1.本发明涉及异种材料焊接方法,尤其是一种异种材料真空钎焊结构及方法。
背景技术:
2.真空钎焊是在真空状态下,对所需结构件进行加热和保温,使钎料在适宜的温度和时间范围内融化,在毛细力作用下与固态金属充分浸润、溶解、扩散、焊合,达到焊接目的的方法。常用的钎料为膏状或固状。
3.在液压技术领域,阀类产品需要使用不同材质的金属联结、密封,联结部位必须强度高、密封性好,保证系统运行时不泄露、不脱离。
技术实现要素:
4.针对现有技术的不足,本发明提供一种异种材料真空钎焊结构及方法。
5.本发明的技术方案为:一种异种材料真空钎焊结构,所述的结构包括第一工件、第二工件、第三工件,所述的第三工件与第二工件、以及所述的第二工件与第一工件之间进行钎焊,且所述的第三工件与第二工件之间为过渡配合与间隙配合,其中,间隙配合是为了让钎料在毛细间隙中流动,过渡配合是为了阻止钎料的漫流;
6.所述的第二工件与第一工件之间间隙配合;且所述的第二工件与第一工件的配合处有小空隙,用于存储钎料;所述的第二工件与第一工件配合端面顶部存在倒角,用于存储钎料;配合底部存在小角度的倒边,便于钎料流动;
7.作为优选的,所述的第一工件、第二工件、第三工件通过工装实现定位和固定,且所述的工装上设置有通孔,所述的通孔与真空炉内部连通。
8.作为优选的,所述的真空炉内压力为0.01pa,氮气作为保护性气体。
9.作为优选的,所述的第三工件与第二工件的末端为过渡配合,其余焊接位置为间隙配合。
10.作为优选的,所述的第三工件上具有滚花,通过所述的滚花存储钎料,滚花底部存在倒角,便于钎料流动。
11.作为优选的,所述的第三工件上还具有多处用于存储钎料的间隙,通过所述的间隙让钎料在变成液体时流动更加均匀。
12.作为优选的,所述的第二工件上具有多处用于存储钎料的倒角和间隙,以让钎料在变成液体时流动更加均匀;所述的第二工件底部具有倒边,便于钎料在熔融状态下更快速的流动。
13.作为优选的,所述的间隙配合的间隙为0.05-0.08mm。
14.作为优选的,本发明还提供一种异种材料真空钎焊方法,包括以下步骤:
15.s1)、根据零件所需的力学性能、导磁效果、不导磁选取合适的材料;
16.s2)、对第一工件、第二工件、第三工件进行加工处理,同时保证工装的同心度0.05mm,圆角面、斜面保证跳动值、圆度0.1mm,通孔不宜太小;保证第一工件焊接位置的同
心度要求,形状公差小于0.02mm;根据间隙大小计算出所需钎料的体积,确定装钎料位置倒角大小;
17.s3)、在间隙配合处内部的凹槽中沿着周向涂满钎料,在间隙配合的顶部沿着周向预留位置涂满钎料,间隙处不需要涂钎料;
18.s4)、将涂好钎料的第一工件、第二工件、第三工件装配进工装中;根据零件所需焊接长度,加工所需的尺寸,钎焊工件的钎焊长度应小于15mm,且间隙应小于0.1mm;
19.s5)、将工件装配完成,放入真空炉中,压力为0.01pa,温度为970-1000℃下真空10min,温度降至常温后出炉;
20.s6)、钎焊保证工件尺寸不变形,钎焊完成对工件进行表面处理,同时钎焊完成后,将工件进行耐压测试,液压泵加压至60mpa,保持5min以上。
21.作为优选的,预留钎料的倒角槽与凹槽总体积为总间隙体积的1.2-1.3倍,预留倒角槽涂满即可。
