1.本发明涉及焊接技术领域,具体为一种料带式组装焊接裁切一体机。
背景技术:
2.电脑、平板电脑、移动电话、数码相机等3c产品结构构件中有许多精密五金件以及镶嵌注塑件,在生产加工的时候,通常要将两件结构不同的五金材料用激光焊接机进行层叠焊接,由于焊接的五金材料比较微小、质量也轻,而目前市场上对3c产品的需求量巨大,所以作为3c产品的一道重要的生产工序,焊接成为限制产出规模的重要环节。目前行业中普遍使用单体式、手动组装焊接这种传统方式,该两种方式很多环节需要人工参与,比如需要人工将辅料与主料堆贴合在一起,只能一个一个贴合,贴合完成在焊接一个,并且焊接的时候也需要人工手持焊接机,对准贴合后的主料与辅料进行焊接,由于焊接件比较微小,手持式焊接的精度是不能保证的,不利于保证产品的质量,另外就是市场对精密五金件的需求量大,手持式焊接由于焊接速度慢,所以对企业来说要增加产能就必须要增加更多的焊接生产线,会导致生产成本大幅增长,在市场竞争日趋加快的时代,我们继续一种能节约生产成本、降低产品不良率的自动化的精密五金件的焊接设备。
技术实现要素:
3.本发明的目的在于提供一种料带式组装焊接裁切一体机,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:一种料带式组装焊接裁切一体机,包括机架,所述机架上依次设有:
5.主料上料机构,其设有主料盘,所述主料盘用于装载嵌有主料的主料料带;
6.辅料上料机构,与所述主料上料机构并列设置,其设有辅料盘,所述辅料盘用于装载嵌有辅料的辅料料带;
7.辅料冲切机构,所述辅料冲切机构对辅料与辅料料带进行冲切分离并将分离辅料后的辅料料带裁切回收;
8.辅料搬运机构,设于所述辅料上料机构与所述主料上料机构之间,用以将分离后的辅料搬运至激光焊接机构;
9.激光焊接机构,包括激光焊接模组、上料模组和焊接工位,所述激光焊接机构对所述辅料搬运机构输送的辅料与主料料带上的主料进行焊接,得到原件;
10.载体剔除机构,包括折断模组和压带模组,对主料料带原件的载体剔除;
11.出料机构,包括主料料带裁切模组,所述主料料带裁切模组将原件与主料料带进行分离;
12.其中,所述主料上料机构、激光焊接机构、载体剔除机构沿同一直线依次设置,所述辅料上料机构、辅料冲切机构沿同一直线依次设置。
13.优选的,所述辅料冲切机构包括第一冲压模具、辅料冲切支架、第二冲压模具和辅
料移动支撑模组,所述第一冲压模具、第二冲压模具设于所述辅料冲切支架的上端面,所述辅料移动支撑模组设于所述辅料冲切支架的下侧且位于所述第一冲压模具的下方,所述辅料移动支撑模组包括一丝杠,所述丝杠驱动连接有支撑板,所述支撑板的顶端设有搬运吸头,所述搬运吸头吸住辅料料带上的辅料后配合所述第一冲压模具冲切使辅料料带上的辅料分离。
14.优选的,所述辅料搬运机构包括一搬运机器人和一中转平台,所述搬运机器人的自由端设有变距吸盘抓手,所述变距吸盘抓手设有定位销。
15.优选的,所述中转平台包括旋转平台,所述旋转平台的下侧连接有旋转电机,所述旋转平台的两端设有定位夹具,所述定位夹具活动连接有第一气缸。
16.优选的,所述定位夹具包括固定设置在所述旋转平台上端面的底板,所述底板上设有固定辅料载位板和活动辅料载位板,所述活动辅料载位板的两端连接有第二气缸,所述第二气缸通过滑轨与所述底板滑动连接。
17.优选的,所述固定辅料载位板和活动辅料载位板上均设有定位插孔。
18.优选的,所述上料模组包括第一平移气缸和第一升降气缸,第一升降气缸设置在第一平移气缸的滑台上,第一升降气缸上滑动设有上料吸头安装板,所述上料吸头安装板的底端设有上料吸头;
19.所述激光焊接模组包括第二平移气缸、第二升降气缸,所述第二升降气缸设置在所述第二平移气缸的滑台上,所述第二升降气缸的滑台上连接一焊接机安装架,所述焊接机安装架上设有激光焊接机;
20.所述焊接工位的上方设有焊接压板,所述焊接压板的一侧连接有第三升降气缸。
