1.本实用新型涉及电子水泵技术领域,具体而言,涉及一种转子组件及电子水泵。
背景技术:
2.电子水泵是车辆冷却系统中的核心部件,电子水泵的转子组件一般包括叶轮盖、叶轮底座及铁芯组件,其中铁芯组件包含磁钢及铁芯,为防止磁钢及铁芯生锈从而影响转子组件性能,需要将磁钢及铁芯密封保护。现有技术中,通常将磁钢放置于铁芯槽内再通过注塑进行外部包塑,将包塑后的铁芯组件作为嵌件再次注塑形成叶轮底座,最后将叶轮底座与叶轮盖超声波焊接形成转子组件。上述方式注塑工艺复杂,且注塑压力较大容易将铁芯挤压变形从而导致转子组件的动平衡很难满足要求,进而导致电子水泵抖动。
技术实现要素:
3.本实用新型提供了一种转子组件及电子水泵,以解决现有技术中的转子组件工艺复杂的问题。
4.为了解决上述问题,根据本实用新型的一个方面,本实用新型提供了一种转子组件,包括:叶轮底座,叶轮底座为一体结构,叶轮底座具有环形槽;铁芯组件,铁芯组件安装在环形槽内;封堵盖,封堵盖和叶轮底座连接,以封堵环形槽的开口。
5.进一步地,叶轮底座为注塑成型的一体结构,叶轮底座包括同轴设置的外筒和内筒,内筒位于外筒的腔体内,内筒和外筒之间的区域形成环形槽,封堵盖和外筒、内筒均连接。
6.进一步地,封堵盖包括环形板和设置在环形板上的第一环形焊槽和第二环形焊槽,外筒的端部和第一环形焊槽的内壁焊接,内筒的端部和第二环形焊槽的内壁焊接;或,封堵盖包括环形板和设置在环形板上的第三环形筋和第四环形筋,外筒的端部和第三环形筋的外壁焊接,内筒的端部和第四环形筋的外壁焊接。
7.进一步地,外筒包括第一筒体和设置在第一筒体端部的第一环形筋,内筒包括第二筒体和设置在第二筒体端部的第二环形筋,第一筒体和第二筒体之间的区域形成环形槽,第一环形筋伸入第一环形焊槽内并和第一环形焊槽的内壁焊接,第二环形筋伸入第二环形焊槽内并和第二环形焊槽的内壁焊接。
8.进一步地,封堵盖还包括设置在环形板上的第一支撑环和第二支撑环,第一支撑环的直径大于第二支撑环的直径,第一支撑环和第二支撑环均位于第一环形焊槽和第二环形焊槽之间,第一支撑环和第二支撑环均和铁芯组件的端面抵接。
9.进一步地,内筒的外侧壁具有限位凹槽,铁芯组件具有限位凸筋,限位凸筋位于限位凹槽内,以对铁芯组件的周向进行限位;或,内筒的外侧壁具有限位凸筋,铁芯组件具有限位凹槽,限位凸筋位于限位凹槽内,以对铁芯组件的周向进行限位。
10.进一步地,铁芯组件包括磁钢和铁芯,铁芯具有放置槽和安装孔,磁钢设置在放置槽内,安装孔的内壁具有限位凸筋,其中,限位凸筋和限位凹槽均为多个,多个限位凸筋和
多个限位凹槽一一对应设置。
11.进一步地,叶轮底座还包括过渡部和环形件,过渡部的一端与环形件连接,过渡部的另一端与外筒和/或内筒连接。
12.进一步地,叶轮底座还包括固定筒,固定筒固定设置在内筒中,叶轮底座具有连接孔,连接孔贯穿固定筒和过渡部;转子组件还包括叶轮盖,环形件和叶轮盖连接。
13.根据本实用新型的另一方面,提供了一种电子水泵,电子水泵包括上述的转子组件。
14.应用本实用新型的技术方案,提供了一种转子组件,包括:叶轮底座,叶轮底座为一体结构,叶轮底座具有环形槽;铁芯组件,铁芯组件安装在环形槽内;封堵盖,封堵盖和叶轮底座连接,以封堵环形槽的开口。采用该方案,只需要将叶轮底座设置成一体结构,并将铁芯组件安装在环形槽内,随后通过封堵盖对环形槽的开口进行封堵,即完成了将铁芯组件安装在叶轮底座中,摒弃了现有技术中首先将铁芯组件进行注塑,将包塑后的铁芯组件作为嵌件再次进行注塑形成叶轮底座的制造方式,利用本方案的转子组件,不需将铁芯组件单独进行注塑,而是将叶轮底座设置成一体结构,随后将铁芯组件安装在环形槽内即可,并且采用封堵盖对环形槽进行封堵的方式,避免了现有技术中由于注塑压力过大容易将铁芯组件挤压变形从而导致转子组件的动平衡难以满足要求的问题,从而有效改善了转子组件的性能。
附图说明
15.构成本技术的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
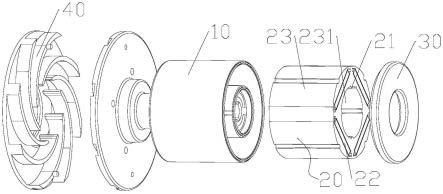
16.图1示出了本实用新型的实施例提供的转子组件的爆炸图;
