技术特征:
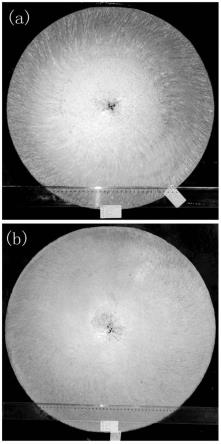
1.一种超超临界高压锅炉钢p92连铸大圆坯的生产工艺,其特征在于,包括按p92成分将炼钢原料依次经电炉炼钢、lf精炼、vd真空处理工序得到钢水,所述lf精炼工序采用硅铁粉 铝豆扩散脱氧、1630℃以上分批加入钨铁,所述vd真空处理工序破空后加入硼铁,钢水经连铸、≥550℃以≤80℃/h的速度升温、缓冷退火工序,得到退火后硬度在230hbw以下的连铸大圆坯,所述连铸工序中过热度在30-45℃之间,采用两段水冷却配合结晶器电磁搅拌、铸流搅拌和末端电磁搅拌控制中心裂纹长度在90mm以内。2.根据权利要求1所述的一种超超临界高压锅炉钢p92连铸大圆坯的生产工艺,其特征在于,所述电炉炼钢工序钢种冶炼钢包选择:大小修包第一次不得使用在该钢种上,钢包上一次不得盛装控ti或控s钢水;控制电炉出钢终点c:≤0.04%,电炉出钢目标p:≤0.005%,目标温度t≥1630℃。3.根据权利要求1所述的一种超超临界高压锅炉钢p92连铸大圆坯的生产工艺,其特征在于,所述电炉炼钢工序出钢前打开底吹氩气,出钢过程中全程吹氩,每炉90-110t钢水中按顺序加入150-170kg铝、250-260kg金属锰、2000kg低碳铬铁、300kg促净剂和900kg石灰。4.根据权利要求1所述的一种超超临界高压锅炉钢p92连铸大圆坯的生产工艺,其特征在于,所述lf精炼工序钢水进站迅速造白渣,渣面采用硅铁粉 铝豆按质量比20:1组成的扩散脱氧剂扩散脱氧,冶炼中后期少量多批加入扩散脱氧剂,扩散脱氧剂用量≥3.0kg/t。5.根据权利要求1所述的一种超超临界高压锅炉钢p92连铸大圆坯的生产工艺,其特征在于,所述lf精炼工序lf精炼过程保持氩气通畅;lf精炼前期视炉渣流动情况补加0-100kg石灰或促净剂进行cao调渣,在1630℃以上分批次加入钨铁,最后一批根据钨铁的量达到目标下限0.1%时添加,氩气流量为300-500nl/min;lf精炼中期氩气流量为200-300nl/min;lf精炼后期氩气流量为100-200nl/min。6.根据权利要求1所述的一种超超临界高压锅炉钢p92连铸大圆坯的生产工艺,其特征在于,所述vd真空处理工序,控制最高真空度≤67pa,真空保持时间≥10min,氮气软吹时间≥20min,破空后按每炉14kg加入b铁,控制a、b、c、d类夹杂在1.5级以内,ds类夹杂≤1.0级。7.根据权利要求1所述的一种超超临界高压锅炉钢p92连铸大圆坯的生产工艺,其特征在于,所述连铸工序两段水冷却全部开启,一冷水流量为3600-5000l/min,二冷水一区水流量为34-42l/min,二冷水二区水流量为7-58l/min,结晶器电磁搅拌电流250-300a、频率为1-4hz,铸流搅拌电流为100-200a、频率为5-10hz,末端电磁搅拌电流为1000-1110a、频率为4-10hz,控制拉速为0.28m/min。8.根据权利要求1所述的一种超超临界高压锅炉钢p92连铸大圆坯的生产工艺,其特征在于,连铸大圆坯的规格为在于,连铸大圆坯的规格为的连铸大圆坯中心裂纹长度在40mm以内,的连铸大圆坯中心裂纹长度在65mm以内,的连铸大圆坯中心裂纹长度在70mm以内,的连铸大圆坯中心裂纹长度在90mm以内。9.根据权利要求1所述的一种超超临界高压锅炉钢p92连铸大圆坯的生产工艺,其特征在于,所述热装退火工序的缓冷退火程序为以≤80℃/h的速度升温至780
±
5℃、保温19-30h,后随炉冷却温降至450
±
5℃,后以≤40℃/h的速度温降至250℃后出炉。10.根据权利要求1~9任意一项所述的一种超超临界高压锅炉钢p92连铸大圆坯的生产工艺,其特征在于,所述连铸大圆坯的组成成分按质量分数计为:c:0.08~0.12%、si:
0.20~0.40%、mn:0.30~0.50%、p≤0.013%、s:≤0.005%、cr:8.50~9.00%、v:0.15~0.25%、al:≤0.025%、ni:0.12~0.18%、nb:0.04~0.09%、mo:0.31~0.35%、w:1.55~1.75%、cu:≤0.10%、ti:≤0.008%、b:0.001~0.006%、h:≤1.5ppm、o:≤25ppm、n:0.050~0.065%,余量为fe和不可避免的杂质。
技术总结
本发明涉及一种超超临界高压锅炉钢P92连铸大圆坯的生产工艺包括按P92成分将炼钢原料依次经电炉炼钢、LF精炼、VD真空处理工序得到钢水,LF精炼工序采用硅铁粉 铝豆扩散脱氧、1630℃以上分批加入钨铁,所述VD真空处理工序破空后加入硼铁,A、B、C、D类夹杂在1.5级以内,DS类夹杂≤1.0级,钢水经连铸、≥550℃以≤80℃/h的速度升温、缓冷退火工序,得到退火后硬度在230HBW以下的连铸大圆坯,连铸工序中过热度在30-45℃之间,采用两段水冷却配合结晶器电磁搅拌、铸流搅拌和末端电磁搅拌控制中心裂纹长度在90mm以内,通过炼钢工艺、连铸、退火工艺研究生产优质大圆坯,可以有效控制中心裂纹、化学成分、降低组织及热应力,满足超超临界高压锅炉钢性能要求。高压锅炉钢性能要求。高压锅炉钢性能要求。
技术研发人员:轩康乐 张新文 俞杰 单文瑞 李义龙
受保护的技术使用者:江苏永钢集团有限公司
技术研发日:2022.06.28
技术公布日:2022/9/13
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。