1.本发明属于金属线材调直技术领域,具体涉及一种精密金属线材智能压紧调直处理方法。
背景技术:
2.金属线材通常指直径为5-4mm的热轧圆钢材和直径为10mm以下的螺纹钢材;金属线材在生产是大多用卷材机卷成盘卷,但是在使用时又需要拉直使用,因此在具体使用金属线材时需要利用相应的调直设备对其进行调直处理。
3.目前,现有的调直设备主要包括滚轮和弯折机构,具体在调直钢筋的过程中,需要人为找到金属线材的弯曲处,然后利用弯折机构对弯曲处进行调直,操作麻烦且对于一些微小的弯曲变形部分难以观察到,影响调直效果。
技术实现要素:
4.鉴于此,为解决上述背景技术中所提出的问题,本发明的目的在于提供一种精密金属线材智能压紧调直处理方法。
5.为实现上述目的,本发明提供如下技术方案:
6.一种精密金属线材智能压紧调直处理方法,包括:
7.获取第一调直位置处的第一调直压力;
8.获取第二调直位置处的第二调直压力;
9.判断所述第一调直压力和所述第二调直压力是否满足预设条件,是则在第一调直位置与第二调直位置之间对金属线材进行加热软化预处理。
10.优选的,所述预设条件为所述第一调直压力与第二调直压力不相等。
11.进一步的,所述调直处理方法由调直设备执行,且所述调直设备包括沿金属线材传输方向依次设置的第一压直装置、加热软化装置和第二压直装置;所述调直处理方法包括:获取所述第一压直装置和第二压直装置的压紧力,且在所述压紧力满足预设条件时启动所述加热软化装置加热软化金属线材;其中预设条件为第一压直装置的压紧力与第二压直装置的压紧力不相等。
12.一种精密金属线材智能压紧调直处理方法,包括:
13.获取第一调直位置处的第一调直压力;
14.获取第二调直位置处的第二调直压力;
15.判断所述第一调直压力和所述第二调直压力是否满足预设条件,是则在第一调直位置与第二调直位置之间对金属线材进行加热软化预处理。
16.优选的,所述第一调直压力和第二调直压力均包括沿周向对称作用于金属线材上的2n个分力,n≥1;所述预设条件为所述第一调直压力中的有m个分力不相等或者所述第一调直压力与第二调直压力中有w组分力不相等,2n≥m≥2,2n≥w≥1,且一组分力中包括作用于金属线材同一轴线上一个第一调直压力的分力和一个第二调直压力的分力。
17.进一步的,所述调直处理方法由调直设备执行,且所述调直设备包括沿金属线材传输方向依次设置的第一压直装置、加热软化装置和第二压直装置,其中所述第一压直装置和第二压直装置均包括沿周向对称夹紧于金属线材上的2n个压直辊,n≥1;所述调直处理方法包括:获取所述第一压直装置和第二压直装置的压紧力,且在所述压紧力满足预设条件时启动所述加热软化装置加热软化金属线材;其中所述预设条件为所述第一压直装置中有m个压直辊的压紧力不相等或所述第一压直装置与第二压直装置中有w组压直辊的压紧力不相等;2n≥m≥2,2n≥w≥1,且一组压直辊中包括压紧于金属线材同一轴线上的一个第一压直装置的压直辊和一个第二压直装置的压直辊。
18.优选的,所述调直设备还包括降温定型装置,且所述调直处理方法还包括:金属线材穿出所述第二压直装置后进入所述降温定型装置内冷却定型。
19.优选的,所述降温定型装置采用风冷和/或水冷进行金属线材冷却定型。
20.优选的,所述第一压直装置和第二压直装置中用于夹紧金属线材的夹紧距离可调,以对不同直径的金属线材进行夹紧矫直。
21.优选的,所述第一压直装置和第二压直装置中对应的用于夹紧金属线材的2n个压直辊可相向自转,以沿传输方向自动输送金属线材。
22.优选的,所述加热软化装置采用超声加热、燃烧加热、电磁感应加热、热辐射加热中的一种或者多种的方法加热软化金属线材。
23.本发明与现有技术相比,具有以下有益效果:
24.依据本发明所提供的调直处理方法,在进行金属线材调直的过程中,金属线材依次穿过调直设备的第一压直装置、加热软化装置和第二压直装置,其中第一压直装置和第二压直装置均优选包括沿周向对称夹紧于金属线材上的2n个压直辊,且在第一压直装置中的至少两个压直辊的压紧力不相等或者线材同轴线上的压直辊的压紧力不相等时,自动启动加热软化装置对金属线材进行加热软化,由此使得金属线材在穿出第二压直装置后能够被有效调直。综上,通过本发明所提供的调直方法即可精准的对金属线材任意部位的弯曲变形进行自动调直,极大地提高了调直效率及调直效果。
附图说明
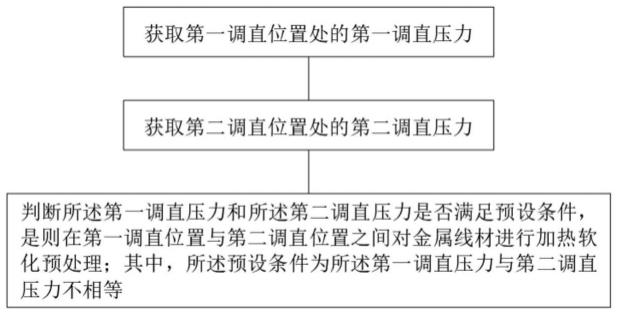
25.图1为本发明实施例一的调直处理方法的流程图;
26.图2为本发明实施例二的调直处理方法的流程图;
