1.本技术涉及机械整平技术领域,尤其是涉及床架整平装置。
背景技术:
2.床架是用来安放床垫的一种常用家具。床架主要有实木类、金属类和软包类三种床架。床架分被主要分为主动支撑与被动支撑。
3.目前针对市场金属类床架,部分较为薄的金属材料在钻孔或一定压力加工下,其局部很容易产生的弯折形变。
4.针对上述中的相关技术,发明人认为产生局部弯折形变的金属床架在安装时容易造成干涉影响,不便于安装,同时影响外观美观度,因此本发明人针对加工过程中床架容易造成局部弯折的现象设计出一款床架整平装置。
技术实现要素:
5.为了改善床架在加工后局部产生弯折形变后影响安装及外观的问题,本技术提供一种床架整平装置。
6.本技术提供的一种床架整平装置采用如下的技术方案:床架整平装置,包括第一整平机构、第一辊轮及第二辊轮,第一整平机构滑动安装在第一机架上,第一辊轮及第二辊轮固定安装在第二机架上;第一整平机构包含可升降的按压部、固定杆及支撑架,按压部在固定杆上作直线滑移对床架实现一次整平,固定杆安装在支撑架上,支撑架在第一机架上作直线滑移,支撑架的滑移方向与按压部滑移方向垂直。
7.第一辊轮及第二辊轮呈竖向垂直,第一辊轮及第二辊轮之间形成有供床架通过的间隙通口,第一辊轮及第二辊轮旋转方向相反,以控制床架经过间隙通口时二次整平与输送。
8.通过采用上述技术方案,待整平的床架先安放在第一机架上,通过移动支撑架与按压部进行直线滑移,使得床架的局部待整平位置位于按压部的正下方,从而实现按压部对床架的局部位置进行一次压力整平,按压部操作完成后由人工将床架上料至第一辊轮及第二辊轮之间的间隙通口内,通过驱动第一辊轮及第二辊轮旋转实现对床架表面进行均匀受力达到二次整平并通过第一辊轮及第二辊轮的旋转输送方向移出,整个过程操作方便,整平效果好。
9.可选的,按压部包含第一伸缩件、固定块及压头,第一伸缩件固定在固定块上,压头连接在第一伸缩件上,第一伸缩件控制压头升降对床架按压,固定块滑接在固定杆上。
10.通过采用上述技术方案,第一伸缩件控制压头进行上下升降,固定块在固定杆上滑移的过程中带动第一伸缩件同步进行位置移动,使得压头位移至床架待整平部分的正上方。
11.可选的,固定块沿其滑移方向设置有带动其滑动的握拉杆。
12.通过采用上述技术方案,通过设置握拉杆,可控制固定块灵活在固定杆上进行直线滑动。
13.可选的,支撑架为“门”形,第一机架与支撑架底部连接处设置有滑杆,支撑架底部具有凸形卡槽,凸形卡槽与滑杆活动滑接。
14.通过采用上述技术方案,通过在第一机架上设置有滑杆,支撑架的凸形卡槽与滑杆滑动连接,支撑架可在滑动上进行直线滑移。
15.可选的,第一机架上设置有放置床架的支撑件,支撑件上具有多个让位通孔。
16.通过采用上述技术方案,通过设置支撑件便于支撑床架,让位通孔便于床架形变量较大时,通过架设在让位通孔上更好的进行受力形变恢复。
17.可选的,第一辊轮与第二辊轮至少分别设置有两个,各第一辊轮通过传动带串联经第一驱动机构控制旋转,各第二辊轮通过传送带串联经第二驱动机构控制旋转。
18.通过采用上述技术方案,由第一驱动机构控制传动带进行转动,第一辊轮之间通过传送带进行串联连接,形成统一第一辊轮旋转控制,同理,由第二驱动机构控制传送带进行转动,第二辊轮之间通过传送带进行串联连接,形成统一第二辊轮旋转控制。
19.可选的,第二辊轮位于第一辊轮的正上方,第二辊轮的上部固定安装有第二伸缩件,第二伸缩件控制第二辊轮上下升降,以调节间隙通口高度适配床架放置。
20.通过采用上述技术方案,通过设置第二伸缩件控制第二辊轮进行上下升降,以调节第二辊轮与第一辊轮之间的间隙通口大小,更好的适配不同高度的床架穿过间隙通口进行二次整平输送。
21.可选的,第二机架上的两端均设置有用于限位床架的限位机构,限位机构包含定位块、定位杆、螺杆及限位板,限位板具有一组用于防护床架的两侧防止掉落偏移,定位杆与螺杆水平分布贯穿限位板连接在定位块上。
22.通过采用上述技术方案,通过在第二机架上首尾两端设置限位机构,便于床架放置在间隙通口时能通过限位支架进行左右防护,避免床架在输送的过程中便宜或掉落,影响二次整平效果。
