1.本发明涉及热塑性硫化橡胶领域,具体地,涉及一种用于制备热塑性硫化橡胶微孔发泡材料的组合物、所述组合物在制备热塑性硫化橡胶微孔发泡材料中的应用、一种制备热塑性硫化橡胶微孔发泡材料的方法和由所述方法制备得到的热塑性硫化橡胶微孔发泡材料、所述热塑性硫化橡胶微孔发泡材料作为弹性减震材料的应用。
背景技术:
2.热塑性硫化胶(tpv)是指采用动态硫化技术制得的橡塑复合的热塑性弹性体。所述动态硫化技术是指在高温、高剪切的条件下,橡胶在交联剂的作用下一边发生硫化,一边破碎分散进入塑料连续相中,最终在塑料的连续相中形成微米级的硫化橡胶相。热塑性硫化胶(tpv)成功地把硫化橡胶的一些特性,如耐热性能、低压缩变形性能和热塑性塑料的易加工特性结合在一起,性能优异,而且绿色环保,可回收使用,应用范围广。
3.另外,随着科技进步,越来越多的橡胶密封制品采用发泡工艺来做,发泡材料具有特有的质轻、回弹优异、隔音隔热性能好等优点。传统的汽车发泡零部件大多采用三元乙丙(epdm)化学发泡,其中,热塑性硫化胶(tpv)微孔发泡产品具有良好的表面光洁度、低吸水,而且可以在轻、软以及压力变形之间取得最佳效果,并可进行无折痕设计。产品主要有发泡行李箱密封条、软发泡密封条、车门发泡海绵等。
4.但是目前,商业化的热塑性硫化橡胶的原料均强烈依赖于石化资源。面临日益枯竭的石油资源,寻找可代替的热塑性硫化橡胶的制备原料具有重要意义。
技术实现要素:
5.本发明的目的是为了克服上述缺陷,提供一种既能减少对石油资源的依赖又能制得具有优异物理机械性能和老化性能的新的热塑性硫化橡胶微孔发泡材料的组合物。
6.为了实现上述目的,本发明第一方面提供一种用于制备热塑性硫化橡胶微孔发泡材料的组合物,该组合物中含有天然橡胶、聚乳酸、硫化剂、防老剂、抗氧剂、发泡剂和助发泡剂;
7.其中,在所述组合物中,相对于100重量份的所述天然橡胶,所述聚乳酸的含量为10-120重量份,所述硫化剂的含量为0.5-30重量份,所述防老剂的含量为0.5-10重量份,所述抗氧剂的含量为0.1-15重量份,所述发泡剂的含量为1-50重量份,所述助发泡剂的含量为1-50重量份。
8.本发明第二方面提供前述第一方面所述的组合物在制备热塑性硫化橡胶微孔发泡材料中的应用。
9.本发明第三方面提供一种制备热塑性硫化橡胶微孔发泡材料的方法,该方法包括将前述第一方面所述的组合物中的各组分进行处理,所述处理包括:
10.(1)将组分a中的各组分依次进行混炼和第一造粒,得到混炼料颗粒,所述组分a中
含有聚乳酸、防老剂、抗氧剂和天然橡胶;
11.(2)将所述混炼料颗粒与组分b中的各组分进行动态硫化和第二造粒,得到热塑性硫化橡胶粒子,所述组分b中含有硫化剂;
12.(3)将所述热塑性硫化橡胶粒子与组分c中的各组分进行发泡挤出,得到热塑性硫化橡胶微孔发泡材料,所述组分c中含有发泡剂和助发泡剂。
13.本发明第四方面提供由前述第三方面所述的方法制备得到的热塑性硫化橡胶微孔发泡材料。
14.本发明第五方面提供前述第四方面所述的热塑性硫化橡胶微孔发泡材料作为弹性减震材料的应用。
15.本发明与现有技术相比,至少具有以下优点:
