1.本发明涉及一种球墨铸铁材料,并涉及所述球墨铸铁材料的制备方法。所述球墨铸铁材料主要用于制备高速铁路制动系统用的气动缸用活塞。
背景技术:
2.由于高速列车运行速度快,经过地域广,与普通列车相比,其制动系统更为复杂,通常是微机控制电气指令,在不同的运行条件下可以实现不同的控制需求。高速列车的制动方式主要是摩擦制动 电气制动的复合制动方式,为满足列车高速运行的条件下紧急制动的要求,高速列车关键部件的制动系统中的制动缸用活塞必须是高强度、高韧性、耐磨的球墨铸铁材料,而且对于所用球墨铸铁材料的抗拉强度、屈服强度和延伸率等技术指标要求非常苛刻。目前,满足技术指标要求的材料不仅在国内球墨铸铁标准中没有列出,而且在国外也没有相应的生产标准。
3.对于这种高强度、高韧性的球墨铸铁材料的研制,国内外曾有研究人员主要针对qt700-2中加入cu、mo等元素后单纯进行正火或者等温淬火条件下对其抗拉强度、屈服强度、延伸率进行研究,但无法满足在保证抗拉和屈服强度的条件下,延伸率很难达到一个稳定可靠的范围。
技术实现要素:
4.本发明所要解决的技术问题是,提供一种高速铁路制动系统用活塞球墨铸铁材料及其制备方法,所制备的球墨铸铁材料在强度、韧性、耐磨性能方面更具优势,所制备的球墨铸铁材料适合于加工高铁制动活塞机构,在高铁紧急刹车制动过程中提供可靠安全的保障。
5.本发明的技术方案如下:
6.高速铁路制动系统用活塞球墨铸铁材料,其特征在于所述球墨铸铁材料的成分如下:c:3.5-3.8%,si:2.3-2.6%,mn≦0.5%,p≦0.055%,s≦0.015%,cu:0.6-1.0%,mg:0.04-0.06%,杂质<0.1%,其余为铁。
7.所述的高速铁路制动系统用活塞球墨铸铁材料的制备方法,其特征在于:
8.原料配比如下:生铁20-40%,废钢20-40%,回炉料:20-40%,铜:0.6-1.0%;
9.制造工艺如下:
10.(一)、熔炼:
11.首先按照化学成分比例要求,将原料投入电炉熔化处理,然后升温至1520~1550℃,静置后进行扒渣,降温,出炉;
12.(二)、喂丝球化、孕育处理;
13.(三)、造型:采用覆膜砂热芯盒工艺;
14.(四)、浇注:浇注温度1380-1420℃;
15.(五)、落砂、打磨、抛丸;
16.(六)、等温淬火工艺:奥氏体化温度控制在840-880℃,保温时间在1.5~2.5h,然后在盐浴中进行340~380℃等温淬火处理,等温淬火时间控制在0.5~3h;
17.(七)、深冷处理工艺:将工件在深冷箱中于-80至-90℃条件下保温1.5-2.5h。
18.优选地,原料熔化后升温前加入原料质量0.1-0.15%的铁液预处理剂;所述铁液预处理剂是经过熔炼得到并由以下组分组成的组合物:si:60-70%,ba:7-10%,ca:0.4-2.0%,al:0.5-2%,其余为fe。
19.相对于现有技术,本发明具备以下积极效果:
20.第一、在产品原料和化学组成方面,本发明的主要优势在于:本发明在普通qt450-10成分配比和配料的前提下,适当加入cu对基体组织进行强化和等温淬火前的组织和成分准备。