23.可选的,螺杆上设置有正旋螺纹与反向螺纹,正旋螺纹与反向螺纹以螺杆的中点对称分布,两限位板一个安装在正旋螺纹上,另一个安装在反向螺纹上,螺杆的一端穿过定位块延伸设置有驱动手轮,通过控制驱动手轮正反旋转,以控制两限位板分别沿着定位杆相向滑移,实现对床架的两侧限位或脱离。
24.通过采用上述技术方案,通过控制驱动手轮进行正转或反转,以控制两限位板在正旋螺纹与反向螺纹的分别作用下沿着定位杆相向滑移,当两限位板同时向内侧滑移时,实现对床架两侧面的限位支撑,当两限位板同时向外侧滑移时,床架可从第二机架上取下。
25.可选的,第二机架位于床架输出端一侧设置有便于收纳床架的承托板。
26.通过采用上述技术方案,通过设置承托板便于床架在完成二次整平后不会直接掉落,便于收纳。
27.综上所述,本技术包括以下至少一种有益技术效果:1.通过设置按压部实现对床架的形变位置进行一次整平,再次通过第二辊轮与第一辊轮之间的旋转配合实现对床架进行二次整平,整体结构实用性强,整平效果好,具有较大的市场推广价值;
2. 通过在第二机架上首尾两端设置限位机构,便于床架放置在间隙通口时能通过限位支架进行左右防护,避免床架在输送的过程中便宜或掉落,影响二次整平效果;3.通过支撑架与按压部进行垂直方向x、y方向滑移,可快速定位按压部对准床架的形变位置进行整平,过程效率高。
附图说明
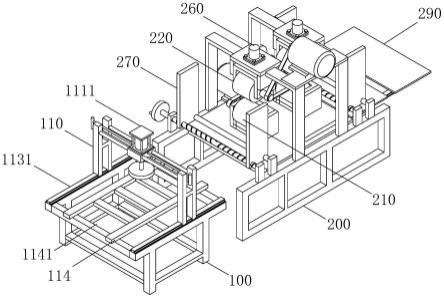
28.图1是本技术实施例的整体结构示意图。
29.图2是本技术实施例按压部、固定杆及支撑架结构示意图。
30.图3是本技术实施例的主视结构示意图。
31.图4是本技术实施例限位机构结构示意图。
32.附图标记说明:100、第一机架;110、第一整平机构;111、按压部;1111、第一伸缩件;1112、固定块;1113、压头;1114、握拉杆;112、固定杆;113、支撑架;1131、滑杆;1132、凸形卡槽;114、支撑件;1141、让位通孔;200、第二机架;210、第一辊轮;220、第二辊轮;230、间隙通口;240、第一驱动机构;250、第二驱动机构;260、第二伸缩件;270、限位机构;271、定位块;272、定位杆;273、螺杆;2731、正旋螺纹;2732、反向螺纹;2733、驱动手轮;280、限位板;290、承托板。
具体实施方式
33.以下结合附图1-4对本技术作进一步详细说明。
34.实施例:床架整平装置,参看图1和图2,包括第一整平机构110、第一辊轮210及第二辊轮220,第一整平机构110滑动安装在第一机架100的顶部,第一辊轮210及第二辊轮220固定安装在第二机架200的顶部,第二机架200位于第一机架100的后侧,第一整平机构110包含按压部111、固定杆112及支撑架113,支撑架113为“门”形,第一机架100与支撑架113底部连接处设置有滑杆1131,支撑架113底部设置有凸形卡槽1132,凸形卡槽1132卡接在滑杆1131上,通过推动支撑架113使其在滑杆1131上作直线滑移运动。
35.参看图1,第一机架100上设置有放置床架的支撑件114,支撑件114为具有多个让位通孔1141的平面,由多个方管焊接而成,其具有一定的支撑强度,床架安装上去在受到按压部111向下施加压力时也能提供较好的压力承载。
36.参看图1和图2,按压部111包含第一伸缩件1111、固定块1112及压头1113,第一伸缩件1111固定在固定块1112的顶部,固定杆112设置有两根水平贯穿在固定块1112上,固定块1112沿着固定杆112的长度方向进行直线滑移运动,压头1113固定连接在第一伸缩件1111的驱动上,第一伸缩件1111在上下伸缩时带动压头1113进行上下升降以实现对床架施加压力,使得床架局部形变的位置处得以形变恢复,按压部111的滑移方向与支撑架113的滑移方向相互垂直,保证按压部111可以根据床架的形变位置进行快速的调整定位,避免了多次需要移动床架匹配按压部111的位置。
37.参看图2所示,为了控制按压部111在固定杆112上作直线滑移,固定块1112沿其滑移方向设置有带动其滑动的握拉杆1114,握拉杆1114对称分布在固定块1112的左右两侧,通过拉动握拉杆1114即可实现按压部111的位置快速调整。