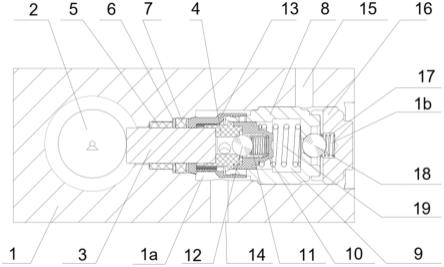
17.图2示出了图1中转子组件的剖视图;
18.图3示出了图2中转子组件的局部放大图;
19.图4示出了图1中转子组件中叶轮底座的剖视图;
20.图5示出了图4中叶轮底座的仰视图;
21.图6示出了图1中封堵盖的结构示意图。
22.其中,上述附图包括以下附图标记:
23.10、叶轮底座;11、环形槽;12、外筒;121、第一筒体;122、第一环形筋;13、内筒;131、第二筒体;132、第二环形筋;133、限位凹槽;14、过渡部;15、环形件;16、固定筒;17、连接孔;
24.20、铁芯组件;21、限位凸筋;22、磁钢;23、铁芯;231、安装孔;
25.30、封堵盖;31、环形板;32、第一环形焊槽;33、第二环形焊槽;34、第一支撑环;35、第二支撑环;
26.40、叶轮盖。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行
清楚、完整地描述。显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本实用新型及其应用或使用的任何限制。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.如图1至图6所示,本实用新型的实施例提供了一种转子组件,包括:叶轮底座10,叶轮底座10为一体结构,叶轮底座10具有环形槽11;铁芯组件20,铁芯组件20安装在环形槽11内;封堵盖30,封堵盖30和叶轮底座10连接,以封堵环形槽11的开口。
29.采用该方案,只需要将叶轮底座10设置成一体结构,并将铁芯组件20安装在环形槽11内,随后通过封堵盖30对环形槽11的开口进行封堵,即完成了将铁芯组件20安装在叶轮底座10中,摒弃了现有技术中首先将铁芯组件20进行注塑,将包塑后的铁芯组件20作为嵌件再次进行注塑形成叶轮底座10的制造方式,利用本方案的转子组件,不需将铁芯组件20单独进行注塑,而是将叶轮底座10设置成一体结构,随后将铁芯组件20安装在环形槽11内即可,并且采用封堵盖30对环形槽11进行封堵的方式,能够将铁芯组件20密封,防止被腐蚀、氧化,同时避免了现有技术中由于注塑压力过大容易将铁芯组件20挤压变形从而导致转子组件的动平衡难以满足要求的问题,从而有效改善了转子组件的性能。
30.其中,叶轮底座10为注塑成型的一体结构,叶轮底座10包括同轴设置的外筒12和内筒13,内筒13位于外筒12的腔体内,内筒13和外筒12之间的区域形成环形槽11,封堵盖30和外筒12、内筒13均连接。通过设置外筒12和内筒13,且外筒12和内筒13同轴设置,即能够形成环形槽11,便于铁芯组件20安装在环形槽11内;将封堵盖30和外筒12、内筒13均连接,这样增强了封堵盖30和叶轮底座连接的稳定性。将叶轮底座10为注塑成型的一体结构,这样不需将铁芯组件20单独进行注塑,注塑工艺简单。
31.进一步地,封堵盖30包括环形板31和设置在环形板31上的第一环形焊槽32和第二环形焊槽33,外筒12的端部和第一环形焊槽32的内壁焊接,内筒13的端部和第二环形焊槽33的内壁焊接。通过设置第一环形焊槽32,且外筒12的端部和第一环形焊槽32的内壁焊接,这样增大了外筒12端部和封堵盖30的焊接有效面积,提高了连接强度;设置第二环形焊槽33,且内筒13的端部和第二环形焊槽33的内壁焊接,这样增大了内筒13端部和封堵盖30的焊接有效面积,提高了连接强度。
32.或者,封堵盖30包括环形板31和设置在环形板上的第三环形筋和第四环形筋,外筒12的端部和第三环形筋的外壁焊接,内筒13的端部和第四环形筋的外壁焊接。采用上述设置方式,同样能够增大外筒12端部和封堵盖30的焊接有效面积,提高了连接强度;增大了内筒13端部和封堵盖30的焊接有效面积,提高了连接强度。
