1.本实用新型涉及汽车配件加工技术领域,特别是涉及一种汽车变速器悬置支架零部件自动冲压成型生产系统。
背景技术:
2.在悬置支架零部件工件的生产中,首先需要对悬置支架零部件工件进行冲压成型,然后在冲孔。原有工艺中,采用人工上下料及人工操作工件成型、冲孔,需要的工人多,工作效率低,影响生产节拍。对现有冲压设备新增配套机器人设备,实现由机器人代替人工对压机内冲压工件进行上下料及自动控制工件成型、冲孔,降低人工劳动强度,减少操作人员,实现生产自动化,产品质量稳定。
3.以上背景技术内容的公开仅用于辅助理解本实用新型的构思及技术方案,其并不必然属于本专利申请的现有技术,在没有明确的证据表明上述内容在本专利申请的申请日已经公开的情况下,上述背景技术不应当用于评价本技术的新颖性和创造性。
技术实现要素:
4.本实用新型目的在于提出一种技术先进,通过触摸屏可视化操作、plc自动化来控制的一种汽车变速器悬置支架零部件自动冲压成型生产系统。
5.为此,本实用新型提出一种汽车变速器悬置支架零部件自动冲压成型生产系统。
6.优选地,本实用新型还可以具有如下技术特征:
7.一种汽车变速器悬置支架零部件自动冲压成型生产系统,包括自动上料机、第一压机、取料机器人、送料机器人、第二压机、下料机器人、抓取装置,所述取料机器人、送料机器人、下料机器人分别连接有所述抓取装置;所述第一压机的两侧分别设有所述自动上料机和取料机器人;所述第二压机的两侧分别设有所述送料机器人和下料机器人;所述取料机器人和送料机器人固定在第一压机和第二压机之间。
8.进一步地,所述抓取装置包括连接杆、第三吸盘、安装片,若干个所述第三吸盘通过安装片的固定在连接杆的一端。
9.进一步地,所述自动上料机包括工作台、料盘组件、横梁、拆垛装置、对中装置、入料装置、传动组件,所述横梁的下部固定在所述工作台上,上部的前侧还设有所述拆垛装置、入料装置;所述拆垛装置和入料装置分别通过滑动组件滑动安装在横梁上;所述传动组件驱动所述滑动组件,使拆垛装置和入料装置靠近或远离第一压机;所述料盘组件和对中装置分别安装在横梁的前方,并分别在拆垛装置和入料装置的下方。
10.进一步地,所述拆垛装置包括第一气缸、拆垛端拾器、第一连接板,所述第一连接板的后侧通过滑动组件安装在横梁上,其前侧安装有所述第一气缸;所述拆垛端拾器设在第一气缸的下方,并与第一气缸的伸缩杆连接;所述拆垛端拾器包括第一固定框、第一吸盘,所述第一固定框的一端与气缸伸缩杆连接,另一端安装有若干个第一吸盘。
11.进一步地,还包括加强板,所述第一固定框通过所述加强板与第一气缸连接,通过
调节第一固定框和加强板的连接位置,进而改变第一固定框到第一连接板的水平距离。
12.进一步地,所述拆垛装置和入料装置同步向第一压机靠近或远离的方向移动。
13.进一步地,所述料盘装置到对中装置的距离和对中装置到第一压机的距离相同。
14.进一步地,所述对中装置包括垫板、立架,以及安装在所述垫板上的固定定位块、活动定位块,所述立架的下端与工作台固定连接,上端设有所述垫板;2个所述固定定位块对平面悬置支架零部件相邻的2个侧面进行限位,2个活动定位块对平面悬置支架零部件另外的2个侧面进行限位;所述活动定位块包括第二气缸、推板,所述第二气缸固定在垫板上,所述推板与第二气缸的伸缩杆连接。
15.进一步地,所述入料装置包括第二连接板、第二传动装置、入料端拾器、纵向导轨、第二吸盘,所述第二连接板的后侧通过滑动组件安装在横梁上,其前侧安装有所述纵向导轨,所述入料端拾器的左端通过第二滑块滑动安装在纵向导轨上,右端安装有若干个第二吸盘;所述第二传动装置驱动所述入料端拾器沿所述纵向导轨的行程移动。
16.进一步地,所述第二传动装置包括电机、连杆机构,所述连杆机构的上端与所述电机连接,下端与所述入料端拾器连接。
17.本实用新型与现有技术对比的有益效果包括:通过触摸屏可视化操作、plc自动化来控制、设计紧凑合理、性能稳定、操作简单易于维护。本生产系统连续作业的情况下,将一块平面悬置支架零部件工件加工成型只需8-10s,相比于原来人工转移悬置支架零部件的工作效率提高2倍以上,且原生产模式中需要2个操作员分别站在压机旁边上下料,工作效率慢、劳动强度高、存在安全隐患,采用本技术的自动化生产系统后,实现上下料、传送料、成型冲孔自动化生产,只需一个操作员,在大幅降低劳动强度的情况下,还能提高工件的传送效率,进而提高生产效率,保证了产品质量。