16.(1)采用本发明的组合物能够制备得到热塑性硫化橡胶微孔发泡材料,且制得的热塑性硫化橡胶微孔发泡材料具有优异的物理机械性能和耐老化性能;并且本发明提供的组合物中采用生物来源且可生物降解的聚乳酸和生物来源的天然橡胶与其它组分配合,具有重要的环保意义;
17.(2)本发明提供的制备热塑性硫化橡胶微孔发泡材料的方法,具有工艺操作简单、生产条件易控制、边角料少、节约能源、生产效率高等优点。
18.本发明的其它特征和优点将通过随后的具体实施方式部分予以详细描述。
具体实施方式
19.在本文中所披露的范围的端点和任何值都不限于该精确的范围或值,这些范围或值应当理解为包含接近这些范围或值的值。对于数值范围来说,各个范围的端点值之间、各个范围的端点值和单独的点值之间,以及单独的点值之间可以彼此组合而得到一个或多个新的数值范围,这些数值范围应被视为在本文中具体公开。
20.如前所述,本发明第一方面提供了一种用于制备热塑性硫化橡胶微孔发泡材料的组合物,该组合物中含有天然橡胶、聚乳酸、硫化剂、防老剂、抗氧剂、发泡剂和助发泡剂;
21.其中,在所述组合物中,相对于100重量份的所述天然橡胶,所述聚乳酸的含量为10-120重量份,所述硫化剂的含量为0.5-30重量份,所述防老剂的含量为0.5-10重量份,所述抗氧剂的含量为0.1-15重量份,所述发泡剂的含量为1-50重量份,所述助发泡剂的含量为1-50重量份。
22.尽管所述组合物中的各组分在上述含量范围内即可获得本发明所需的热塑性硫化橡胶微孔发泡材料,但为了能够获得具有更优异物理机械性能和老化性能的热塑性硫化橡胶微孔发泡材料,优选地,在所述组合物中,相对于100重量份的所述天然橡胶,所述聚乳酸的含量为30-100重量份,所述硫化剂的含量为0.5-11重量份,所述防老剂的含量为0.5-7重量份,所述抗氧剂的含量为0.1-10重量份,所述发泡剂的含量为1-30重量份,优选为1-20重量份,所述助发泡剂的含量为1-20重量份,优选为1-10重量份。
23.更优选地,在所述组合物中,相对于100重量份的所述天然橡胶,所述聚乳酸的含量为30-100重量份、所述硫化剂的含量为0.5-10重量份、所述防老剂的含量为0.5-5重量份、所述抗氧剂的含量为0.1-10重量份、所述发泡剂的含量为1-30重量份、所述助发泡剂的含量为1-20重量份。
24.优选地,所述天然橡胶为未改性的天然橡胶。
25.更优选地,所述天然橡胶为马来西亚smr cv60纯天然橡胶。
26.优选地,所述聚乳酸的重均分子量为8万-35万,分子量分布为1.2-2.5,结晶度为15-60%。
27.更优选地,所述聚乳酸选自左旋聚乳酸、右旋聚乳酸和(外)消旋聚乳酸中的至少一种,由此,采用所述组合物,所述组合物中的各组分相互配合能够获得具有更优异物理机械性能和老化性能的热塑性硫化橡胶微孔发泡材料,且具有环保意义。
28.优选地,所述硫化剂选自有机过氧化物中的至少一种。
29.更优选地,所述有机过氧化物选自过氧化二异丙苯、双(特丁基过氧化异丙基)苯、过氧化特丁基异丙苯、2,5-双(特丁基过氧化)-2,5-二甲基-3-己炔、2,5-双(特丁基过氧化)-2,5-二甲基己烷、过氧化二苯甲酰、过氧化苯甲酸特丁酯和过氧化二特丁基中的至少一种,由此,采用所述组合物能够获得具有更优异物理机械性能和老化性能的热塑性硫化橡胶微孔发泡材料。