22.作为优选的,第一工件与第二工件的焊接长度为6mm,第二工件与第三工件焊接长度为10mm,间隙为0.08mm,过渡配合,配合间隙为-0.01~0.01mm。
23.作为优选的,步骤s5)中,真空焊接程序为:
24.将真空炉中的压力降为0.01pa,并一致保持此真空度;
25.在60min内,将温度从常温加热到500℃,保持500℃温度20min,在12min内加热至666℃,保持666℃温度15min,在22min内加热至熔点温度,保持熔点温度20min,在15min内加热至1000℃,保持10min,最后随炉冷却至300℃,风扇冷却至常温出炉。
26.本发明的有益效果为:
27.1、本发明通过在零件的顶部预设倒角凹槽,用于填充钎料,在满足钎料的情况下,减少钎料的浪费;
28.2、本发明通过在零件的底部倒了一个很小角度的倒角,便于钎料在底部的流动,同时挖了一个凹槽,保证底部钎料在毛细力的作用下,使钎料能够均匀的铺在零件周向位置;
29.3、本发明通过间隙配合,减少钎料在高温及毛细力作用下从间隙漫流出去,过渡配合保证在零件在装配时不发生变形;真空钎焊件能够短时间内承受60mpa的高压而不泄露、变形。
附图说明
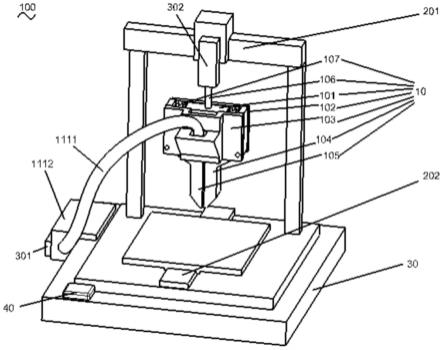
30.图1为本发明装配的结构图;
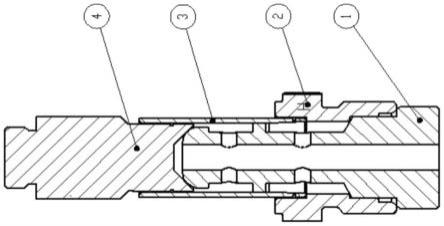
31.图2为本发明工件过渡配合的放大图;
32.图3为本发明工件结构的小倒角放大图;
33.图4为本发明工件的预留倒角放大图;
34.图5为本发明工件的钎焊完成截面图;
35.图6为本发明第一工件的结构示意图;
36.图7为本发明第二工件的结构示意图;
37.图8为本发明第三工件的结构示意图;
38.图9为本发明工装的结构示意图;
39.图,1-工装,2-第一工件,3-第二工件,2-第三工件;
具体实施方式
40.下面结合附图对本发明的具体实施方式作进一步说明:
41.下述实施例中,所述的第一工件2可以为阀座,所述的第二工件3可以为导套,所述的第三工件4可以为电磁座。
42.实施例1
43.如图1-9所示,本实施例提供一种异种材料真空钎焊结构,所述的结构包括第一工件2、第二工件3、第三工件4,所述的第三工件4与第二工件3、以及所述的第二工件3与第一工件2之间进行钎焊,且所述的第三工件4与第二工件3之间为过渡配合与间隙配合,其中,所述的间隙配合是为了让钎料在毛细间隙中流动,过渡配合是为了阻止钎料的漫流;且所述的第三工件5与第二工件3的末端为过渡配合,其余焊接位置为间隙配合。
44.所述的第二工件3与第一工件2之间为间隙配合;且所述的第二工件3与第一工件2的配合处有小空隙,用于存储钎料;所述的第二工件3与第一工件2配合端面顶部存在倒角,用于存储钎料;第二工件3与第一工件2配合处的底部存在小角度的倒边,便于钎料流动;
45.作为本实施例优选的,所述的第一工件2、第二工件3、第三工件4通过工装1实现定位和固定,且所述的工装1上设置有通孔,所述的通孔与真空炉内部连通。所述的真空炉内压力为0.01pa,氮气作为保护性气体。
46.作为本实施例优选的,所述的第三工件4上具有滚花,通过所述的滚花存储钎料,滚花底部存在倒角,便于钎料流动。
47.作为本实施例优选的,所述的第三工件4上还具有多处用于存储钎料的间隙,通过所述的间隙让钎料在变成液体时流动更加均匀。
