1.本技术涉及模具涂层的领域,尤其是涉及一种模具钢专用涂层。
背景技术:
2.模具钢为模具用钢,是用来制造冷冲模、热锻模、压铸模等模具的钢种。模具钢包括冷轧模具钢、热轧模具钢和塑料模具钢三种,模具的用途不同,因此工作条件较为复杂,因此根据工作条件选择具有较高的硬度、强度、耐磨性等的模具钢。
3.由于模具钢自身的性能较为固定,进而为了增强模具钢的性能,通常选用在模具钢外涂覆硬化涂层,提高模具钢的硬度以及强度。
4.针对上述相关技术,发明人认为简单地在模具钢外涂覆硬化涂层,模具钢在制造模具时,由于硬化涂层的刚性较大,导致硬化涂层较易发生开裂,使得由模具钢制得的模具存在成模效果不佳的缺陷。
技术实现要素:
5.为了改善模具钢制得的模具存在成模效果不佳的缺陷,本技术提供一种模具钢专用涂层。
6.本技术提供的一种模具钢专用涂层采用如下的技术方案:
7.一种模具钢专用涂层,包括包覆于模具钢外的过渡涂层、功能涂层和硬化涂层,所述功能涂层位于硬化涂层外,所述硬化涂层包括氮化铝钛涂层,所述硬化涂层的厚度为1-4μm,所述硬化涂层的hv≤4000。
8.通过采用上述技术方案,采用氮化铝钛涂层作为硬化涂层,氮化铝钛涂层不仅具有较佳的硬度,还具有较佳的韧性以及耐磨性,采用硬度不大于hv4000的硬化涂层,保证硬化涂层具有一定的硬度的同时,提高硬化涂层的韧性,降低硬化涂层开裂的可能性,即提高模具钢制得的模具成模效果。采用厚度为1-4μm的硬化涂层,使得硬化涂层对模具钢的整体厚度影响较小,降低模具钢制得的模具尺寸误差,提高模具钢制得的模具的成模效果以及成模精准性。通过过渡涂层的设置,增强硬化涂层和模具钢之间的结合效果,通过功能涂层的设置,功能涂层对硬化涂层进行保护,降低硬化涂层的开裂的可能性。
9.可选的,所述硬化涂层的2000≤hrc≤3800。
10.通过采用上述技术方案,选择2000≤hrc≤3800的硬化涂层,降低模具钢的加工难度,保障模具钢的硬度的同时,提高模具钢的加工简易性,即不易因硬化涂层的硬度较高,不易导致模具钢加工模具成型加工速度慢或加工中间出现卡顿,使得模具钢不易表面出现斑痕或凸起,有效改善模具钢制得的模具的成模效果。
11.可选的,所述硬化涂层上设有若干微观凸起,若干所述微观凸起排列设置,与所述硬化涂层相邻的功能涂层上设有若干微观凹陷,所述微观凹陷用于供微观凸起嵌合。
12.通过采用上述技术方案,由于硬化涂层上的微观凸起和功能涂层上的微观凹陷相互配合,增强硬化涂层与功能涂层之间的结合效果,通过微观凸起排列设置,进一步提高硬
化涂层和功能涂层之间的接触以及连接面积,使得功能涂层稳定对硬化涂层进行保护,降低硬化涂层开裂的可能性,即提高模具钢制备的模具的成模效果。
13.可选的,所述功能涂层还包括氮化钛涂层和抗氧涂层,所述抗氧涂层位于氮化钛涂层外。
14.通过采用上述技术方案,通过氮化钛涂层和抗氧化涂层的设置,氮化钛涂层具有较佳的附着性以及表面光洁性,包覆于硬化涂层外后,进一步提高硬化涂层和氮化钛涂层之间的结合效果,并提高模具钢的表面光洁性,一方面,使得通过模具制得的产品表面光滑;另一方面,降低模具钢制得的模具内粘附成模材料的可能性,协同提高模具钢制得的模具的成模效果。抗氧涂层对氮化钛涂层进行保护,使得模具钢可长效维持表面光洁性。
15.可选的,所述抗氧涂层包括氮化铬涂层,所述氮化铬涂层的厚度为氮化钛涂层的1/2。