21.优选的,所述载体剔除机构包括折断模组和压带模组,所述折断模组与所述压带模组之间设有用于输送所述主料料带的料带轨道,所述折断模组包括基座以及设于所述基座上端面的后拉气缸,所述基座的上端面两侧设有滑轨,所述滑轨上滑动设有折断电机安装架,所述后拉气缸的驱动端与所述折断电机安装架连接,所述折断电机安装架内设有第四升降气缸,所述第四升降气缸驱动安装有折断夹头,所述压带模组包括压头和驱动所述压头上下运动的第五升降气缸,所述第五升降气缸连接一第三平移气缸。
22.优选的,所述折断夹头包括折断电机,所述折断电机的底端与所述第四升降气缸的驱动端连接,所述折断电机的驱动端偏心连接一抓手组件,所述抓手组件的两端滑动连接一抓手安装框,所述抓手安装框的顶端与所述折断电机的前端固定连接。
23.优选的,还包括用于拉动所述主料料带和辅料料带运动的拉料模组。
24.与现有技术相比,本发明的有益效果是:本发明焊接的主料和辅料通过料带式来料,节约包装成本和人工成本,通过设备的自动化裁切,搬运,组装,焊接,裁切,包装,一台设备流水线完成所有工序,减少人工参与,使产品的合格率提升,提高焊接的品质,提高焊接效率。
附图说明
25.图1为本发明结构示意图;
26.图2为本发明辅料冲切机构、辅料上料机构连接关系结构示意图;
27.图3为本发明辅料冲切机构结构示意图;
28.图4为本发明辅料搬运机构结构示意图;
29.图5为本发明变距吸盘抓手结构示意图;
30.图6为本发明中转平台结构示意图;
31.图7为本发明定位夹具结构图;
32.图8为本发明主料上料机构、激光焊接机构、载体剔除机构结构示意图;
33.图9为本发明激光焊接机构结构图;
34.图10为本发明激光焊接模组结构图;
35.图11为本发明焊接工位结构示意图;
36.图12为本发明载体剔除机构结构示意图;
37.图13为本发明载体剔除机构机构示意图(部分);
38.图14为本发明为载体剔除机构的抓手组件结构示意图;
39.图15为本发明的出料机构结构图;
40.图16为图15中d部分放大图。
41.图中:1、机架;2、出料搬运机器人;3、拉料模组;31、拉料气缸;32、拉料板;33、拉料压头气缸;34、拉料压块;35、拉料轨道;36、拉料定位插销;37、传感器;100、主料上料机构;101、主料盘;102、主料上料电机; 103、主料盘导向钣金;200、辅料上料机构;201、辅料盘;202、辅料上料电机;203、辅料盘导向钣金;300、辅料冲切机构;301、第一冲压模具;302、辅料冲切支架;303、第二冲压模具;304、废料收集槽;305、辅料移动支撑模组;3051、丝杠;3052、支撑板;3053、搬运吸头;400、辅料搬运机构; 401、搬运机器人;402、中转平台;4021、旋转平台;4022、旋转电机;4025、第一气缸;403、变距吸盘抓手;4031、变距模组;4032、变距电机;4033、升降吸头;406、定位销;407、定位夹具;4071、底板;4072、固定辅料载位板;4073、活动辅料载位板;4074、第二气缸;408、定位孔;500、激光焊接机构;501、激光焊接模组;5011、第二平移气缸;5012、第二升降气缸; 5013、焊接机安装架;5014、激光焊接机;502、上料模组;5021、第一平移气缸;5022、第一升降气缸;5023、上料吸头安装板;5024、上料吸头;503、焊接工位;5031、焊接压板;5032、第三升降气缸;600、载体剔除机构;601、折断模组;6011、基座;6012、后拉气缸;6013、滑轨;6014、折断电机安装架;6015、第四升降气缸;602、压带模组;6021、压头;6022、第五升降气缸;6023、第三平移气缸;603、料带轨道;604、折断夹头;6041、折断电机;6042、抓手组件;60421、夹爪;60422、夹爪气缸;6043、抓手安装框;700、出料机构;701、主料料带裁切模组;7011、第三冲压模具;7012、第四冲压模具;702、原件搬运模组;7021、原件搬运气缸;7022、原件搬运升降气缸;7023、原件搬运吸盘;703、出料中转模组;7031、出料定位夹具。
