1.本实用新型涉及一种卷簧机。
背景技术:
2.热卷弹簧卷制的主要工装包括芯轴、卡盘、卡盘座、卡爪组成。热卷弹簧卷制过程是:将加热的弹簧料的一端摆放到卡爪前端位置并搭在卡盘中央凸出台的圆柱面上,卡爪将弹簧料卡在卡盘的凸出台上,卡盘和芯轴同步旋转,弹簧料通过靠模缠绕到芯轴上形成弹簧形状。卷制完成后需要弹簧从芯轴上取下,而芯轴在卷制过程中两端都被约束,取下弹簧需要先把约束取掉。
3.在弹簧绕制过程中,由于卷簧两端的结构和中段的结构不同,绕制时需要调节绕制的转速,以往使用的控制方式是采用凸轮控制器与变阻器控制电机转速及旋转方向进行弹卷制,这种控制方式存在以下几个问题:
4.1、设备需要一名专人操作;
5.2、不同品种的卷簧速度不可控制,用变阻器控制电机转速达到调整卷制速度快慢的目的,卷制时起始和收尾的旋转速度由人工依据经验操作凸轮控制器来控制;
6.3、人工操作回零位,定位精精度差;卷簧过程由卷簧上料人员和开机人员进行配合作业,存在安全隐患,配合失误会造成安全事故。
技术实现要素:
7.本实用新型针对现有的卷簧机需要专人操作、速度依据操作经验控制、定位精度差、存在配合失误的安全隐患问题,实现不用人工操作,只需上料人员给出启动信号,卷簧过程、退簧过程、定位过程全部自动完成。
8.本实用新型的技术方案是:
9.一种用于热卷弹簧卷制的卷簧机,包括平行布置的芯轴和靠模,芯轴后端安装在平移机构上,芯轴前端正对着卡盘中心的通孔,卡盘安装在动力机构的一个输出端上,动力机构的另一个输出端安装靠模,动力机构可以驱动靠模和卡盘同步转动。
10.平移机构由气缸提供动力,动力机构由电机驱动,电机连接控制器,通过控制器调节电机在工作过程中的转速。卷制时起始一圈和收尾1.5圈的旋转速度相较于卷制中间部分更慢。
11.卡盘由中心筒体结构和外围的圆盘结构组成,筒体结构和圆盘结构同轴且筒体结构的轴向长度大于圆盘结构的轴向长度,圆盘结构上围绕筒体结构开设有一圈凹槽,分离环套在筒体结构上并嵌入凹槽。
12.筒体结构中心的通孔带有锥度。
13.圆盘结构上沿径向开设一道通槽,在通槽中设置钩形的卡爪,卡爪中部铰装在安装轴上,末端插入筒体结构的通孔中,前端对着分离环侧面。
14.卡盘安装在卷簧机的卡盘座上,卡爪的安装轴固定在卡盘座侧面。
15.靠模包括柱体结构和柱体结构表面的螺旋形凹槽,在柱体结构两端安装挡板,螺旋状凹槽的两端过渡为柱面结构。
16.两个挡板是中心带孔的圆盘结构,柱体结构的两端有较细的安装轴,两个挡板套装在安装轴上。
17.柱体结构和其表面的螺旋形凹槽是一体结构,螺旋形凹槽呈螺旋形旋绕在柱体的柱面上,螺旋形凹槽的截面为半圆形。
18.靠模柱体结构一端的安装轴通过轴承安装,另一端的安装轴安装在动力机构的输出端。
19.本实用新型的有益效果是:
20.卷簧过程中芯轴启动、进退、回原点等动作由卷簧操作工人踩踏开关即可完成,实现不用人工操作,卷簧操作工将棒料放入钳口处,踩下脚踏开关给出启动信号,卷簧过程,退簧过程,回零定位过程全部可以自动完成。不同品种的卷簧速度可调控,卷簧过程中起始1圈和收尾1.5圈的旋转速度为全速的三分之一,中间圈全速度卷制。
附图说明
21.图1:卷簧机工作原理示意图。
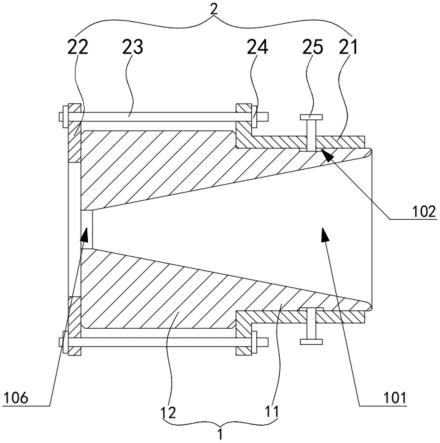
22.图2:靠模结构示意图。
23.图3:靠模三维模型示意图。
24.图4:卡盘的剖视图。
25.图5:在卡盘上安装卡爪后的结构示意图。
26.图6:实施例中卷簧机结构简图。
具体实施方式
27.实施例1:
28.如图1,卷簧机左右两侧分别是动力机构和芯轴抽出机构,下方固定安装的是螺旋结构的靠模,动力机构内侧安装有卡盘,芯轴安装在芯轴抽出机构上,芯轴可以左右移动,卡盘中央有芯轴的配合孔和凸台结构,卷制弹簧时,将高温状态的钢棒插入靠模和卡盘中间,芯轴和卡盘配合后一起旋转,钢棒绕芯轴并在靠模的作用下卷制成簧。
29.如图2,靠模分为三部分,分别是左挡板、靠模、右挡板,加工时将中间带凹槽的靠模加工完成后,左、右挡板分别焊接或通过螺母固定形成中间为半圆截面、两端为矩形截面的靠模。中间半圆截面凹槽部分按照圆截面弹簧钢的长度换算的圈数设计,螺距按照弹簧螺距设计;两端各1圈螺距按照弹簧钢料径设计,做成直径为弹簧中径,螺距为弹簧钢料径的1 圈的螺旋线,用内接料径圆的正方形以螺旋线为中心进行扫描切除,辅以左、右挡板形成的矩形截面的另一边,得到两端的矩形截面的凹槽,在半圆截面和矩形截面相交处,以0.1圈作为过渡段。