附图说明
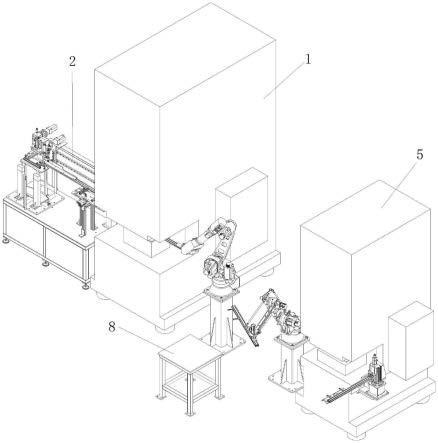
18.图1是本实用新型的立体图。
19.图2是本实用新型的主视图。
20.图3是本实用新型的自动上料机局部主视图。
21.图4是本实用新型的自动上料机俯视图。
22.图5是本实用新型的拆垛装置、入料装置安装俯视示意图。
23.图6是本实用新型的拆垛装置、入料装置安装主视示意图。
24.图7是本实用新型的自动上料机局部立体图。
25.图8是本实用新型的下料机器人安装示意图。
具体实施方式
26.下面结合具体实施方式并对照附图对本实用新型作进一步详细说明。应该强调的是,下述说明仅仅是示例性的,而不是为了限制本实用新型的范围及其应用。
27.参照以下附图,将描述非限制性和非排他性的实施例,其中相同的附图标记表示相同的部件,除非另外特别说明。
28.如图1~8所示的一种汽车变速器悬置支架零部件自动冲压成型生产系统,包括自动上料机2、第一压机1、取料机器人3、送料机器人4、第二压机5、下料机器人6、抓取装置7,
所述取料机器人3、送料机器人4、下料机器人6分别连接有所述抓取装置7,通过抓取装置7抓取悬置支架零部件100,再通过取料机器人3、送料机器人4、下料机器人6调节抓取装置7的位置,进而将悬置支架零部件沿生产线转移并逐步完成加工。所述第一压机1的两侧分别设有所述自动上料机2和取料机器人3;所述第二压机5的两侧分别设有所述送料机器人4和下料机器人6;所述取料机器人3和送料机器人4固定在第一压机1和第二压机5之间。所述自动上料机2用于将悬置支架零部件送至第一压机1的模具中冲压成型,所述取料机器人3用于从第一压机1中取出悬置支架零部件;所述送料机器人4用于直接或间接的方式接过取料机器人3的悬置支架零部件,然后放入第二压机5的模具中定位冲孔;所述下料机器人6用于从第二压机5中取出悬置支架零部件,然后投放到指定物料框。通过对现有冲压设备新增配套机器人设备,实现由机器人代替人工对压机内冲压工件进行上下料、转移工件及自动控制压机成型冲孔,降低人工劳动强度,减少操作人员,实现生产自动化。所述送料机器人4采用直接的方式接过取料机器人3的悬置支架零部件时,取料机器人3和送料机器人4在空中完成悬置支架零部件的交接。所述送料机器人4采用间接的方式接过取料机器人3的悬置支架零部件时,取料机器人3将悬置支架零部件放在一个桌子8上,送料机器人4再从桌子8上取走悬置支架零部件。
29.工作时,将平面悬置支架零部件堆放在自动上料机2上,通过自动上料机2将平面悬置支架零部件(冲压成型前的悬置支架零部件)转送至第一压机1的模具中冲压成悬置支架零部件形状;然后利用取料机器人3从第一压机1中取出冲压完成的悬置支架零部件,悬置支架零部件再经过送料机器人4转送至第二压机5的模具中冲孔,进而将悬置支架零部件加工完成;最后利用下料机器人6将加工完成的悬置支架零部件取出并投放至指定的悬置支架零部件物料框。本生产系统连续作业的情况下,将一块平面悬置支架零部件工件加工成型只需8-10s,相比于原来人工转移悬置支架零部件的工作效率提高2倍以上,且原生产模式中需要2个操作员分别站在压机旁边上下料,工作效率慢、劳动强度高、存在安全隐患,采用本技术的自动化生产系统后,实现上下料、传送料、冲压形型及冲孔自动化进行,只需一个操作员,在大幅降低劳动强度的情况下,还能提高工件的传送效率,进而提高生产效率,提高了产品质量。
30.再结合图8,所述抓取装置7包括连接杆71、第三吸盘73、安装片72,所述第三吸盘73通过安装片72并根据悬置支架零部件工件的形状固定在连接杆71的一端,连接杆71的另一端与机器人连接,确保第三吸盘73能够稳稳的吸附悬置支架零部件工件。
31.所述取料机器人3为六轴机器人,所述送料机器人4为四轴机器人,所述下料机器人6为两轴机器人。所述下料机器人6安装在第二压机5上,其可以驱动抓取装置7在水平方向旋转和竖直方向上下移动。