16.通过采用上述技术方案,氮化铬涂层不仅具有较佳的抗氧化性能,提高对硬化涂层进行保护,还可提高模具钢表面的润滑性,降低模具钢表面粘附杂质的可能性,改善模具钢制得的模具的成模效果。此外,氮化铬与氮化钛之间具有较佳的相容性,增强氮化涂层与氮化钛涂层之间的结合效果,稳定改善模具钢的抗氧化效果。
17.可选的,所述功能涂层还包括抗老化涂层,所述抗老化涂层包括氮化钛涂层,所述氮化钛涂层的厚度为1-3μm。
18.通过采用上述技术方案,氮化钛涂层可对紫外光进行吸收以及屏蔽,对模具钢表面的涂层进行保护,使得功能涂层以及硬化涂层长效包覆于模具钢表面,模具钢的硬度以及表面光洁性稳定。此外,氮化钛涂层在紫外光的催化下,可对负载于模具钢表面的杂质等进行分解,维持模具钢表面的光洁性。氮化钛涂层的厚度选择1-3μm,延长氮化钛涂层对模具钢表面的杂质分解的效果。
19.可选的,所述过渡涂层包括基体涂层和粘结涂层,所述基体涂层包括氮碳化钛涂层,所述粘结涂层包括mcraly涂层,所述粘结涂层的厚度为0.5-0.7μm。
20.通过采用上述技术方案,氮碳化钛涂层与模具钢表面的结合效果较佳,进而提高硬化涂层与模具钢表面之间的结合效果,稳定改善模具钢的硬度。由于mcraly涂层具有较佳的粘结效果,增强功能层相邻两层涂层之间的结合效果,使得功能涂层、硬化涂层等稳定包覆于模具钢外。
21.可选的,所述粘结涂层采用电弧喷涂技术喷涂于功能涂层中相邻两层涂层之间。
22.通过采用上述技术方案,采用电弧喷涂技术喷涂的粘结涂层,一方面,粘结涂层采用较高速度冲击于靶材涂层上,提高粘结涂层和靶材涂层的结合效果,另一方面,粘结涂层表面会形成不均匀的结构,使得粘结结构可稳定对相邻两层涂层进行连接。
23.可选的,所述过渡涂层还包括连接涂层,所述连接涂层包括纳米级柱晶涂层,所述纳米接柱晶层的厚度为1.2-1.5μm。
24.通过采用上述技术方案,在基体涂层未干燥完全时,将纳米柱晶涂层喷涂于基体涂层上,再将硬化涂层喷涂于纳米柱晶涂层上,由于纳米柱晶涂层中的柱晶结构会形成缠结的结构,因此柱晶会对基体涂层以及硬化涂层进行牵拉,增强硬化涂层和基体涂层之间的结合效果,使得硬化涂层稳定负载于模具钢外。
25.综上所述,本技术包括以下至少一种有益技术效果:
26.通过氮化铝钛涂层的设置,使得硬化涂层不仅具有较佳的硬度,还具有一定的韧性以及柔软性,将模具钢加工为模具时,硬化涂层不易发生破裂,进而通过模具钢制得的模具的成模效果较佳;
27.通过采用hv2000-3800的氮化铝钛涂层,维持硬化涂层的硬度的同时,降低模具钢的加工难度,即在加工过程中模具钢表面不易发生斑痕等,使得模具钢表面光滑,不仅提高模具的成模效果,还降低模具钢表面负载杂质的可能性;
28.通过纳米柱晶涂层的设置,使得硬化涂层与基体涂层之间被柱晶结构稳定进行牵拉,即硬化涂层稳定包覆于模具钢外,降低硬化涂层剥落或开裂的可能性。
附图说明
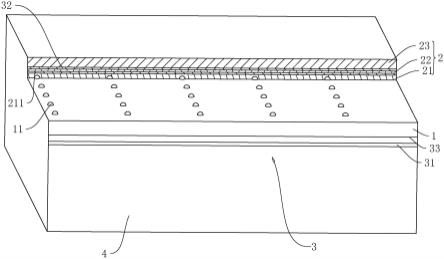
29.图1是本技术实施例的整体结构示意图。
30.图2是本技术实施例中显示微观凸起的结构部示意图。
31.附图标记说明:1、硬化涂层;11、微观凸起;2、功能涂层;21、氮化钛涂层;211、微观凹陷;22、抗氧涂层;23、抗老化涂层;3、过渡涂层;31、基体涂层;32、粘结涂层;33、连接涂层;4、模具钢。
具体实施方式
32.以下结合附图1-2对本技术作进一步详细说明。