具体实施方式
42.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
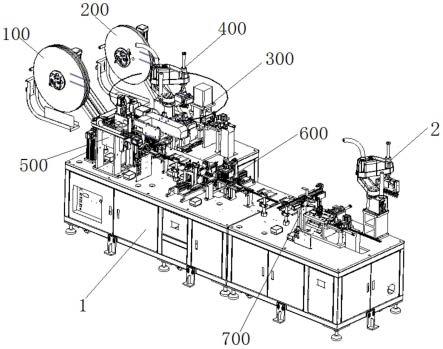
43.请参阅图1-16,本发明提供一种技术方案:一种料带式组装焊接裁切一体机,包括机架1,机架1上设有主料上料机构100、辅料上料机构200、辅料冲切机构300、辅料搬运机构
400、激光焊接机构500、载体剔除机构600 和出料机构700,辅料上料机构200与主料上料机构100并列设置在机架1的一端,其中,主料上料机构100、激光焊接机构500、载体剔除机构600、出料机构700沿同一直线依次设置,辅料上料机构200、辅料冲切机构300沿同一直线依次设置。辅料搬运机构400设于辅料上料机构200与主料上料机构 100之间,用以将辅料冲切机构300分离后的辅料搬运至激光焊接机构500,激光焊接机构500对辅料搬运机构400输送的辅料与主料料带2上的主料进行焊接,得到原件,载体剔除机构600对主料料带的原件的载体剔除,分离出多余物料,出料机构700对主料料带上的物料进行裁切后,将原料搬运至下一工位。
44.具体的,主料上料机构100设有主料盘101、主料盘导向钣金103和驱动主料盘101转动的主料上料电机102,主料盘101用于装载嵌有主料的主料料带,主料盘导向钣金103安装在主料盘101盘槽外侧对主料料带进行导向,主料上料电机102驱动主料盘101转动对激光焊接机构500进行主料供料,,辅料上料机构200包括辅料盘201、辅料上料电机202、辅料盘导向钣金203,辅料盘导向钣金203安装在辅料盘201盘槽外侧对辅料料带进行导向,辅料上料电机202驱动辅料盘201对辅料冲切机构300进行辅料供料,辅料冲切机构300对辅料与辅料料带进行冲切分离并将分离辅料后的辅料料带裁切回收,两个上料机构通过自动化供料,供料效率高。
45.具体的,辅料冲切机构300包括第一冲压模具301、辅料冲切支架302、第二冲压模具303和辅料移动支撑模组305,第一冲压模具301、第二冲压模具303设于辅料冲切支架302的上端面,辅料移动支撑模组305设于辅料冲切支架302的下侧且位于第一冲压模具301的下方,辅料移动支撑模组305 包括一丝杠3051,丝杠3051驱动连接有支撑板3052,支撑板3052的顶端设有搬运吸头3053,辅料料带进入第一冲压模具301后,第一冲压模具301对辅料料带进行冲压使辅料与辅料料带分离,在第一冲压模具301冲压的同时搬运吸头3053吸住辅料料带上的辅料,将分离后的辅料吸附在搬运吸头3053 上,丝杠3051动作将支撑板3052带出辅料冲切支架302。分离辅料后的辅料料带继续被输送至第二冲压模具303,第二冲压模具303将分离辅料后的辅料料带冲切成碎块,碎块掉落进设在第二冲压模具303外侧的废料收集槽304 内。
46.具体的,辅料搬运机构400包括一搬运机器人401和一中转平台402,搬运机器人401的自由端设有变距吸盘抓手403,变距吸盘抓手403设有定位销 406,搬运机器人401采用四轴机器人,搬运机器人401驱动变距吸盘抓手403 移动至搬运吸头3053上方,变距吸盘抓手403通过变距对准搬运吸头3053 吸附的辅料,然后变距吸盘抓手403将辅料吸附,搬运机器人401将辅料搬运至中转平台402,中转平台402通过旋转将辅料送至激光焊接机构500。
47.进一步的,变距吸盘抓手403包括变距模组4031、变距电机4032和升降吸头4033,变距电机4032驱动变距模组4031改变间距,进而使升降吸头4033 的间距变动以适应搬运吸头3053的间距,从而得以吸附辅料。