32.其中,着重参阅图3~7,所述自动上料机2包括工作台21、料盘组件22、横梁23、拆垛装置24、对中装置25、入料装置26、传动组件,所述横梁23的下部固定在所述工作台21上,所述拆垛装置24、入料装置26通过滑动组件安装在横梁23的前侧;所述料盘组件22和对中装置25分别安装在横梁23的前方,且分别在拆垛装置24和入料装置26的下方。具体的,所述滑动组件包括滑块、横向导轨27,所述横梁23为n形结构,其两端固定在工作台上。所述横向导轨27固定在横梁23的前侧面,其还配装有若干个滑块,横向导轨27沿横梁23的长度方向自左向右延伸。所述拆垛装置24和入料装置26分别通过滑块沿横向导轨27移动,以抵近或
远离第一压机1。所述传动组件安装在横梁23上,用于驱动所述拆垛装置24和入料装置26沿横向导轨27移动。优选的,所述拆垛装置24和入料装置26在横向导轨27上同步移动。设置有2条横向导轨27,确保拆垛装置24和入料装置26的工作稳定性和安全性。
33.上述中,所述料盘组件22包括料盘223、第一传动装置、第一导向柱、限位柱222,所述料盘223与第一传动装置连接,所述第一传动装置包括伺服电机、丝杆221,所述丝杆221的上端与料盘223传动连接,下端与伺服电机连接,通过伺服电机旋转控制料盘223的升降。所述料盘223的两边还连接有2根第一导向柱,所述工作台21设有与第一导向柱配装的导向套,提高料盘223的升降稳定性。同时,根据平面悬置支架零部件的形状,利用若干限位柱222对平放在料盘223的平面悬置支架零部件100的相邻的两个侧面进行限位。采用对平面悬置支架零部件的相邻的两个侧面进行限位,不仅方便将平面悬置支架零部件堆叠在料盘223上,还能对平面悬置支架零部件100进行快速对齐,便于拆垛装置24搬运悬置支架零部件100。所述限位柱222包括方柱或圆柱或方柱和圆柱配合使用。通过人工将平面悬置支架零部件100堆叠在料盘223上,同时在堆叠的过程中将悬置支架零部件100向限位柱222贴近,使平面悬置支架零部件堆叠得较为整齐。
34.着重参阅图5~6,所述拆垛装置包括第一气缸246、拆垛端拾器、第二导向柱245、第二导向套248、第一连接板247,所述第一连接板247的后侧通过螺栓与横向导轨27上的部分滑块固定连接,所述第一气缸246安装在第一连接板247上,所述拆垛端拾器设在第一气缸246的下方,并与第一气缸246的伸缩杆连接。通过第一气缸246的伸缩带动拆垛端拾器上下移动。为提高拆垛端拾器的工作稳定性,在第一气缸246上设置第二导向套248,在拆垛端拾器对应的位置固定与第二导向套248配合的第二导向柱245。具体的,所述拆垛端拾器包括第一固定框242、第一吸盘241、过渡板244、加强板243,所述过渡板244的上表面与第一气缸246的伸缩杆连接,且其两端还设有所述第二导向柱245,所述加强板243设在过渡板244和第一固定框242之间,可以提高第一固定框242的强度,同时便于调节第一固定框242到第一连接板247的水平距离。所述第一固定框242为u形结构,其根据平面悬置支架零部件100的形状布置4个第一吸盘241。第一气缸246伸长驱动拆垛端拾器下降,利用第一吸盘241吸住平面悬置支架零部件,然后第一气缸246收缩,再通过传动组件驱动拆垛装置沿横向导轨27位移至对中装置25的上方,将平面悬置支架零部件100投放到对中装置25。
35.在结合图7,所述对中装置包括垫板254、立架253,以及安装在所述垫板254上的固定定位块251、活动定位块252,所述立架253的下端与工作台21固定连接,上端设有所述垫板254。2个所述固定定位块251对平面悬置支架零部件100的相邻的2个侧面进行限位,2个活动定位块252对平面悬置支架零部件的另外2个侧面进行限位。所述活动定位块252包括第二气缸255、推板256,所述第二气缸255固定在垫板254上,所述推板256与第二气缸255的伸缩杆连接。利用固定定位块251和活动定位块252对平面悬置支架零部件100的四个方向进行定位,通过第二气缸255的伸缩变化,固定定位块251和活动定位块252形成的约束空间大小可变,拆垛端拾器投下的平面悬置支架零部件100能够准确的落入所述约束空间内,再利用活动定位块252的第二气缸255推动平面悬置支架零部件的两侧,使平面悬置支架零部件的另两侧抵接固定定位块251,推动到位后第二气缸255回复原位,平面悬置支架零部件100等待入料装置26抓取转送至第一压机1中冲压成型。