30.左、右挡板分别独立加工,很容易加工。中间凹槽部分先计算好总的圈数,确定好起始点,先加工两端矩形截面凹槽的1圈。加工1圈矩形截面凹槽时采用立铣的方式从最边缘开始加工,代两端加工完成后,中间半圆截面的凹槽可采用车螺纹的方式即可加工,中间半圆截面的凹槽加工好后,再对半圆截面和矩形截面相交处进行修磨,以达到自然光滑过
渡即可。
31.如图4,卡盘中心有通孔,卡盘由中心筒体结构和外围的圆盘结构组成,圆盘结构和筒体结构是一体化结构。筒体结构和圆盘结构同轴且筒体结构的轴向长度大于圆盘结构的轴向长度,圆盘结构上围绕筒体结构开设有一圈凹槽,分离环套在筒体结构上并嵌入凹槽。圆盘结构上沿径向开设一道通槽,在通槽中设置钩形的卡爪,卡爪中部铰装在安装轴上,末端插入筒体结构的通孔中,前端对着分离环侧面。卡爪可以绕中部的安装轴转动。分离式卡盘安装在卷簧机动力机构前端的卡盘座上,卡爪的安装轴固定在卡盘座侧面。
32.筒体结构中心的通孔带有锥度。将加热的弹簧料的一端摆放到卡爪和分离环中间,在气缸的驱动下芯轴端部的锥形头插入卡盘的锥形孔中并顶压卡爪的末端,卡爪前端因为末端受力而转动,将弹簧料卡在卡盘的分离环上,之后在电机的作用下驱动卡盘和芯轴同步旋转,按照控制器预设的程序,控制转速将弹簧料通过靠模缠绕到芯轴上形成弹簧形状。
33.本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本实用新型的这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,则本实用新型也意图包含这些改动和变型在内。
34.本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
技术特征:
1.一种用于热卷弹簧卷制的卷簧机,包括平行布置的芯轴和靠模,其特征在于:芯轴后端安装在平移机构上,芯轴前端正对着卡盘中心的通孔,卡盘安装在动力机构的一个输出端上,动力机构的另一个输出端安装靠模,动力机构可以驱动靠模和卡盘同步转动。2.根据权利要求1所述用于热卷弹簧卷制的卷簧机,其特征在于:平移机构由气缸提供动力,动力机构由电机驱动,电机连接控制器,通过控制器调节电机在工作过程中的转速,卷制时起始一圈和收尾1.5圈的旋转速度相较于卷制中间部分更慢。3.根据权利要求2所述用于热卷弹簧卷制的卷簧机,其特征在于:卡盘由中心筒体结构和外围的圆盘结构组成,筒体结构和圆盘结构同轴且筒体结构的轴向长度大于圆盘结构的轴向长度,圆盘结构上围绕筒体结构开设有一圈凹槽,分离环套在筒体结构上并嵌入凹槽。4.根据权利要求3所述用于热卷弹簧卷制的卷簧机,其特征在于:筒体结构中心的通孔带有锥度。5.根据权利要求3所述用于热卷弹簧卷制的卷簧机,其特征在于:圆盘结构上沿径向开设一道通槽,在通槽中设置钩形的卡爪,卡爪中部铰装在安装轴上,末端插入筒体结构的通孔中,前端对着分离环侧面。6.根据权利要求5所述用于热卷弹簧卷制的卷簧机,其特征在于:卡盘安装在卷簧机的卡盘座上,卡爪的安装轴固定在卡盘座侧面。7.根据权利要求1-6任一项所述用于热卷弹簧卷制的卷簧机,其特征在于:靠模包括柱体结构和柱体结构表面的螺旋形凹槽,在柱体结构两端安装挡板,螺旋状凹槽的两端过渡为柱面结构。8.根据权利要求7所述用于热卷弹簧卷制的卷簧机,其特征在于:两个挡板是中心带孔的圆盘结构,柱体结构的两端有较细的安装轴,两个挡板套装在安装轴上。9.根据权利要求7所述用于热卷弹簧卷制的卷簧机,其特征在于:柱体结构和其表面的螺旋形凹槽是一体结构,螺旋形凹槽呈螺旋形旋绕在柱体的柱面上,螺旋形凹槽的截面为半圆形。10.根据权利要求9所述用于热卷弹簧卷制的卷簧机,其特征在于:靠模柱体结构一端的安装轴通过轴承安装,另一端的安装轴安装在动力机构的输出端。
技术总结
本实用新型公开了一种用于热卷弹簧卷制的卷簧机,包括平行布置的芯轴和靠模,芯轴后端安装在平移机构上,芯轴前端正对着卡盘中心的通孔,卡盘安装在动力机构的一个输出端上,动力机构的另一个输出端安装靠模,动力机构可以驱动靠模和卡盘同步转动。芯轴启动、进退、回原点等动作由卷簧操作工人踩踏开关即可完成,实现不用人工操作,卷簧操作工将棒料放入钳口处,踩下脚踏开关给出启动信号,卷簧过程,退簧过程,回零定位过程全部可以自动完成。回零定位过程全部可以自动完成。回零定位过程全部可以自动完成。
技术研发人员:韦亚林 李炜 颜丽平
受保护的技术使用者:中车贵阳车辆有限公司
技术研发日:2022.03.30
技术公布日:2022/8/16
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。