30.优选地,所述防老剂选自2,2,4-三甲基-1,2-二氢化喹啉(rd)、n,n-二丁基二硫代氨基甲酸锌、乙基苯基二硫代氨基甲酸锌、二烷基二硫代磷酸锌、多烷基亚磷酸锌、硫代二丙酸酯、苯乙烯化苯酚中的至少一种。
31.更优选地,所述防老剂为2,2,4-三甲基-1,2-二氢化喹啉,由此,采用所述组合物能够制备得到具有更优异物理机械性能和老化性能的热塑性硫化橡胶微孔发泡材料。
32.优选地,所述抗氧剂选自四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯(抗氧剂1010)、2,6-二叔丁基对甲酚(抗氧剂264)、2,2-亚甲基双(4-甲基-6-叔丁基苯酚)(抗氧剂2246)和1,1,3-三(2-甲基-4-羟基-5-叔丁基苯基)丁烷中的至少一种。
[0033]
优选地,所述发泡剂选自n,n-二亚硝基五亚甲基四胺(发泡剂h)、偶氮二甲酰胺(发泡剂ac)和4,4'-氧代双苯磺酰肼(发泡剂obsh)中的至少一种。
[0034]
优选地,所述助发泡剂选自硬脂酸锌、硬脂酸、氧化锌和尿素中的至少一种,发明人发现,特别地选择硬脂酸锌、硬脂酸、氧化锌和尿素中的至少一种作为助发泡剂与本发明所述组合物中的其它组分能够更好的相互配合,从而能够获得性能更好的热塑性硫化橡胶微孔发泡材料。
[0035]
发明人发现,采用本发明的上述组合物,所述组合物中的各个特定含量的组分之间相互配合,能够制备得到热塑性硫化橡胶微孔发泡材料,且制备得到的热塑性硫化橡胶微孔发泡材料具有优异的物理机械性能和老化性能。
[0036]
如前所述,本发明第二方面提供了前述第一方面所述的组合物在制备热塑性硫化橡胶微孔发泡材料中的应用。
[0037]
如前所述,本发明的第三方面提供了一种制备热塑性硫化橡胶微孔发泡材料的方法,该方法包括将前述第一方面所述的组合物中的各组分进行处理,所述处理包括:
[0038]
(1)将组分a中的各组分依次进行混炼和第一造粒,得到混炼料颗粒,所述组分a中含有聚乳酸、防老剂、抗氧剂和天然橡胶;
[0039]
(2)将所述混炼料颗粒与组分b中的各组分进行动态硫化和第二造粒,得到热塑性硫化橡胶粒子,所述组分b中含有硫化剂;
[0040]
(3)将所述热塑性硫化橡胶粒子与组分c中的各组分进行发泡挤出,得到热塑性硫
化橡胶微孔发泡材料,所述组分c中含有发泡剂和助发泡剂。
[0041]
在本发明第二方面所述的方法中,所述组分a中的聚乳酸、防老剂、抗氧剂、天然橡胶的种类和用量,所述组分b中的硫化剂的种类和用量,所述组分c中的发泡剂、助发泡剂的种类和用量与前述第一方面所述的组合物中的所述聚乳酸、所述防老剂、所述抗氧剂、所述天然橡胶、所述硫化剂、所述发泡剂、所述助发泡剂的种类和含量对应相同,本发明在此不再一一详述。
[0042]
优选地,在步骤(1)中,所述混炼的条件包括:转速为60-90rpm,混炼温度为160-220℃。
[0043]
优选地,在步骤(1)中,所述混炼在密炼机中进行。
[0044]
优选地,在步骤(1)中,所述第一造粒在单螺杆挤出机中进行,所述单螺杆挤出机的长径比为10-20:1。
[0045]
优选地,在步骤(1)中,所述第一造粒的条件包括:螺杆转速为50-200rpm,挤出温度为160-220℃。