33.本技术实施例公开一种模具钢专用涂层。参照图1和图2,一种模具钢专用涂层包括包覆于模具钢4外的过渡涂层3、硬化涂层1和功能涂层2。硬化涂层1包括氮化铝钛涂层,氮化铝钛涂层的hv≤4000,使得硬化涂层1的韧性提高后,还保留一定的硬度,稳定对模具钢4进行保护。硬化涂层1的厚度可以为1μm,还可以为3μm,也可以为4μm,本实施例中硬化涂层1的厚度为4μm。模具钢4外包覆的涂层的厚度较薄,使得模具钢4制得的模具的精准性较佳。功能涂层2包覆于硬化涂层外。
34.参照图1和图2,硬化涂层1的hv可以为2000,也可以为3000,还可以为3800,本实施例中硬化涂层1的hv为3000。在维持模具钢4表面硬度的同时,降低模具钢4的加工难度,在模具钢4加工过程中,降低因加工较难导致模具钢4表面出现斑痕的可能性,提高模具钢4表面光洁性。
35.参照图1和图2,功能涂层2包括由内之外包覆于硬化涂层1外的氮化钛涂层21、抗氧涂层22和抗老化涂层23,抗氧涂层22为氮化铬涂层,抗老化涂层23为氮化钛涂层。氮化钛涂层21可增加模具钢4表面的光洁性,氮化铬涂层不仅减缓硬化涂层1的氧化,还可增加模具钢4表面润滑性。氮化钛涂层不仅可对紫外光进行吸收以及屏蔽,还可对模具钢4表面的杂质进行分解,进一步改善模具钢4表面的光滑性。氮化钛涂层21的厚度为1μm,氮化铬涂层的厚度为0.5μm,氮化钛涂层的厚度可以为1μm,也可以为2μm,还可以为3μm,本实施例中氮化钛涂层的厚度为2μm,氮化钛涂层的厚度较厚,维持模具钢4表面的光洁性。
36.参照图1和图2,过渡涂层3包括基体涂层31、粘结涂层32和连接涂层33,基体涂层31包括氮碳化钛涂层,氮碳化钛涂层的厚度为1μm,氮碳化钛涂层与模具钢4结合效果较佳。连接涂层33包括纳米级柱晶涂层,纳米级柱晶涂层的厚度可以为1.2μm,还可以为1.3μm,也可以为1.5μm,本实施例中选用1.3μm。在氮碳化钛涂层未干时,在氮碳化钛涂层上喷涂纳米
级柱晶涂层,在纳米级柱晶涂层未干时再喷涂硬化涂层1,通过缠结的柱晶结构对基体涂层31和硬化涂层1进行牵拉,提高硬化涂层1在模具钢4上附着性,降低硬化涂层1剥落和开裂的可能性。
37.参照图1和图2,粘结涂层32包括mcraly涂层,粘结涂层32的厚度为0.3μm,也可以为0.4μm,还可以为0.7μm,本实施例中为0.4μm。粘结涂层32通过电弧喷涂技术喷涂于功能涂层2任一相邻两层涂层之间,一方面,使粘结涂层32在冲击下嵌入靶材涂层中,另一方面,粘结涂层32的表面形成不规则结构,协同提高功能涂层2中任一两相邻涂层之间的结合效果。
38.参照图1和图2,硬化涂层1表面形成有若干微观凸起11,若干微观凸起11排列设置,氮化钛涂层21表面上对应微观凸起11,形成有若干微观凹陷211,微观凹陷211用于供微观凸起11嵌合。进一步增强硬化涂层1和功能涂层2之间的结合效果,功能涂层2稳定对硬化涂层1进行保护,在保障硬化涂层1硬度的同时,还可降低硬化涂层1开裂的可能性,提高模具钢4形成的模具的成模效果。
39.本技术实施例一种模具钢专用涂层的实施原理为:采用hv≤4000的氮化铝钛涂层作为硬化涂层1,不仅保留硬化涂层1的硬度,还可提高硬化涂层1的韧性,降低硬化涂层1开裂的可能性,改善模具钢4制得的模具的成模效果。
40.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
