1.本实用新型涉及柔性电路板生产技术领域,具体为一种可适用不同型号产品的柔性电路板自动上料机。
背景技术:
2.在fpc生产中,均需要fpc与玻璃进行贴合,进而需要使用自动上料机将柔性电路板输送至工作区进行上料处理,现有工艺一种采用人工上料方式,主要为人工作业,另一种专用料盘半自动上料方式,以上两种方式只能针对专门型号规格的产品,转型号太过繁琐,而且效率过低,进而设计设备针对现有的缺点进行针对性改进,通过自动上料方式、视觉检测等改善以前工艺出现的问题。
3.所以我们提出了一种可适用不同型号产品的柔性电路板自动上料机,以便于解决上述中提出的问题。
技术实现要素:
4.本实用新型的目的在于提供一种可适用不同型号产品的柔性电路板自动上料机,以解决上述背景技术提出的目前市场上的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种可适用不同型号产品的柔性电路板自动上料机,包括设置的机体,且机体的外侧顶部设置有三色报警器和ffu,并且机体的上部安装有型材机架,而且型材机架的前侧从左到右分别设置有亚克力门、触摸屏和显示屏,同时机体的下部设置有焊接机架;
6.还包括:
7.所述焊接机架的内侧底部安装有电箱,且焊接机架的底部设置有收盘顶料机构,并且电箱的旁侧设置有工控机,而且工控机上方设置有放盘顶料机构,同时放盘顶料机构安装于焊接机架的内侧顶部,所述焊接机架的侧壁上安装有气源处理器,且气源处理器驱动夹托盘气缸;
8.所述型材机架内侧底部的前侧设置有上料y轴,且型材机架内侧纵向设置有上料x轴,并且上料x轴的端部设置有上料z轴,而且上料z轴的底部通过上料旋转轴和缓冲机构连接有吸头,同时型材机架的内侧中部设置有托盘输送带;
9.所述型材机架的内侧中部安装有一组条状光源,且在型材机架内侧顶部位置处安装有初定位视觉相机,并且初定位视觉相机的下方设置有精定位视觉相机,而且精定位视觉相机设置于同轴光源的底部,同时同轴光源安装于焊接机架的顶面中部。
10.优选的,所述上料y轴、上料x轴、上料z轴、上料旋转轴、缓冲机构和吸头构成自动运料结构,且上料y轴、上料x轴和上料z轴均设置有相应的滑轨,使得在物料进行上料时可以对位置进行精准定位。
11.优选的,所述初定位视觉相机、条状光源、气源处理器、同轴光源和精定位视觉相机构成视觉模块,且初定位视觉相机负责上料位置检测,精定位视觉相机复位下料位置检
测,使得在上料和下料时都可以将物料进行准确投放。
12.优选的,所述托盘输送带的一侧末端设置有下料托盘到位感应器,且托盘输送带的两侧均设置有夹托盘气缸,并且托盘输送带的末端底部安装有收盘顶料电机,而且托盘输送带的两侧等间距分布有托盘限位挡块,使得托盘限位挡板可以防止托盘滑落或偏移,夹托盘气缸可以对托盘进行夹持固定。
13.优选的,所述条状光源架设于托盘输送带的外侧,且条状光源的前侧近旁设置有放托盘感应器,并且放托盘感应器安装于托盘输送带的外侧框架上,而且条状光源的下方设置有带有滑块的托盘分类机构,使得加工时可以快速对托盘进行处理,进而适用于不同型号的产品。