[0046]
优选地,在步骤(1)中,得到的所述混炼料颗粒的平均粒径为32-60μm。优选地,在步骤(2)中,所述动态硫化在同向啮合双螺杆挤出机中进行,所述同向啮合双螺杆挤出机的长径比为32-60:1。
[0047]
优选地,在步骤(2)中,所述动态硫化的条件包括:螺杆转速为50-200rpm,主喂料速度为30-50rpm,机头温度为170-200℃,螺杆入料段温度为120-170℃,熔融混炼段温度为180-200℃。
[0048]
优选地,在步骤(3)中,所述发泡挤出在同向啮合双螺杆挤出机中进行,所述同向啮合双螺杆挤出机的长径比为32-60:1。
[0049]
优选地,在步骤(3)中,所述发泡挤出的条件包括:螺杆转速为50-200rpm,主喂料速度为30-50rpm,机头温度为170-200℃,螺杆入料段温度为120-170℃,熔融混炼段温度为180-200℃。
[0050]
根据一种特别优选的具体实施方式,制备所述热塑性硫化橡胶微孔发泡材料的方法包括:
[0051]
(1)将聚乳酸、防老剂和抗氧剂加入密炼机中,待聚乳酸熔融后加入天然橡胶,高温熔融进行混炼,获得混炼料,混炼条件包括:转速为60-90rpm,混炼温度为160-220℃;将所述混炼料通过单螺杆挤出机进行第一造粒,得到混炼料颗粒,所述单螺杆挤出机的长径比为10-20:1,所述第一造粒的条件包括:螺杆转速为50-200rpm,挤出温度为160-220℃;
[0052]
(2)将步骤(1)制备得到的混炼料颗粒与硫化剂在同向啮合双螺杆挤出机中进行动态硫化和第二造粒,得到热塑性硫化橡胶粒子,所述同向啮合双螺杆挤出机的长径比为32-40:1;所述动态硫化的条件包括:螺杆转速为50-200rpm,主喂料速度为30-50rpm,机头温度为170-200℃,螺杆入料段温度为120-170℃,熔融混炼段温度为180-200℃;
[0053]
(3)将步骤(2)制得的热塑性硫化橡胶粒子与发泡剂、助发泡剂经高速混合机混合均匀后,加入到同向啮合双螺杆挤出机中进行发泡挤出,采用扁平口模,挤出共混物冷却定型后,得到热塑性硫化橡胶微孔发泡材料,所述同向啮合双螺杆挤出机的长径比为32-40:1,发泡挤出的条件包括:螺杆转速为50-200rpm,主喂料速度为30-50rpm,机头温度为170-200℃,螺杆入料段温度为120-170℃,熔融混炼段温度为180-200℃。
[0054]
如前所述,本发明第四方面提供了由前述第三方面所述的方法制备得到的热塑性硫化橡胶微孔发泡材料。
[0055]
本发明制备得到的热塑性硫化橡胶微孔发泡材料具有优异的物理机械性能和老化性能,能够用于汽车内外饰及轨道交通领域。
[0056]
如前所述,本发明第五方面提供了前述第四方面所述的热塑性硫化橡胶微孔发泡材料作为弹性减震材料的应用。
[0057]
以下将通过实例对本发明进行详细描述。
[0058]
以下实例中,在没有特别说明的情况下,所用原料均为市售品。
[0059]
天然橡胶:购自中联橡胶股份有限公司,牌号为smr cv60;
[0060]
聚乳酸:购自美国natureworks公司,牌号为4032d;
[0061]
防老剂:2,2,4-三甲基-1,2-二氢化喹啉,购自山东爱克森化学有限公司;多烷基亚磷酸锌,购自珠海科茂威新材料有限公司;
