1.本实用新型涉及医疗器械技术领域,具体为一种磁棒套固定座模具。
背景技术:
2.核酸检测时,需要将磁棒套包装固定,便于插入深孔板中,现有技术中,通常使用吸塑成型的包装装置,包括两部分,两部分通过卡扣等相连,将多个磁棒套固定,便于对磁棒套移动,当将磁棒套插入多孔板中后,需要两只手才能将包装拆除,操作不方便,且当多孔板中已经收纳一排或者多排磁棒套后,剩余的操作空间较小,拆除更为不便。于是出现了固定座模具,已解决上述问题,固定座模组的生产需要特定的模具,本实用新型由此而来。
技术实现要素:
3.本实用新型所解决的技术问题在于提供一种磁棒套固定座模具,以解决上述背景技术中提出问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种磁棒套固定座模具,包括下模和上模,设置于所述下模的长条状的本体槽、设置于所述本体槽中的若干隔板成型腔、分别设置于相邻所述隔板成型腔中的卡持部成型腔,设置于所述上模与若干所述卡持部成型腔对应的若干卡槽部成型凸起、设置于若干所述卡槽部成型凸起一端的若干间隙成型凸起、设置于若干所述间隙成型凸起外端的支撑部成型凸起;若干所述卡持部成型腔和若干所述卡槽部成型凸起配合形成卡槽成型腔,所述间隙成型凸起位于所述卡持部成型腔的一端,所述卡槽部成型凸起的横截面呈半圆形,所述卡槽部成型凸起和所述支撑部成型凸起交接处设置有限位口成型凹槽。
6.进一步的是,所述限位口成型凹槽的宽度小于所述卡槽部成型凸起的宽度。
7.进一步的是,所述限位口成型凹槽为半圆弧状的凹槽。
8.进一步的是,所述限位口成型凹槽为均布设置的若干半圆形的凹点。
9.进一步的是,所述卡持部成型腔的底面呈半圆弧状。
10.进一步的是,所述本体槽的底部和所述卡持部成型腔的底部平齐。
11.本实用新型的有益效果是:该上模和下模相互配合,形成用于注塑磁棒套固定座的模具,具体的,所述本体槽用于注塑出磁棒套固定座的本体,隔板成型腔用于注塑出隔板,若干卡持部成型腔和若干卡槽部成型凸起之间的卡槽成型腔用于注塑出若干卡槽,支撑部成型槽和支撑部成型凸起之间的支撑部成型腔用于注塑出支撑部,所述间隙成型凸起用于注塑出磁棒套固定座的限位部和卡槽之间的间隙,这样即可完成磁棒套固定座的注塑,操作简单方便,生产效率高,且该磁棒套固定座中放置磁棒套后,单手即可操作将磁棒套插入多孔板中并去除,操作方便,生产效率高。
附图说明
12.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述中所需要
使用的附图作简单地介绍,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
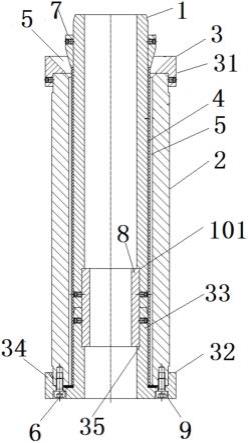
13.图1为本实用新型的磁棒套固定座模具的主视图;
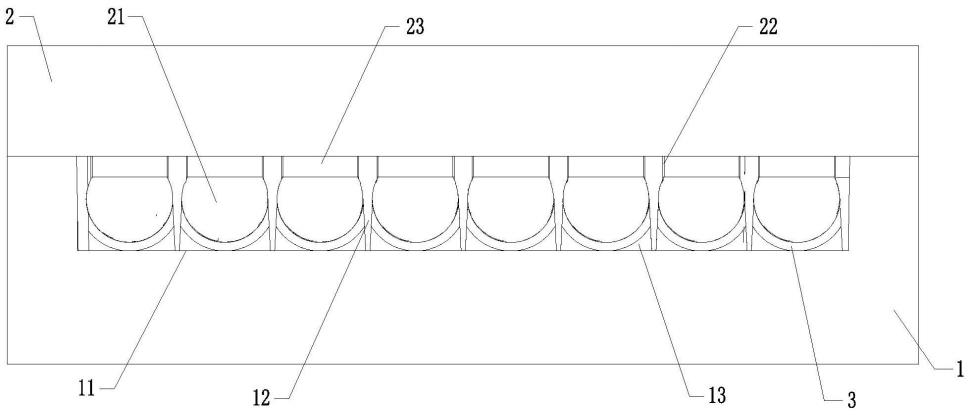
14.图2为本实用新型的磁棒套固定座模具的下模的示意图;
15.图中标记为:
16.下模1,本体槽11,隔板成型腔12,卡持部成型腔13,支撑部成型槽14,
17.上模2,卡槽部成型凸起21,支撑部成型凸起23,限位口成型凹槽22,卡槽成型腔3。
具体实施方式
18.以下结合具体实施例对上述方案做进一步说明。应理解,这些实施例是用于说明本实用新型而不限于限制本实用新型的范围。实施例中采用的实施条件可以根据具体厂家的条件做进一步调整,未注明的实施条件通常为常规实验中的条件。
19.请参阅图1至图2,本实用新型提供一种磁棒套固定座模具,包括下模1和上模2,设置于所述下模1的长条状的本体槽11、设置于所述本体槽11中的若干隔板成型腔12、分别设置于相邻所述隔板成型腔12中的卡持部成型腔13,设置于所述上模2与若干所述卡持部成型腔12对应的若干卡槽部成型凸起21、设置于若干所述卡槽部成型凸起21一端的若干间隙成型凸起、设置于若干所述间隙成型凸起外端的支撑部成型凸起23;若干所述卡持部成型腔13和若干所述卡槽部成型凸起21配合形成卡槽成型腔3,所述间隙成型凸起位于所述卡持部成型腔13的一端,所述卡槽部成型凸起21的横截面呈半圆形,所述卡槽部成型凸起21和所述支撑部成型凸起23交接处设置有限位口成型凹槽22;所述下模1上设置有与所述支撑部成型凸起23对应的支撑部成型槽14,所述支撑部成型槽14和所述支撑部成型凸起23之间形成支撑部成型腔。