1.本发明属于激光增材制造镍基高温合金表面功能领域,具体涉及一种连续激光直接成形超疏水镍基表面制备方法。
背景技术:
2.镍基高温合金因其具有优异的室温/高温(650℃)力学性能、良好的高温抗氧化与耐蚀性,在航空发动机、航天器关键热端部件、涡轮叶片等部件应用比例高达40%-60%。随着航空发动机服役环境的不断改变,对镍基合金的强度、韧性、硬度、耐磨性、高温氧化等性能提出更高要求。研究表明,仿生超疏水表面即接触角大于150
°
且滚动角小于10
°
的表面,具有防腐、磨损、减阻、表面自清洁、防冻等优点。因此,超疏水镍基表面为其性能提升提供了重要途径。
3.随着镍基构件日趋复杂化,基于逐层叠加的激光增材制造技术逐渐兴起,可实现复杂整体构件一体化成形。此外,激光在超疏水表面构筑方面同样具有广阔的应用前景。现有中国专利cn113001026a提出基于飞秒激光和温控时效综合调控制备超疏水表面的方法,即通过控制飞秒激光参数在金属表面获得微纳多级复合阵列结构,再综合调节温度和时间实现低表面能修饰,最终制备超疏水表面。中国专利cn112358812a提出通过激光在镁合金表面刻蚀出方格结构,随后将激光加工后的镁合金进行化学修饰得到超疏水涂层。尽管上述方法均可获得超疏水金属表面,然而需要低表面能物质修饰,工艺复杂,成本较高,且脉冲激光作用下构件整体结构及属性遭到破坏,稳定性差。
4.金属超疏水表面形成由表面结构粗糙化及低表面能共同决定,改变连续激光工艺参数可实现构件成形质量、显微组织及力学性能的定向调控。另一方面,氧化物弥散增强具有细化晶粒的作用,不仅可显著提升合金综合性能,同时氧化物在激光作用下分解为o原子,o与ni生成nio,可降低材料表面能;而o与镍基合金中c结合力强,因此镍基体中亲水羧基基团吸附的水分子会被氧取代,从而实现超疏水镍基表面的构筑,扩大镍基合金的应用范围。
技术实现要素:
5.针对现有技术中存在的不足,本发明提供了一种连续激光直接成形超疏水镍基表面的制备方法,该方法无需任何低表面能物质修饰一步构筑耐磨与耐蚀形能协同提升的超疏水镍基表面。
6.本发明是通过以下技术手段实现上述技术目的的。
7.一种连续激光直接成形超疏水镍基表面制备方法,包括如下步骤:
8.步骤一:基于低能球磨工艺将微米球形镍基高温合金粉末与微米氧化物混合均匀,得到氧化物颗粒均匀分布于镍基体表面的复合粉末;
9.步骤二:基于选区激光熔化技术对步骤一中的复合粉末进行分层叠加成形,调控激光加工参数得到超疏水镍基表面。
10.上述方案中,步骤一中,镍基高温合金粉末为气雾化,平均粒径范围10~50μm,球形度>95%,纯度99.9%以上。
11.上述方案中,步骤一中,微米氧化物的颗粒为不规则形状,平均粒径范围0.5~5μm。
12.上述方案中,步骤一中,采用低能球磨工艺将氧化物弥散分布于金属镍表面,其中微米氧化物质量百分比为5-15wt%。
13.上述方案中,步骤一中,球磨参数如下:转速200~300rpm,时间2~4h,球料比3:1,球磨罐中抽真空,球磨后复合粉体仍保持近球形。
14.上述方案中,微米氧化物为y2o3、la2o3、al2o3和tho2中的一种或几种混合。
15.上述方案中,激光加工参数:激光功率p为250-350w,扫描速度v为800-1600mm/s,光斑直径d为70μm,扫描间距h为30-100μm,铺粉层厚30~50μm,采用分区岛状扫描策略。
16.上述方案中,分区岛状扫描策略为将一个平面分成若干边长为1mm的正方形,层间旋转67
°
。
17.上述方案中,在激光体能量密度为100-150j/mm3时,镍基合金表面形成多尺度微/纳米粗糙结构,其中微米结构为球化金属镍,纳米结构为第二相强化的氧化物及nio颗粒。
18.上述方案中,步骤二中选区激光熔化技术包括以下步骤:
19.(i)基于三维建模软件创建三维实体模型,基于路径规划对三维实体模型进行分层切片,层厚为50μm;
20.(ii)将步骤(i)中切片加工任务导入选区激光熔化设备的计算机,成形缸内安装不锈钢基板,粉料缸中倒入混合好的镍基复合粉末,关舱门,通氩气除去腔体内的氧气,腔体内压力保持在0.3-1atm,开启基板预热功能至200℃;