33.进一步地,外筒12包括第一筒体121和设置在第一筒体121端部的第一环形筋122,内筒13包括第二筒体131和设置在第二筒体131端部的第二环形筋132,第一筒体121和第二筒体131之间的区域形成环形槽11,第一环形筋122伸入第一环形焊槽32内并和第一环形焊槽32的内壁焊接,第二环形筋132伸入第二环形焊槽33内并和第二环形焊槽33的内壁焊接。将第一环形筋122伸入第一环形焊槽32内且和第一环形焊槽32的内壁焊接,这样既能够起到定位作用,又增强了外筒12和封堵盖30的连接强度;将第二环形筋132伸入第二环形焊槽33内且和第二环形焊槽33的内壁焊接,这样既能够起到定位作用,又增强了内筒13和封堵盖30的连接强度。其中,上述焊接方式为超声波焊接。
34.具体地,第一环形筋122和第二环形筋132的端部为v型;第一环形焊槽32和第二环形焊槽33同样也为v型;第一筒体121和第二筒体131均和环形板抵接,这样可起到定位效果,提高装配精度,并且可增加接触面积,提高焊接效果和密封效果。
35.其中,封堵盖30还包括设置在环形板31上的第一支撑环34和第二支撑环35,第一支撑环34的直径大于第二支撑环35的直径,第一支撑环34和第二支撑环35均位于第一环形焊槽32和第二环形焊槽33之间,第一支撑环34和第二支撑环35均和铁芯组件20的端面抵接。设置第一支撑环34能够和铁芯组件20的外端面抵接,设置第二支撑环35能够和铁芯组件20的内端面抵接,这样确保封堵盖30能够和铁芯组件20充分接触,保证了转子组件在运行过程中的稳定性。
36.在本实施例中,内筒13的外侧壁具有限位凹槽133,铁芯组件20具有限位凸筋21,限位凸筋21位于限位凹槽133内,以对铁芯组件20的周向进行限位。将限位凸筋21设置在限位凹槽133内,能够在周向上对铁芯组件20起到限位作用,防止铁芯组件20发生转动。
37.或者,内筒13的外侧壁具有限位凸筋21,铁芯组件20具有限位凹槽133,限位凸筋21位于限位凹槽133内,以对铁芯组件20的周向进行限位。采用这种方式,同样能够在周向上对铁芯组件20起到限位作用,防止铁芯组件20发生转动。
38.其中,铁芯组件20包括磁钢22和铁芯23,铁芯23具有放置槽和安装孔231,磁钢22设置在放置槽内,安装孔231的内壁具有限位凸筋21,其中,限位凸筋21和限位凹槽133均为多个,多个限位凸筋21和多个限位凹槽133一一对应设置。将限位凸筋21和限位凹槽133均设置成多个,且多个限位凸筋21和多个限位凹槽133一一对应设置,进一步防止了铁芯组件20发生转动。
39.具体地,多个限位凹槽133沿内筒13外侧壁的周向分布,多个限位凸筋21沿安装孔231的内壁周向分布。
40.在本实施例中,叶轮底座10还包括过渡部14和环形件15,过渡部14的一端与环形件15连接,过渡部14的另一端与外筒12和/或内筒13连接。通过上述设置方式,便于环形件15和其他结构进行连接。
41.其中,叶轮底座10还包括固定筒16,固定筒16固定设置在内筒13中,叶轮底座10具有连接孔17,连接孔17贯穿固定筒16和过渡部14;转子组件还包括叶轮盖40,环形件15和叶轮盖40连接。设置环形件15,能够和叶轮盖40连接,该连接方式为焊接,采用焊接的连接方式,更加稳定、可靠。
42.在图中未示出的另一实施例中,提供了一种电子水泵,电子水泵包括上述的转子组件。采用该方案,只需要将叶轮底座10设置成注塑成型的一体结构,并将铁芯组件20安装在环形槽11内,随后通过封堵盖30对环形槽11的开口进行封堵,即完成了将铁芯组件20安装在叶轮底座10中,摒弃了现有技术中首先将铁芯组件20进行注塑,将包塑后的铁芯组件20作为嵌件再次进行注塑形成叶轮底座10的制造方式,利用本方案的转子组件,只需将叶轮底座10设置成注塑成型的一体结构即可,不需将铁芯组件20单独进行注塑,注塑工艺简单,并且采用封堵盖30对环形槽11进行封堵的方式,能够将铁芯组件20密封,防止被腐蚀、氧化,同时避免了现有技术中由于注塑压力过大容易将铁芯组件20挤压变形从而导致转子组件的动平衡难以满足要求的问题,从而有效改善了电子水泵的性能。
43.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本
领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。