38.参看图1和图3,第一辊轮210及第二辊轮220呈竖向垂直安装,第二辊轮220位于第一滚轮的正上方,第一辊轮210及第二辊轮220均为外形结构大小相同的圆柱体结构,利用圆柱体的周身曲面实现对床架表面的二次碾压整平,第一辊轮210及第二辊轮220之间形成有供床架通过的间隙通口230,第一辊轮210与第二辊轮220至少分别设置有两个,各第一辊轮210通过传动带串联经第一驱动机构240控制旋转,各第二辊轮220通过传送带串联经第二驱动机构250控制旋转。第一辊轮210与第二辊轮220的旋转设置方向相反,使得床架在间隙通口230时,利用第一辊轮210与第二辊轮220的相反方向旋转床架能够朝着同一个方向受力整平输送。
39.参看图1和图3,第二辊轮220的正上方固定连接有第二伸缩件260,第二伸缩件260在伸缩时带动第二辊轮220进行上下高度升降调整,在实际过程中,先将床架放置安装在第一辊轮210上,通过静止状态的第一辊轮210实现对床架的位置支撑,通过设置第二伸缩件260进行伸缩,控制第二滚轮下降,使得第一辊轮210的周身贴合床架的表面,通过同步启动第一驱动机构240与第二驱动机构250工作,第一辊轮210及第二辊轮220实现相反方向运转,床架在间隙通口230内实现二次整平,并经第一辊轮210及第二辊轮220的转动方向流转至外部。
40.参看图3和图4,第二机架200上位于第一辊轮210及第二辊轮220的初始输入端与尾部输出端处设置有用于限位床架的限位机构270,限位机构270包含定位块271、定位杆272、螺杆273及限位板280,定位块271设置有一组分别固定安装在第二机架200的两侧,限位板280同步设置有一组分别位于两定位块271的内侧且平行设置,定位杆272与螺杆273水平设置共同贯穿两限位板280其端部活动连接在两定位块271上。
41.参看图4,螺杆273以中点为界限两侧分别设置有正旋螺纹2731与反向螺纹2732,限位板280一块活动滑接在正旋螺纹2731上,另一块活动滑接在反向螺纹2732上,两限位板280以螺杆273的中心为对称点分布在两侧且相互平行,螺杆273的一端穿过定位块271延伸设置有驱动手轮2733,通过控制驱动手轮2733正反旋转,以控制两限位板280在正旋螺纹2731与反向螺纹2732的作用下分别沿着定位杆272相向滑移,以调整两限位板280之间的间距,实现对床架的两侧限位或脱离。
42.参看图3,第二机架200上靠近第一辊轮210及第二辊轮220的尾部输出端处设置有便于收纳床架的承托板290,当床架整平完成后流转至承托板290上临时存储便于收纳。
43.本技术实施例的实施原理为:工作时,先将待整平的床架根据形变位置及朝向安放在第一机架100上,通过推动支撑架113使其在第一机架100上的x轴上进行位置滑移,其次通过握拉杆1114拉动控制按压部111沿着固定杆112进行y轴方向滑移,最终控制按压部111上的压头1113对准床架相应的形变处正上方,通过启动第一伸缩件1111控制压头1113竖直向下按压床架的形变位置处,根据实际的形变程度,可以进行多次的重复按压,以实现床架相应位置的形变恢复,随后手工将床架放置在第一辊轮210上,通过旋转驱动手轮2733控制两限位板280对床架两侧面的进行整体定位,后启动第二伸缩件260控制第二辊轮220下压,使得第二辊轮220的周身抵接在床架的上表面,同步启动第一驱动机构240与第二驱动机构250工作,此时第一辊轮210与第二辊轮220开始旋转,同步对床架的上下面进行整体二次整平操作,同时通过第一辊轮210与第二辊轮220的旋转输送方向,将床架输送至承托板290上完成过程整平操作,整平后的床架局部平整,便于安装与提高美观度。
44.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,其中相同的零部件用相同的附图标记表示。故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
