动,
此时由于连接架721上还设有至少两组第三连杆728,进而能够调节驱动件726与连接架721之间的直线距离,进而能够根据管状工件的直径调节驱动件726的位置,进而使驱动件726上的驱动履带727与管状工件内壁抵接,然后驱动件726开始工作,进而运动的驱动件726能够带动驱动履带727开始运动,进而远离连接块6的支撑部71能够在管状工件内进行运动,此时远离的支撑部71能够带动与之连接的第一连杆73开始运动,进而运动的第一连杆73能够带动另一个支撑部71开始运动,以此往下,进而能够带动剩余的支撑部71在管状工件内运动;进而使焊接装置能够位于管状工件内的焊接区域处;当需要被焊接的工件为弯曲的管状工件时,此时远离连接块6的支撑部71为第一支撑部71,然后依次为第二支撑部71、第三支撑部71和第四支撑部71;第一支撑部71的运动过程与上相同在这里就不过多赘述,进而能够带动剩余的支撑部71在管状工件内运动,当第一支撑部71运动至弯曲区域时,此时位于第一支撑部71上的驱动部72开始工作,此时驱动气缸723开始反方向运动,进而能够使位于第一支撑部71上的驱动履带727从管状工件内壁脱离,此时由于第一支撑部71的支撑,进而能够使第一支撑部71处于悬浮状态,然后在第一支撑部71和第二支撑部71上的调节电机的工作下,进而能够调节支撑部71上的第二连杆。712与第一连杆73之间的角度,进而使第一支撑部71能够通过该弯曲位置,当第一支撑部71通过该装置后,此时位于第一支撑部71上的驱动部72开始工作,进而使位于第一支撑部71上的驱动履带727与管状工件内壁抵接,然后第二支撑部71重复上述过程,进而使第二支撑部71通过该弯曲位置,然后第三支撑部71和第四支撑部71均使用上述方法,进而使第一支撑部71到达预焊接区域,同时当管状工件内存在多个弯曲位置时,也可通过上述方法保证位于第一支撑部71上的焊接设备位于焊接区域;当焊接装置位于既定的焊接区域后,此时焊接装置能够完成对管状工件内壁的焊接工作,当需要对管状工件内壁周向上进行焊接工作时,当工件为直管状工件时,此时驱动部72开始运动,进而使驱动履带727从管状工件内壁上脱离,然后旋转台3开始工作,由于旋转台3转动不会带动连接块6运动,同时能够带动管状工件进行运动,进而能够带动管状工件进行旋转,然后焊接设备完成对工件内壁的焊接工作;当工件为弯曲的管状工件或为葫芦形的管状工件,此时旋转组件开始运动,进而调节与旋转组件连接的焊接设备的焊接位置,进而完成对异形管状工件的管状工件内壁焊接工作;当完成对管状工件的内壁焊接工作后,此时支撑部71上驱动部72方向工作,进而能够使调节组件7缓缓的退出管状工件,然后安装盘5上的直线运动机构反向运动,进而操作人员可将完成焊接工作后的管状工件更换为未焊接的工件,然后重复上述过程,进而完成对工件内壁的焊接工作。
30.以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种等同变换,这些等同变换均属于本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。