21.第二、在球墨铸铁材料制造工艺方面,本发明的主要优势在于:本发明采用“铁液预处理 奥氏体化 等温淬火 深冷处理的热处理工艺”,通过等温淬火工艺提高材料的抗拉及屈服强度、塑性、耐磨性和韧性;并通过深冷处理,很大程度上稳定和细化了组织,降低了内应力,稳定了产品尺寸,从而达到硬度与塑韧性同时提高的目的,增强了产品的抗冲击性。在保证抗拉和屈服强度的前提下,能够确保延伸率达到一个稳定可靠的范围。
22.本发明结合铁液预处理技术,提高球化前铁液的一致性,提高mg的吸收率,降低球化剂加入量;去除铁液中mgs、mgo等夹杂;大幅度增加单位面积石墨球数,细化石墨球,提高石墨球圆整度和球化率。
23.本发明研究了奥氏体化对材料基体组织的影响,根据铁碳相图,其完全奥氏体化温度为865℃,考虑到炉内测温点高于铸件温度及转变动力学,故适宜完成奥氏体化温度为880-920℃,温度过低奥氏体化转变不完全。对于低合金的adi,合金元素cu、ni、mo等可以降低奥氏体转变的临界温度,可以适当降低10-30℃奥氏体化温度。因此,奥氏体化温度定位于840-880℃,最终目的是将铸件基体全部转变为奥氏体组织,为下一步等温淬火做组织准备。
24.在产品经过奥氏体化后,如果想得到上贝氏体和残余奥氏体组织,则需要进行等温淬火处理,贝氏体在230-500℃范围内形成,在转变温度范围内的上限淬火,此时得到的组织强度高、硬度低,塑性高。这是由于淬火温度升高使过冷奥氏体转变的孕育期缩短,转变速度加快,碳原子的扩散速度增加,使铸件基体的塑性、韧性增加,因此等温淬火工艺设定为340-380℃盐浴淬火以提高综合力学性能。
25.本发明运用了深冷处理工艺。铸件经过等温淬火后,工件内仍存在残余奥氏体。由于奥氏体很不稳定,当受到外力作用或环境温度改变时,易转变为马氏体,而奥氏体与马氏体的比容不一致,会造成材料的不规则膨胀,降低工件的尺寸精度;致使组织晶粒粗大,碳化物固溶过饱和;热处理后有残余内应力,在应力释放过程中容易导致产品的变形。为解决这些问题,申请人经过深入研究,最终认为深冷处理工艺是解决这些问题的最优方法。本发明通过-80至-90℃深冷处理,对热处理后的不足进行弥补,使硬度较低的残余奥氏体转变为较硬的、更稳定的、耐磨性和抗热性更高的马氏体,使粗大的马氏体碎化并析出超细碳化物,从而对整体组织起到弥散强化的作用。过饱和的马氏体在深冷过程中,过饱和度降低,析出超微细碳化物,可以使晶格畸变减小,微观应力降低,而细小弥散的碳化物在材料塑性变形时可以阻碍位错运动,从而强化基体组织。同时由于超微细碳化物晶粒析出,均匀分布
在基体上,减弱了晶界催化作用,而基体组织的细化既减弱了杂质元素在晶界的偏聚程度,又发挥了晶界强化作用,从而改善了产品的性能,使硬度、冲击韧性和耐磨性都显著提高。产品经深冷处理后内部热应力和机械应力大为降低,并且由于降温过程中使微孔或应力集中部位产生了塑性流变,而在升温过程中会在此类空位表面产生压应力,这种压应力可以大大减轻缺陷对产品局部性能的损害,从而有效地减少产品产生脆化的可能性。通过深冷处理,很大程度上稳定和细化了组织,降低了内应力,稳定了产品尺寸,从而达到硬度与韧塑性同时提高的目的,增强了产品的耐磨及抗冲击性。
26.第三、经过本发明多种技术措施处理,所制备的球墨铸铁材料抗拉强度≥950mpa,屈服强度≥600mpa,延伸率≥10%,综合力学性能及指标完全符合加工高铁制动活塞机构的要求。
附图说明
27.图1是本发明未经铁液预处理制备的球墨铸铁材料的金相图。
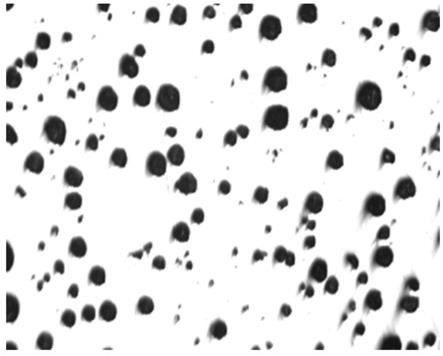