27.图3为执行本发明的调直处理方法时所使用的调直设备;
28.图中:1-第一压直装置、2-加热软化装置、3-第二压直装置、4-降温定型装置。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.实施例一
31.请参阅图1所示,在本发明中提供了一种精密金属线材智能压紧调直处理方法,且
该调直处理方法具体包括:
32.获取第一调直位置处的第一调直压力;
33.获取第二调直位置处的第二调直压力;
34.判断第一调直压力和第二调直压力是否满足预设条件,是则在第一调直位置与第二调直位置之间对金属线材进行加热软化预处理;
35.其中,预设条件为第一调直压力与第二调直压力不相等。
36.具体的,在本实施例中还提供如图3所示的调直设备,该调直设备包括沿金属线材传输方向依次设置的第一压直装置1、加热软化装置2和第二压直装置3,基于该调直设备,本实施例的调直处理方法包括:
37.获取第一压直装置1和第二压直装置3的压紧力,且在压紧力满足预设条件时启动加热软化装置2加热软化金属线材;其中预设条件为第一压直装置1的压紧力与第二压直装置3的压紧力不相等。
38.优选的,上述第一压直装置1和第二压直装置3中用于夹紧金属线材的夹紧距离可调,以方便实现对不同直径的金属线材进行夹紧矫直。
39.优选的,上述加热软化装置2采用超声加热、燃烧加热、电磁感应加热、热辐射加热中的一种或者多种的方法加热软化金属线材。
40.在本实施例中,进一步的,调直设备还包括降温定型装置4,基于此本实施例的调直处理方法还包括:金属线材穿出第二压直装置3后进入降温定型装置4内冷却定型。具体,降温定型装置4采用风冷和/或水冷进行金属线材冷却定型。
41.实施例二
42.请参阅图2所示,在本发明中提供了一种精密金属线材智能压紧调直处理方法,且该调直处理方法具体包括:
43.获取第一调直位置处的第一调直压力;
44.获取第二调直位置处的第二调直压力;
45.判断第一调直压力和第二调直压力是否满足预设条件,是则在第一调直位置与第二调直位置之间对金属线材进行加热软化预处理;
46.其中,第一调直压力和第二调直压力均包括沿周向对称作用于金属线材上的2n个分力,n≥1;且预设条件为第一调直压力中的有m个分力不相等或者第一调直压力与第二调直压力中有w组分力不相等,2n≥m≥2,2n≥w≥1,且一组分力中包括作用于金属线材同一轴线上一个第一调直压力的分力和一个第二调直压力的分力。
47.具体的,在本实施例中还提供如图3所示的调直设备,该调直设备包括沿金属线材传输方向依次设置的第一压直装置1、加热软化装置2和第二压直装置3,其中第一压直装置1和第二压直装置3均包括沿周向对称夹紧于金属线材上的2n个压直辊,n≥1。
48.基于上述调直设备,本实施例的调直处理方法包括:
49.获取第一压直装置1和第二压直装置3的压紧力,且在压紧力满足预设条件时启动加热软化装置2加热软化金属线材;
50.其中,预设条件为第一压直装置1中有m个压直辊的压紧力不相等或第一压直装置1与第二压直装置3中有w组压直辊的压紧力不相等;2n≥m≥2,2n≥w≥1,且一组压直辊中包括压紧于金属线材同一轴线上的一个第一压直装置1的压直辊和一个第二压直装置3的
压直辊。
51.由上并结合图3可知,在图3中简化示出了2n=2的结构形式,基于此上述预设条件可对应简化为:第一压直装置1中的两个压直辊的压紧力不相等,或者第一压直装置1与第二压直装置3中有至少一组压直辊的压紧力不相等。
52.具体设图3中四个压直辊分别为a/b/c/d,基于上述预设条件对应为:
53.a与b的压紧力不相等;或
54.a与c的压紧力不相等;或
55.b与d的压紧力不相等;或
56.a与c、b与d的压紧力均不相等。
57.优选的,上述第一压直装置1和第二压直装置3中用于夹紧金属线材的2n个压直辊之间的夹紧距离可调,以方便实现对不同直径的金属线材进行夹紧矫直。
58.优选的,上述第一压直装置1和第二压直装置3中对应的用于夹紧金属线材的2n个压直辊可相向自转,以沿传输方向自动输送金属线材。
59.优选的,上述加热软化装置2采用超声加热、燃烧加热、电磁感应加热、热辐射加热中的一种或者多种的方法加热软化金属线材。
60.在本实施例中,进一步的,调直设备还包括降温定型装置4,基于此本实施例的调直处理方法还包括:金属线材穿出第二压直装置3后进入降温定型装置4内冷却定型。具体,降温定型装置4采用风冷和/或水冷进行金属线材冷却定型。
61.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