21.(iii)当腔体内氧含量低于10ppm时,打开连续光纤激光器,功率500w,波长1080nm,开始成形实验;设置供粉量为大于50μm,柔性铺粉臂在基板上铺一层厚度为50μm的镍基复合粉体,激光根据路径规划熔化/凝固粉末,形成二维平面;完成一层扫描后成型缸下降一个供粉厚度,粉料缸上升一个供粉厚度;重复上述步骤继续扫描粉末直至完成实体加工。
22.根据上述技术方案,本发明具有以下有益效果:
23.(1)本发明采用激光增材制造技术成形氧化物增强的镍基高温合金,基于激光工艺参数及增强相含量调控镍基高温合金表面形貌及粗糙度。在激光作用下,氧化物分解为o原子,o与ni生成nio,降低材料表面能;同时o与基体中c结合力强,使得镍基体中亲水羧基基团吸附的水分子会被o取代,从而获得超疏水表面。因此,在球化微米镍/纳米颗粒多尺度结构下可以一步法构筑超疏水镍基表面。该方法后续无需任何低表面能物质修饰,成本降低,节能环保。
24.(2)本发明构筑的镍基高温合金超疏水表面具有优异的耐蚀及耐磨性,同时提高超疏水表面的稳定性,赋予镍基高温合金高性能/多功能特性,在航空航天及海洋领域具有广阔应用前景。
25.(3)激光增材制造技术可成形复杂构件,工艺可控性及材料普适性强,在其他低表面能金属超疏水表面构筑方面具有较大的参考价值。
附图说明
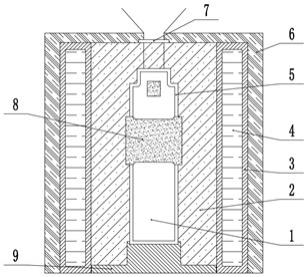
26.图1超疏水镍基表面构筑方法示意图;
27.图2实施例1中镍基合金表面形貌;
28.图3实施例1中镍基合金表面粗糙度及接触角;
29.图4实施例1中镍基合金表面致密度;
30.图5实施例2中镍基合金表面粗糙度及接触角;
31.图6实施例3中镍基合金表面粗糙度及接触角;
32.图7对比例1中镍基合金表面粗糙度及接触角;
33.图8对比例2中镍基合金表面粗糙度及接触角;
34.图9对比例2中镍基合金成形质量;
35.图10对比例3中镍基合金表面接触角。
具体实施方式
36.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
37.为了更好的解释本发明的技术方案,下面结合附图和具体实施例,对本发明进一步描述:以下实施例以本发明技术方案为前提进行实施,应理解这些发明的保护权限并不受这些实施例限制。
38.本发明一种连续激光直接成形超疏水镍基表面制备方法,基于激光增材制造技术,构建耐蚀性及耐磨性能协同提升的高稳定性镍基高温合金超疏水表面。其原理是基于低能球磨工艺将氧化物颗粒弥散分布于镍基高温粉末表面。优化激光工艺参数:激光体能量密度100-150j/mm3及氧化物含量5-15wt%基于选区激光熔化成形镍基高温合金超疏水表面。在激光作用下,氧化物分解为o原子,o与ni生成nio,降低材料表面能;同时o与基体中c结合力强,因此基体中亲水羧基基团吸附的水分子被o取代,在球化微米金属镍/纳米氧化物多尺度结构下形成镍基高温合金超疏水表面。这种超疏水表面可俘获90-95%空气,生成空气膜阻碍腐蚀性介质浸入基体,同时该表面表现出可持久性及较高的耐磨损性能。
39.实施例1:
40.如图1所示,本发明所述的一种连续激光直接成形超疏水镍基表面制备方法,包含以下步骤:
41.(1)气雾化球形镍基高温合金粉末,平均粒径10-50μm;基于低能球磨方法将质量分数为10wt%的不规则氧化物分散于镍基粉末表面,形成镍基复合粉末;
42.(2)采用选区激光熔化技术成形氧化物增强的镍基高温合金。首先基于三维建模软件创建三维实体模型,基于路径规划对三维实体模型分层切片,每层设置为50μm;随后,成形缸内安装不锈钢基板,粉料缸中倒入混合好的镍基复合粉末,通氩气去除腔体内氧气,并维持在正压0.3atm。当氧含量低于10ppm时,打开激光器根据路径规划熔化/凝固粉末,形成二维平面;供粉量需大于50μm,本实施例供粉量设为120μm,每层扫描后成形缸下降一个供粉厚度,粉料缸上升一个供粉厚度,重复上述步骤直至完成三维实体加工。其中激光功率p为300w,扫描速度v为1000mm/s,铺粉层厚d为50μm,扫描间距h为50μm,激光体能量密度为
120j/mm3。合金表面形成球化微米镍/纳米氧化物多尺度粗糙结构(附图2),表面粗糙度为12.95μm,此时,表面接触角达到156.1