48.进一步的,中转平台402包括旋转平台4021,旋转平台4021的下侧连接有旋转电机4022,旋转平台4021的两端设有定位夹具407,定位夹具407活动连接有第一气缸4025,变距吸盘抓手403将辅料放入定位夹具407内,旋转电机4022驱动旋转平台4021转动180
°
,载有辅料的定位夹具407被送至激光焊接机构500工位,同时,旋转平台4021另一端的定位夹具
407移动至变距吸盘抓手403下方,变距吸盘抓手403将剩下的辅料放入定位夹具407 内。旋转电机4022采用步进电机,每次转动带动旋转平台4021转动的角度为180
°
。
49.具体的,定位夹具407包括固定设置在旋转平台4021上端面的底板4071,底板4071上设有固定辅料载位板4072和活动辅料载位板4073,活动辅料载位板4073的两端连接有第二气缸4074,第二气缸4074通过滑轨与底板4071 滑动连接,固定辅料载位板4072和活动辅料载位板4073上均设有定位孔408,第二气缸4074驱动活动辅料载位板4073运动,以使定位夹具407适应不同的变距吸盘抓手403,同时,变距吸盘抓手403通过定位销406与定位孔408 定位,使的变距吸盘抓手403与定位夹具407能精确对准,将升降吸头4033 吸附的辅料精准的放入定位夹具407上的辅料放置槽内。
50.具体的,激光焊接机构500包括上料模组502、激光焊接模组501和焊接工位503,上料模组502包括第一平移气缸5021和第一升降气缸5022,第一升降气缸5022设置在第一平移气缸5021的滑台上,第一升降气缸5022上滑动设有上料吸头安装板5023,上料吸头安装板5023的底端设有上料吸头 5024,上料吸头5024从定位夹具407上吸附辅料,第一升降气缸5022升起,第一平移气缸5021驱动第一升降气缸5022平移带动辅料至焊接工位503进行焊接,焊接工位503的上方设有焊接压板5031,焊接压板5031的一侧连接有第三升降气缸5032,第三升降气缸5032下降带动焊接压板5031压紧焊接工位503上的主料和辅料,等待焊接,激光焊接模组501包括第二平移气缸 5011、第二升降气缸5012,第二升降气缸5012设置在第二平移气缸5011的滑台上,第二升降气缸5012的滑台上连接一焊接机安装架5013,焊接机安装架5013上设有激光焊接机5014,第二平移气缸5011驱动第二升降气缸5012 移动至焊接工位503上方,第二升降气缸5012下降,激光焊接机5014接近待焊接的主料和辅料,即可开始焊接。
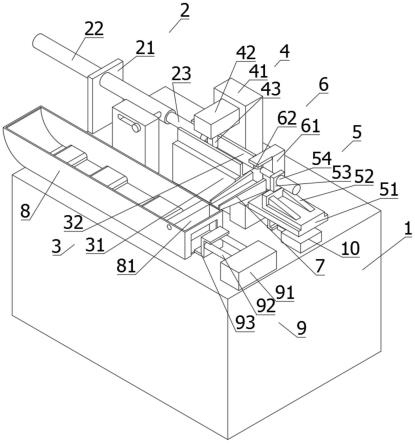
51.具体的,载体剔除机构600包括折断模组601和压带模组602,折断模组 601与压带模组602之间设有用于输送主料料带的料带轨道603,折断模组601 包括基座6011以及设于基座6011上端面的后拉气缸6012,基座6011的上端面两侧设有滑轨6013,滑轨6013上滑动设有折断电机安装架6014,后拉气缸6012的驱动端与折断电机安装架6014连接,后拉气缸6012通过伸缩带动折断电机安装架6014靠近料带轨道603或者远离料带轨道603,折断电机安装架6014内设有第四升降气缸6015,第四升降气缸6015驱动安装有折断夹头604,折断夹头604包括折断电机6041,折断电机6041的底端与第四升降气缸6015的驱动端连接,折断电机6041的驱动端偏心连接一抓手组件6042,抓手组件6042的两端滑动连接一抓手安装框6043,抓手安装框6043的顶端与折断电机6041的前端固定连接。压带模组602包括压头6021和驱动压头 6021上下运动的第五升降气缸6022,第五升降气缸6022连接一第三平移气缸6023。压带模组602的第三平移气缸6023驱动第五升降气缸6022前移至料带轨道603上方,第五升降气缸6022驱动压头6021下移压紧主料料带,后拉气缸6012驱动折断电机安装架6014靠近料带轨道603,第四升降气缸 6015驱动折断夹头604下降靠近主料料带,折断夹头604的抓手组件6042抓取主料料带上的多余料材,折断电机6041的驱动轴转动,利用偏心轴原理,带动抓手组件6042上下运动,进而多余材料从主料料带上摘除。