14.优选的,所述托盘输送带的另一侧末端下方安装有托盘输送驱动电机和放盘顶料电机,且托盘输送驱动电机用于带动托盘输送带运行,并且放盘顶料电机构成放盘顶料机构的部件,使得可以进行自动上料操作。
15.与现有技术相比,本实用新型的有益效果是:
16.1、该可适用不同型号产品的柔性电路板自动上料机,将料盘装满产品后置于放料托盘机构,放托盘感应器感应到以后,放盘顶料电机下降,夹托盘气缸缩回,放盘顶料电机上升一段距离,而后夹托盘气缸夹住上一个托盘,放盘顶料电机回到待机位,通过设置的托盘输送驱动电机带动托盘输送带运行后可以对物料进行输送,从而完成自动上料过程;
17.2、该可适用不同型号产品的柔性电路板自动上料机,初定位视觉相机会对上料后的物料进行检测,有产品时托盘输送带就会停止工作,工控机对坐标进行处理,而后将坐标传输至plc,plc控制相应的上料y轴、上料x轴、上料z轴以及上料旋转轴活动至物料吸取点,而后通过吸头吸取产品,再移动至精定位视觉相机的检测位置,而后通过plc数值的计算得出放料位置的坐标,驱动上料y轴、上料x轴、上料z轴将产品运输至下料位置即可完成下料;
18.3、该可适用不同型号产品的柔性电路板自动上料机,在料盘产品取完后,托盘输送带将空料盘输送至流水线末端,下料托盘到位感应器感应到后,收盘顶料电机就会下降,夹托盘气缸工作,将控盘夹住,而后收托盘顶料电机回到待机位,从而形成一个完整的周期。
附图说明
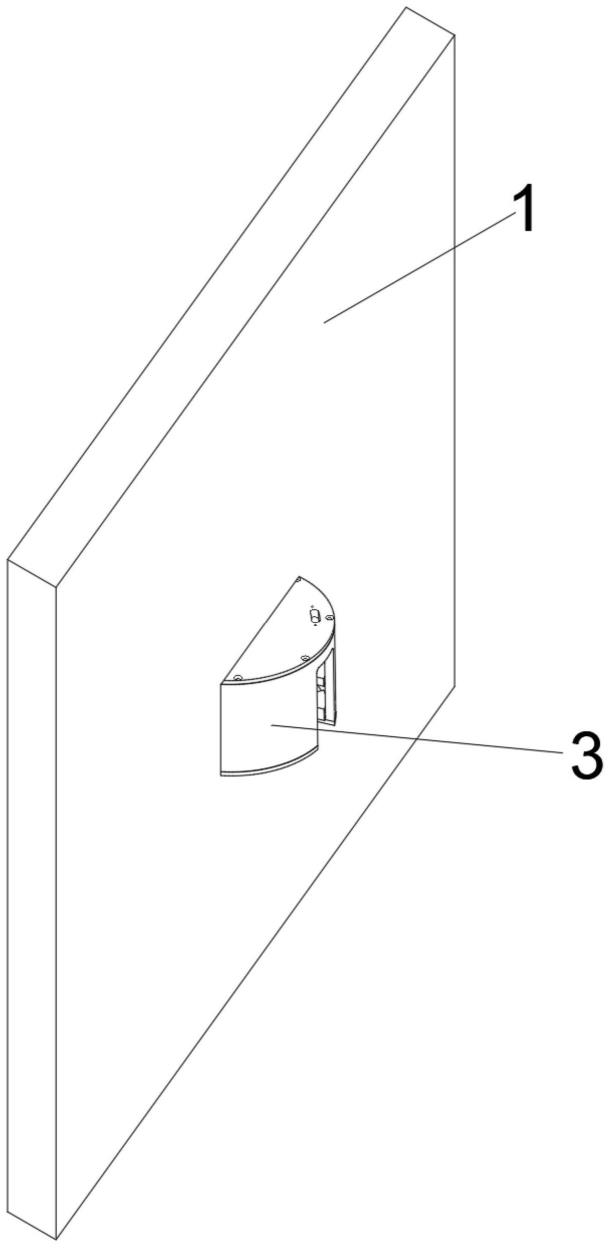
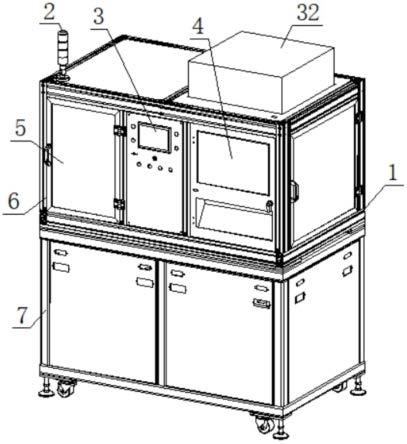
19.图1为本实用新型整体立体结构示意图;
20.图2为本实用新型整体内部立体结构示意图;
21.图3为本实用新型条状光源立体结构示意图;
22.图4为本实用新型托盘循环结构示意图。
23.图中:1、机体;2、三色报警器;3、触摸屏;4、显示屏;5、亚克力门;6、型材机架;7、焊接机架;8、电箱;9、收盘顶料机构;10、上料y轴;11、上料x轴;12、上料z轴;13、上料旋转轴;14、缓冲机构;15、吸头;16、托盘输送带;17、放盘顶料机构;18、工控机;19、初定位视觉相机;20、条状光源;21、气源处理器;22、同轴光源;23、精定位视觉相机;24、下料托盘到位感应器;25、夹托盘气缸;26、收盘顶料电机;27、放托盘感应器;28、托盘分类机构;29、托盘限位挡块;30、托盘输送驱动电机;31、放盘顶料电机;32、ffu。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.请参阅图1-4,本实用新型提供一种技术方案:一种可适用不同型号产品的柔性电路板自动上料机,包括设置的机体1,且机体1的外侧顶部设置有三色报警器2和ffu32,并且机体1的上部安装有型材机架6,而且型材机架6的前侧从左到右分别设置有亚克力门5、触摸屏3和显示屏4,同时机体1的下部设置有焊接机架7,如图1所示,首先,该设备的机体1为主要机构的外壳组成,包括型材机架6、焊接机架7、亚克力门5、触摸屏3和显示屏4和ffu32;