36.着重参阅图5~6,所述入料装置包括第二连接板268、第二传动装置、入料端拾器、
纵向导轨266、第二吸盘262,所述第二连接板268的后侧通过螺栓与横向导轨27上的另一部分滑块固定连接,第二连接板268的前侧安装有所述纵向导轨266,所述入料端拾器的左端通过第二滑块267滑动安装在纵向导轨266上,右端安装有4个第二吸盘262。所述第二传动装置安装在第二连接板268的上部,用于推动所述入料端拾器沿所述纵向导轨266的行程移动。所述第二传动装置包括电机263、连杆机构264,所述连杆机构264的上端与电机263的轴联动,下端与所述入料端拾器的左端连接,通过电机轴的旋转,通过连杆机构264带动入料端拾器沿纵向导轨266的行程上下移动,以抵接或远离对中装置25上的平面悬置支架零部件100,第二吸盘262将定位后的平面悬置支架零部件抓起后,等待指令转送至第一压机1中。优选的,所述连杆机构264的其中一段杆体265由螺纹段,通过螺母和螺纹段配合,以调节该段杆体的长度,进而调节入料端拾器的下降的最大距离。
37.结合图7,所述传动组件包括第二电机29、传动带28,所述传动带28与第二电机29传动,并驱动所述拆垛装置24和入料装置26在横向导轨27上同步移动。优选的,所述传动带28为皮带或齿条或链条或其他结构的环状带。传动带28一方面和第二电机29联动,另一方面和所述拆垛装置24和入料装置26连接固定,当第二电机29转动时,即可带动所述拆垛装置24和入料装置26同步移动,使拆垛装置24和入料装置26在移动的过程中保持移动距离相同。
38.上述自动上料机的使用方法,包括如下步骤:
39.s1、将平面的若干块悬置支架零部件工件堆叠在料盘组件22的料盘223上,再将一块平面的悬置支架零部件工件放置在对中装置25上定位;
40.在本步骤中,也可以不在对中装置25上添加悬置支架零部件工件。因此,入料装置26在首次上料时,虽然入料装置26与拆垛装置24同步工作,但由于对中装置26无悬置支架零部件工件,因此,入料装置26无悬置支架零部件吸附,处于空载运行;而拆垛装置24将料盘组件22的悬置支架零部件工件转移到对中装置25,供入料装置26在下一循环工作中处理。从第二次上料开始,入料装置26开始处理由拆垛装置24上一次循环转移到对中装置25的悬置支架零部件工件。
41.s2、驱动拆垛装置24和入料装置26下降并分别将料盘组件22和对中装置25的悬置支架零部件工件吸附;
42.在此步骤中,当拆垛装置24从料盘组件22上取走一片悬置支架零部件工件之后,料盘组件22自动将料盘223上升,使最上层的悬置支架零部件工件的水平高度保持不便。这样,拆垛装置24每次下降吸工件的距离不变,且料盘组件22每次上升的高度相同,更易于实现自动控制。
43.s3、启动传动组件驱动拆垛装置24和入料装置26沿横向导轨27移动一定距离,此时,拆垛装置24所吸附的悬置支架零部件工件处于对中装置25的正上方,而入料装置26所吸附的悬置支架零部件工件也正好处于第一压机1模具的正上方;
44.由于拆垛装置24和入料装置26同时固定在传动带28上,因此具有相同的移动速度和移动距离。在此步骤中,在安装料盘装置22、对中装置25、第一压机1时,确保对中装置25位于料盘装置22和第一压机1的中点,以确保拆垛装置24和入料装置26的工作协同性。这样,通过准确固定料盘装置22、对中装置25、第一压机1三者的位置,即可实现悬置支架零部件工件的快速、准确转移。
45.s4、拆垛装置24将其所吸附的悬置支架零部件工件转送到对中装置25上,对中装置25对该悬置支架零部件工件进行定位;入料装置26将其所吸附的悬置支架零部件工件投放到第一压机1的模具内,优选的,为确保悬置支架零部件工件准确的落入第一压机1的模具,入料装置26投放悬置支架零部件工件工作前,先利用第二传动装置驱动入料端拾器下降,使其所吸附的悬置支架零部件抵近第一压机1的模具再将松开该悬置支架零部件工件;