28.图2是本发明经过铁液预处理制备的球墨铸铁材料的金相图。
29.图3是本发明制备的球墨铸铁材料的放大100倍腐蚀前金相图。
30.图4是本发明制备的球墨铸铁材料的放大500倍腐蚀后金相图。
具体实施方式
31.下面结合具体实施例及检测数据进一步说明本发明。
32.一、以下是高速铁路制动系统用活塞球墨铸铁材料制备实施例。
33.原料配比:
34.本实施例按照c:3.5-3.8%,si:2.3-2.6%,mn≦0.5%,p≦0.055%,s≦0.015%,cu:0.6-1.0%,mg:0.04-0.06%,杂质<0.1%,其余为铁的要求确定了原料配比:生铁40%,废钢20%,铜:0.9%,回炉料:39.1%。
35.制造工艺:
36.(一)、熔炼及铁液预处理:按照化学成分比例要求,将原料投入电炉熔化处理,原料熔化后加入原料质量0.1%的铁液预处理剂,然后升温至1540℃
±
10℃,静置10分钟后进行扒渣,降温至1500-1520℃出炉;
37.所述铁液预处理剂是:经过熔炼得到并由以下组分组成的组合物:si:65%,ba:8%,ca:1.5%,al:1.5%,fe:24%。
38.(二)、喂丝球化、孕育处理:使用自动控制喂丝机进行喂丝,球化线加入24米,孕育线加入19米。
39.(三)、造型:采用覆膜砂热芯盒工艺;
40.(四)、浇注:浇注温度控制在1400℃
±
10℃;
41.(五)、落砂、打磨、抛丸;
42.(六)、等温淬火工艺:奥氏体化温度控制在860℃
±
10℃,保温时间2h,然后在盐浴中进行350℃
±
10℃等温淬火处理,等温淬火时间2h;
43.(七)、深冷处理工艺:将工件在深冷箱中-80至-90℃下保温2h。
44.(八)、加工。
45.二、以下是在其他条件一致的情况下,有无铁液预处理步骤制备的球墨铸铁材料的金相对比结果。
46.未经铁液预处理制备的球墨铸铁材料的金相图如图1,从图1可见未经铁液预处理制备的球墨铸铁材料球化率偏低并且石墨数量偏少。
47.经过铁液预处理制备的球墨铸铁材料的金相图如图2,从图2可见经过铁液预处理制备的球墨铸铁材料球化率明显改善,同时石墨球数量明显增多。
48.三、以下是本发明所制备的球墨铸铁材料的化验检测数据。
49.(一)、成品球墨铸铁材料的化学元素组成见表1。
50.表1:成品球墨铸铁材料的化学元素组成表
[0051][0052]
(二)、利用本发明所制备的球墨铸铁材料制备的单柱试棒的物理性能参数见表2。
[0053]
表2:单柱试棒的物理性能参数表
[0054][0055]
(三)、利用本发明所制备的球墨铸铁材料制备的单柱试棒金相报告见表3。
[0056]
表3:单柱试棒金相报告表
[0057][0058]
如表1-表3,本发明制备的球墨铸铁材料完全符合加工高铁制动活塞机构的技术要求。
[0059]
(四)、本发明制备的球墨铸铁材料腐蚀前后放大对比结果。
[0060]
本发明实施例制备的球墨铸铁材料放大100倍腐蚀前金相图如图3,从图3可见:球化率90%,球化等级2级,石墨大小等级6级。
[0061]
本发明实施例制备的球墨铸铁材料放大500倍腐蚀后金相图如图4,从图4可见,基体组织为奥氏体。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。