°
(附图3),水滴可在表面滚动,达到超疏水性。另一方面,该参数下试样致密无冶金缺陷(附图4)。
43.实施例2:
44.本实施方式与具体实施方式1不同的是将激光功率设为250w,扫描速度为1600mm/s,扫描间距50μm,铺粉层厚30μm,激光体能量密度为104j/mm3,氧化物含量为5wt%,其他与实施例1一样。
45.如附图5所示,镍基合金表面粗糙度减小至10.21μm,接触角为151.5
°
,仍保持超疏水性。
46.实施例3:
47.本实施方式与具体实施方式1不同的是将激光功率设为350w,扫描速度为800mm/s,扫描间距60μm,铺粉层厚50μm,激光体能量密度为145j/mm3,氧化物含量为15wt%,其他与实施例1一样。
48.如附图6所示,镍基合金表面粗糙度增大至13.18μm,接触角为153.2
°
,仍保持超疏水性。
49.对比例1:
50.本对比实施方式与具体实施方式1不同的是增大激光体能量密度至166j/mm3,其中激光功率为200w,扫描速度为600mm/s,扫描间距40μm,铺粉层厚50μm,其他与实施例1一样。
51.附图7为对比例1中镍基高温合金表面粗糙度及接触角,发现粗糙度减小至7.81μm,接触角减小至115.1
°
,表面呈疏水性,但失去超疏水特性,水滴附着在表面。
52.对比例2:
53.本对比实施方式与具体实施方式1不同的是减小激光体能量密度至64j/mm3,其中激光功率为450w,扫描速度为2000mm/s,扫描间距70μm,铺粉层厚50μm,其他与实施例1一样。
54.附图8为对比例2中镍基高温合金表面粗糙度及接触角,发现粗糙度增大至14.98μm,接触角减小至126.9
°
,表面失去超疏水性,表面边缘凹凸不平,出现裂纹等缺陷,成形质量较差(附图9)。
55.对比例3:
56.本实施方式与具体实施方式1不同的是将氧化物质量分数减小至0,即不添加任何增强相,其他与实施例1一样。
57.附图10为对比例3中镍基高温合金表面接触角,接触角减小至71.1
°
,表面变为亲水性。
58.通过表1说明各实施例及对比例中超疏水镍基表面磨损及耐蚀性能的影响。
59.表1:本发明不同实施及对比例中超疏水镍基表面磨损及耐蚀性能
[0060][0061][0062]
原理分析
[0063]
当体能量密度为100-150j/mm3时,以120j/mm3为例,表面由球化微米镍/纳米氧化物颗粒多尺度结构组成,表面遵循cassie-baxter模型:cosθr=f1cosθ-f2,其中θr和θ分别为粗糙和光滑表面上的接触角,f1和f2分别是固相和气相表面分数,f1 f2=1,计算可知本发明中θr=151.5
°
,θ=71.1
°
,因此f1和f2值分别为0.0915和0.9085,表明在此体能量密度下镍基高温合金表面含有约90.85%的空气,空气膜阻止水滴与表面接触,因此接触角大于150
°
,水滴可轻易从表面滚落,呈超疏水性,具有优异的超疏水性及耐磨性。当体能量密度>150j/mm3,即166j/mm3时,此时水滴与表面呈wenzel模型:cosθ
*
=rcosθ,其中θ*是粗糙表面的接触角,r是表面粗糙度因子,θ是光滑表面上的接触角,因此,当θ》90
°
时,接触角会随表面粗糙度的增加而增大。当体能量密度<100j/mm3,即64j/mm3时,虽然表面粗糙度增大,但接触角却减小到126.9
°
,润湿机制转变为wenzel模型,这是由于低能量密度下氧化物分解的o原子减少,因此基体中c易形成亲水羧基,此外,低表面能nio含量减少,表面润湿机制转变。
[0064]
综上可知,优化的激光体能量密度在100-150j/mm3,氧化物陶瓷含量在5-15wt%时,可得到高耐蚀与高耐磨的超疏水镍基表面。
[0065]
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0066]
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在不脱离本发明的原理和宗旨的情况下在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。