46.在此步骤中,对中装置25将拆垛装置24转送来的悬置支架零部件工件进行精准定位,使入料装置26每次从对中装置25抓取的悬置支架零部件工件的位置相同,便于入料装置准确的将悬置支架零部件工件转送至第一压机4的模具正上方。这样,悬置支架零部件工件转送精确度高,不易出错,提高整体的冲压效率。同时,入料装置26所吸附的悬置支架零部件工件处于第一压机1模具正上方时,该悬置支架零部件工件与模具有一定的距离,如让悬置支架零部件工件自有落下,在下落的过程中容易发生位置偏移,导致悬置支架零部件工件无法进入预定位置,影响工件冲压。因而,通过入料装置26下降使悬置支架零部件工件准确到达预定位置再松开工件,工作流程更加安全、可靠。
47.s5、拆垛装置24和入料装置26均完成平面悬置支架零部件工件转移后,传动组件将拆垛装置24和入料装置26驱动回起始位置(起始位置为步骤s2中,拆垛装置24和入料装置26下降前的位置);
48.s6、重复上述步骤s2~s5,直至将料盘组件22和对中装置25上的悬置支架零部件工件处理完。
49.上述中,第一吸盘241、第二吸盘262、第三吸盘73为真空吸盘,通过真空吸气来控制第一吸盘241、第二吸盘262、第三吸盘73吸附或放开悬置支架零部件工件。
50.一种汽车变速器悬置支架零部件自动冲压成型生产系统的使用方法,包括如下步骤:
51.a、利用自动上料机2将平面悬置支架零部件工件转送至第一压机1上的模具上;
52.b、启动第一压机1,将平面悬置支架零部件工件冲压成型;
53.c、取料机器人3将冲压成型的悬置支架零部件工件从第一压机1中取出后向送料机器人4转送;送料机器人4从取料机器人3处接过悬置支架零部件工件,然后将悬置支架零部件转送至第二压机5的模具中冲孔,悬置支架零部件工件加工完成;
54.d、下料机器人6将加工完成的悬置支架零部件工件取出,并投放到物料框中。
55.步骤a中,所述自动上料机2往复向第一压机1上料,8-10s完成一次上料。在步骤c中,取料机器人3将悬置支架零部件工件的上表面吸附后从第一压机1中取出,取料机器人3将悬置支架零部件工件翻转180
°
,使悬置支架零部件工件的下表面朝上。这样,取料机器人3和送料机器人4在交接悬置支架零部件工件时,送料机器人4的抓取装置7移动到取料机器人3上的悬置支架零部件工件上方,然后吸附住悬置支架零部件工件的下表面,进而将悬置支架零部件工件转移至第二压机5中。
56.一种汽车变速器悬置支架零部件自动冲压成型生产系统的自动控制方法,包括如下步骤:
57.将自动上料机2、第一压机1、取料机器人3、送料机器人4、第二压机5、下料机器人6与plc连接,plc控制自动上料机2往复向第一压机1转送平面悬置支架零部件工件,当自动上料机2将平面悬置支架零部件工件转送至第一压机1的模具并退出第一压机1后,plc向第
一压机1发送信号,第一压机1启动对平面悬置支架零部件工件进行冲压成型;取料机器人3获取plc的信号后启动,将第一压机1冲压完成的悬置支架零部件工件取出,并将悬置支架零部件翻转后到达预定位置;送料机器人4获取plc的信号后启动,从取料机器人3处接过悬置支架零部件工件,并送至第二压机5中冲孔;下料机器人6获取plc的信号后,将悬置支架零部件工件转送到预定地方投放。
58.本领域技术人员将认识到,对以上描述做出众多变通是可能的,所以实施例和附图仅是用来描述一个或多个特定实施方式。
59.尽管已经描述和叙述了被看作本实用新型的示范实施例,本领域技术人员将会明白,可以对其做出各种改变和替换,而不会脱离本实用新型的精神。另外,可以做出许多修改以将特定情况适配到本实用新型的教义,而不会脱离在此描述的本实用新型中心概念。所以,本实用新型不受限于在此披露的特定实施例,但本实用新型可能还包括属于本实用新型范围的所有实施例及其等同物。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。