26.还包括:焊接机架7的内侧底部安装有电箱8,且焊接机架7的底部设置有收盘顶料机构9,并且电箱8的旁侧设置有工控机18,而且工控机18上方设置有放盘顶料机构17,同时放盘顶料机构17安装于焊接机架7的内侧顶部,焊接机架7的侧壁上安装有气源处理器21,且气源处理器21驱动夹托盘气缸25,条状光源20架设于托盘输送带16的外侧,且条状光源20的前侧近旁设置有放托盘感应器27,并且放托盘感应器27安装于托盘输送带16的外侧框架上,而且条状光源20的下方设置有带有滑块的托盘分类机构28,并且放盘顶料电机31构成放盘顶料机构17的部件,如图2-4所示,人工将物料装满料盘后,将料盘放置于放盘顶料机构17上,然后放托盘感应器27就会感应到有物体,而后,放盘顶料电机31就会下降,气源处理器21就会使夹托盘气缸25缩回,放盘顶料电机31又会上升一段距离,夹托盘气缸25就会夹住上一个托盘,放盘顶料电机31回到待机位,而后托盘输送驱动电机30驱动带动托盘输送带16运行,托盘输送带16就会将物料传输至视觉检测区域,从而完成上料操作,期间,条状光源20可以为物料提供亮度,便于视觉检测部件进行检测,托盘分类机构28可以依据实际规格进行调整,电箱8为设备提供电力支持;
27.型材机架6内侧底部的前侧设置有上料y轴10,且型材机架6内侧纵向设置有上料x轴11,并且上料x轴11的端部设置有上料z轴12,而且上料z轴12的底部通过上料旋转轴13和缓冲机构14连接有吸头15,同时型材机架6的内侧中部设置有托盘输送带16,上料y轴10、上料x轴11、上料z轴12、上料旋转轴13、缓冲机构14和吸头15构成自动运料结构,且上料y轴10、上料x轴11和上料z轴12均设置有相应的滑轨,如图1-2所示,当料盘经托盘输送带16输送至检测区域后,初定位视觉相机19就会检测到有产品,而后托盘输送带16停止运输,工控机18内部对物料坐标进行处理,而后将产品的坐标传送至plc中,plc进分析后将信息传动至上料y轴10、上料x轴11和上料z轴12中,而后通过上料y轴10、上料x轴11和上料z轴12的配合将物料移动至检测坐标处,上料旋转轴13、缓冲机构14和吸头15相互配合,然后吸头15吸取产品,再由plc控制移动至精定位视觉相机23所在检测区域;
28.型材机架6的内侧中部安装有一组条状光源20,且在型材机架6内侧顶部位置处安装有初定位视觉相机19,并且初定位视觉相机19的下方设置有精定位视觉相机23,而且精定位视觉相机23设置于同轴光源22的底部,同时同轴光源22安装于焊接机架7的顶面中部,初定位视觉相机19、条状光源20、气源处理器21、同轴光源22和精定位视觉相机23构成视觉模块,且初定位视觉相机19负责上料位置检测,精定位视觉相机23复位下料位置检测,如图3-4所示,同轴光源22可以为精定位视觉相机23提供亮度,进而可以准确进行检测,精定位