52.本发明的抓手组件6042每组设置四对夹爪60421,每对夹爪60421由夹爪气缸60422驱动夹紧或松开,以夹持多余物料将多余物料从主料料带上剔除。
53.具体的,载体剔除机构600沿着料带轨道603连续设置两组,并且两组载体剔除机
构600的设置方向相反,这样既可对主料料带的一下进行多个多余材料的剔除工作,提高工作效率。
54.具体的,出料机构700包括主料料带裁切模组701、原件搬运模组702,出料中转模组703,原件搬运模组702用以将主料料带裁切模组701裁切后的主料料带上的焊接后的主料与辅料搬运至出料中转模组703,设在出料机构 700旁的出料搬运机器人2将出料中转模组703上的焊接后的主料与辅料搬运至下一工位进行包装。进一步的,主料料带裁切模组701包括第三冲压模具 7011,主料料带穿过第三冲压模具7011,第三冲压模具7011将原件冲切与主料料带分离,原件搬运模组702包括原件搬运气缸7021,原件搬运气缸7021 的滑台上连接有原件搬运升降气缸7022原件搬运升降气缸7022驱动连接有原件搬运吸盘7023,原件搬运吸盘7023通过第三冲压模具7011的上盖板的孔将原件吸附取出,送至出料中转模组703,出料中转模组703设有出料定位夹具7031(结构与定位夹具407相同)。主料料带裁切模组701还包括第四冲压模具7012,其作用是将主料料带冲切成碎块,便于回收。
55.为了使主料料带和辅料料带能自动化移动,在以上多个机构处设有拉料模组3(例如设置在辅料冲切机构300、激光焊接机构500、载体剔除机构600 和出料机构700),拉料模组3包括拉料气缸31、拉料板32、拉料压头气缸 33、拉料压块34、传感器37、拉料轨道35和拉料定位插销36,拉料气缸31 设置在拉料板32上,拉料压头气缸33设置在拉料气缸31的滑台上,拉料压块34设置在拉料压头气缸33的驱动端,拉料板32上设有供主料料带通过的拉料轨道35,拉料定位插销36设置在拉料轨道35的进料口端,传感器37设置在拉料板32下侧,拉料开始时,料带穿过拉料定位插销36,拉料定位插销 36插入插孔中,说明初始定位准确,拉料压头气缸33下压,拉料压块34压紧料带,拉料气缸31驱动拉料压头气缸33移动,从作一个传感器37的位置移动至另一个传感器37的位置,完成一次拉料动作,如果没有移动至对应的传感器37处,则传感器37发出警报。
56.本发明工作前,先将主料料带依次穿过激光焊接机构500、载体剔除机构 600和出料机构700,并且穿过拉料模组3,拉料模组3对主料料带进行初始定位。然后辅料料带穿过辅料冲切机构300,设置在辅料冲切机构300出料口的拉料模组3对辅料料带进行初始定位。焊接时,辅料冲切机构300将辅料料带上的辅料冲切与辅料料带分离,辅料搬运机构400的搬运机器人401将辅料搬运至中转平台402,中转平台402将辅料运送至激光焊接机构500的工位,上料模组502将辅料搬运至焊接工位503,将辅料与焊接工位503内的主料料带上的主料贴合,焊接压板5031将辅料与主料压紧,激光焊接模组501 将辅料与主料进行激光焊接,焊接完成得到原件,拉料模组3将主料料带拉动一端距离使焊接后的主料料带移出激光焊接机构500并送至载体剔除机构 600,载体剔除机构600将主料料带上支撑原件的多余物料剔除,剔除多余物料后的主料料带继续被传送至出料机构700,出料机构700将原件从主料料带上冲切分离,并且搬运至出料中转模组703等待下一工序。
57.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。