该上模1和下模2相互配合,形成用于注塑磁棒套固定座的模具,具体的,所述本体槽11用于注塑出磁棒套固定座的本体,隔板成型腔12用于注塑出隔板,若干卡持部成型腔13和若干卡槽部成型凸起21之间的卡槽成型腔3用于注塑出若干卡槽,支撑部成型槽14和支撑部成型凸起23之间的支撑部成型腔用于注塑出支撑部,所述间隙成型凸起用于注塑出磁棒套固定座的限位部和卡槽之间的间隙,这样即可完成磁棒套固定座的注塑,操作简单方便,生产效率高,且该磁棒套固定座中放置磁棒套后,单手即可操作将磁棒套插入多孔板中并去除,操作方便,生产效率高。
20.所述限位口成型凹槽22的宽度小于所述卡槽部成型凸起21的宽度。这样,所述限位口成型凹槽22注塑出限位口后,限位口的宽度小于卡槽的宽度,在放置磁棒套时可对磁棒套限位。
21.所述限位口成型凹槽22为半圆弧状的凹槽。作为本实用新型的另一优选实施例,所述限位口成型凹槽22还可以为均布设置的若干半圆形的凹点。
22.所述卡持部成型腔13的底面呈半圆弧状。所述本体槽1的底部和所述卡持部成型腔13的底部平齐。这样,可以确保注塑出的磁棒套固定座的卡槽底部和本体底部平齐,这样,可以将多排磁棒套固定座模具及其内的磁棒套在多孔板中依次排列,便于对多孔板、磁棒套固定座模具及其内的磁棒套包装,节省空间,确保磁棒套运输过程中不会散落造成污染。
23.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
24.上述实例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人是能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所做的等效变换或修饰,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种磁棒套固定座模具,其特征在于:包括下模和上模,设置于所述下模的长条状的本体槽、设置于所述本体槽中的若干隔板成型腔、分别设置于相邻所述隔板成型腔中的卡持部成型腔,设置于所述上模与若干所述卡持部成型腔对应的若干卡槽部成型凸起、设置于若干所述卡槽部成型凸起一端的若干间隙成型凸起、设置于若干所述间隙成型凸起外端的支撑部成型凸起;若干所述卡持部成型腔和若干所述卡槽部成型凸起配合形成卡槽成型腔,所述间隙成型凸起位于所述卡持部成型腔的一端,所述卡槽部成型凸起的横截面呈半圆形,所述卡槽部成型凸起和所述支撑部成型凸起交接处设置有限位口成型凹槽。2.根据权利要求1所述的磁棒套固定座模具,其特征在于:所述限位口成型凹槽的宽度小于所述卡槽部成型凸起的宽度。3.根据权利要求2所述的磁棒套固定座模具,其特征在于:所述限位口成型凹槽为半圆弧状的凹槽。4.根据权利要求2所述的磁棒套固定座模具,其特征在于:所述限位口成型凹槽为均布设置的若干半圆形的凹点。5.根据权利要求1所述的磁棒套固定座模具,其特征在于:所述卡持部成型腔的底面呈半圆弧状。6.根据权利要求1所述的磁棒套固定座模具,其特征在于:所述本体槽的底部和所述卡持部成型腔的底部平齐。
技术总结
本实用新型提供一种磁棒套固定座模具,包括下模和上模,设置于下模的长条状的本体槽、设置于本体槽中的若干隔板成型腔、分别设置于相邻隔板成型腔中的卡持部成型腔,设置于上模与若干所述卡持部成型腔对应的若干卡槽部成型凸起、设置于若干卡槽部成型凸起一端的若干间隙成型凸起、设置于若干间隙成型凸起外端的支撑部成型凸起;若干卡持部成型腔和若干卡槽部成型凸起配合形成卡槽成型腔,所述间隙成型凸起位于所述卡持部成型腔的一端,所述卡槽部成型凸起的横截面呈半圆形,所述卡槽部成型凸起和所述支撑部成型凸起交接处设置有限位口成型凹槽。该上模和下模相互配合,形成用于注塑磁棒套固定座的模具,操作简单方便,生产效率高。率高。率高。
技术研发人员:侯卫峰 王丽娜
受保护的技术使用者:苏州长锜塑模制品有限公司
技术研发日:2021.10.29
技术公布日:2022/8/22
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。