视觉相机23主要检测与设置位置的偏差值,精定位视觉相机23检测完成后将差值传入plc中,plc内部将传输尽力啊的差值与预定放料为的坐标相加,进而得到最终的放料位的坐标,而后再由上料y轴10、上料x轴11和上料z轴12的配合将物料移动至下料位置。
29.托盘输送带16的一侧末端设置有下料托盘到位感应器24,且托盘输送带16的两侧均设置有夹托盘气缸25,并且托盘输送带16的末端底部安装有收盘顶料电机26,而且托盘输送带16的两侧等间距分布有托盘限位挡块29,托盘输送带16的另一侧末端下方安装有托盘输送驱动电机30和放盘顶料电机31,且托盘输送驱动电机30用于带动托盘输送带16运行,如图2和图4所示,当一个料盘中的物料取完之后,托盘输送带16就会将空料盘移动至流水线的尾端,托盘限位挡块29可以防止托盘偏移或掉落,托盘输送带16尾端的下料托盘到位感应器24就会感应到空盘,收盘顶料电机26就会下降,而后夹托盘气缸25打开,从而将控盘夹住,最后,收盘顶料电机26回到待机位,从而完成一整套的操作流程。
30.工作原理:在使用该可适用不同型号产品的柔性电路板自动上料机时,如图1-4所示,首先,由人工将料盘装满产品放至放盘顶料机构17上,放托盘感应器27感应到之后,放盘顶料电机31下降,夹托盘气缸25缩回,放盘顶料电机31上升一段距离,夹托盘气缸25夹住上一个托盘,放盘顶料电机31回到待机位,托盘输送带16开始移动,进而完成上料操作;
31.料盘由托盘输送带16运送至视觉检测区域,初定位视觉相机19检测有产品时,托盘输送带16停止运行,工控机18内部处理坐标,将产品坐标传送至plc,plc进分析后将信息传动至上料y轴10、上料x轴11和上料z轴12中,而后移动至检测坐标,吸头15吸取产品,然后由plc控制移动到精定位视觉相机23检测位置,精定位视觉相机23开始检测,主要检测与设置位置的偏差值,精定位视觉相机23检测完成之后将差值传入plc,plc内部将传输进来的差值与设定放料位的坐标相加得到最终放料位的坐标,然后由上料y轴10、上料x轴11和上料z轴12将产品运送至下料位置;
32.一个料盘内的产品取完之后,托盘输送带16将空料盘移动至托盘输送带16流水线尾端,尾端下料托盘到位感应器24感应到空盘,收盘顶料电机26下降,夹托盘气缸25打开,将空盘夹住,然后收盘顶料电机26回到待机位,一个周期完成,从而完成一系列工作。
33.本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
34.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。