48.作为本实施例优选的,所述的第二工件3上具有多处用于存储钎料的倒角和间隙,以让钎料在变成液体时流动更加均匀;所述的第二工件3的底部具有倒边,便于钎料在熔融状态下更快速的流动。
49.作为本实施例优选的,所述的间隙配合的间距为0.05-0.08mm。
50.实施例2
51.本实施例提供一种异种材料真空钎焊方法,本实施例中具有3个工件、以及用定位装配工装。具体包括以下步骤:
52.s1)、根据零件所需的力学性能、导磁效果、不导磁选取合适的材料;
53.s2)、对第一工件2、第二工件3、第三工件4进行加工处理,如图9所示,同时保证工装1的同心度0.05mm,圆角面、斜面保证跳动值、圆度0.1mm,通孔不宜太小;如图6所示,保证第一工件2焊接位置的同心度要求,形状公差小于0.02mm;根据间隙大小计算出所需钎料的体积,确定装钎料位置倒角大小;倒角大小由预留的间隙计算加工大小,保证注射的钎料足够用于钎焊;
54.如图7所示,第二工件3的凹槽用车刀加工时需保证加工尺寸,车出来的尺寸避免尺寸超差,保证钎料的用量满足要求;钎焊倒角处的加工需注意倒角不宜过大,倒角过小会导致注射的钎料量过少,影响钎焊效果,倒角过大会导致钎料漫流到零件表面,影响零件表面;
55.如图8所示,第三工件4的滚花深度保证相同,过渡配合处的尺寸精车车出,第三工件4的凹槽加工需保证尺寸公差,钎焊连接处的公差保证符合设计要求,过渡配合的公差需保证符合要求,过盈配合会导致装配零件时零件发生变形,间隙配合会导致钎料发生漫流现象;
56.工件全部加工完成后进行清洗,主要是清洗油污、脏污、保持干燥。
57.s3)、在间隙配合处内部的凹槽中沿着周向涂满钎料,在间隙配合的顶部沿着周向预留位置涂满钎料,间隙处不需要涂钎料;
58.s4)、将涂好钎料的第一工件2、第二工件3、第三工件4装配进工装1中;装配时,先将第二工件3装配进工装1中,第三工件4的凹槽涂满钎料,然后再将第三工件4装入第二工件3中,将第三工件4的凹槽涂满钎料在装配进工装中,最后在零件表面的倒角槽中沿着周向方向注射钎料,直至填满倒角槽;根据工件所需焊接长度,加工所需的尺寸,钎焊工件的钎焊长度应小于15mm,且间隙应小于0.1mm;
59.s5)、将工件装配完成,放入真空炉中,压力为0.01pa,温度为970-1000℃下真空10min,温度降至常温后出炉;
60.具体为:在60min内,将温度从常温加热到500℃,保持500℃温度20min,在12min内加热至666℃,保持666℃温度15min,在22min内加热至熔点温度,保持熔点温度20min,在15min内加热至1000℃,保持10min,最后随炉冷却至300℃,风扇冷却至常温出炉
61.s6)、钎焊保证工件尺寸不变形,钎焊完成对工件进行表面处理,同时钎焊完成后,将工件进行耐压测试,液压泵加压至60mpa,保持5min以上。
62.作为本实施例优选的,预留钎料的倒角槽与凹槽总体积为总间隙体积的1.2-1.3倍,预留倒角槽涂满即可。
63.作为本实施例优选的,第一工件与第二工件的焊接长度为6mm,第二工件与第三工件焊接长度为10mm,间隙为0.08mm,过渡配合,配合间隙为-0.01~0.01mm。
64.上述实施例和说明书中描述的只是说明本发明的原理和最佳实施例,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。