[0062]
抗氧剂:抗氧剂1010,购自上海金海雅宝精细化工有限公司;抗氧剂2246,购自安徽威驰化工有限责任公司;抗氧剂264,购自无锡市乾丰化工科技有限公司;
[0063]
硫化剂:过氧化二异丙苯,购自阿克苏诺贝尔中国公司,牌号为硫化剂:过氧化二异丙苯,购自阿克苏诺贝尔中国公司,牌号为bc-ff;双(特丁基过氧化异丙基)苯,购自湖北瑞今化学有限公司;
[0064]
发泡剂:偶氮二甲酰胺,购自陕西化工总厂,工业级;4,4'-氧代双苯磺酰肼,购自sigma-aldrich;
[0065]
助发泡剂:氧化锌,购自北京市平谷双燕化工厂,工业级;硬脂酸锌,购自江西宏远化工有限公司,工业级;尿素,天津市致远化学试剂有限公司,分析纯;水杨酸购自上海阿拉丁生化科技股份有限公司。
[0066]
以下实例中,涉及到的性能是通过以下方法测试得到的:
[0067]
(1)密度:根据标准gb/t 6343-1995测试得到;
[0068]
(2)拉伸强度:根据标准gb/t 6344-2008测试得到;
[0069]
(3)断裂伸长率:根据标准gb/t 6344-2008测试得到;
[0070]
(4)老化后拉伸强度:根据标准gb/t 6344-2008测试得到;
[0071]
(5)老化后断裂伸长率:根据标准gb/t 6344-2008测试得到;
[0072]
(6)压缩永久变形:根据标准gb/t 6669-2008测试得到。
[0073]
以下实例中,在没有特别说明的情况下,每重量份(或每份)代表1g。
[0074]
实施例1
[0075]
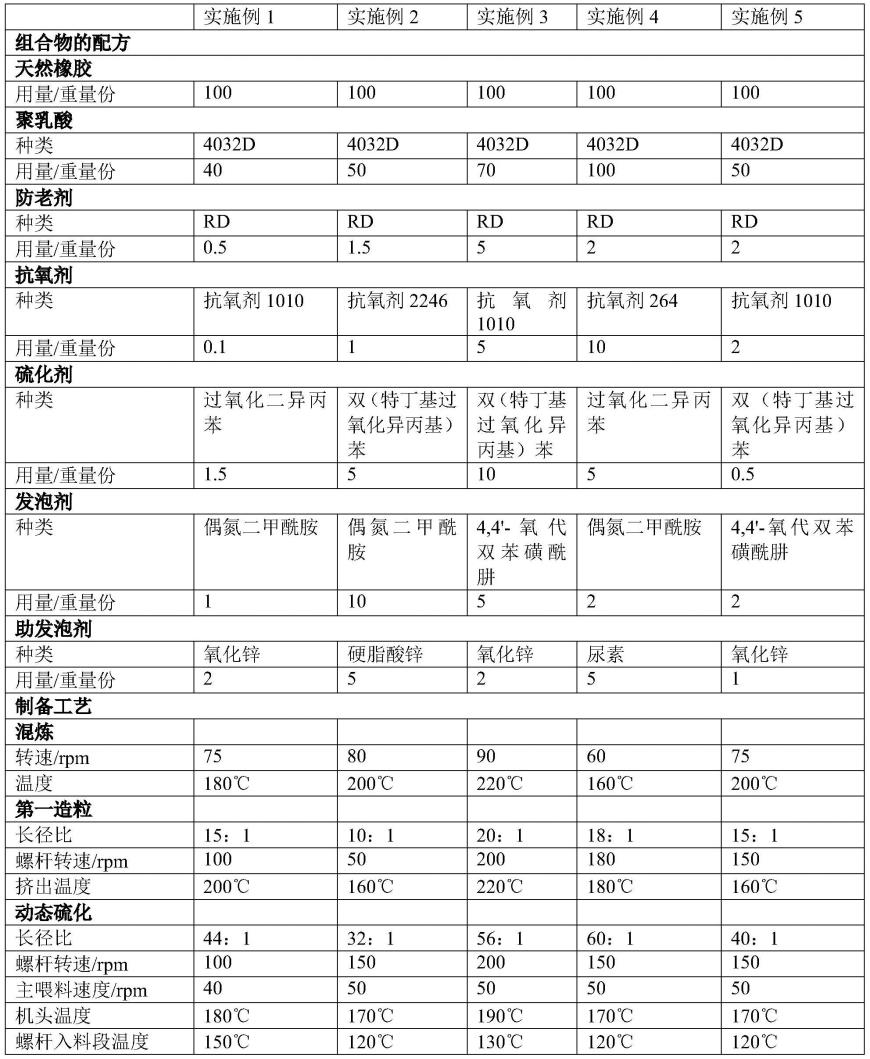
组合物的配方具体见表1;
[0076]
热塑性硫化橡胶微孔发泡材料的制备过程如下:
[0077]
(1)在180℃下将40重量份的聚乳酸、0.5重量份的防老剂(2,2,4-三甲基-1,2-二氢化喹啉)和0.1重量份的抗氧剂1010加入密炼机中,待聚乳酸熔融后加入100重量份天然橡胶,高温熔融进行混炼,获得混炼料,混炼条件包括:转速为75rpm,混炼温度为180℃;将混炼料通过单螺杆挤出机进行第一造粒,得到混炼料颗粒,所述单螺杆挤出机的长径比为15:1,所述第一造粒的条件包括:螺杆转速为100rpm,挤出温度为200℃;
[0078]
(2)将步骤(1)制备得到的混炼料颗粒与1.5重量份的硫化剂(过氧化二异丙苯)在同向啮合双螺杆挤出机中进行动态硫化和第二造粒,得到热塑性硫化橡胶粒子,所述同向
啮合双螺杆挤出机的长径比为44:1;所述动态硫化的条件包括:螺杆转速为100rpm,主喂料速度为40rpm,机头温度为180℃,螺杆入料段温度为150℃,熔融混炼段温度为180℃;
[0079]
(3)将步骤(2)制得的热塑性硫化橡胶粒子与1重量份的发泡剂(偶氮二甲酰胺)、2重量份的助发泡剂(氧化锌)经高速混合机混合均匀后,加入到同向啮合双螺杆挤出机中进行发泡挤出,采用扁平口模,挤出共混物冷却定型后,得到热塑性硫化橡胶微孔发泡材料,所述同向啮合双螺杆挤出机的长径比为44:1,发泡挤出的条件包括:螺杆转速150rpm,主喂料速度为50rpm,机头温度为180℃,螺杆入料段温度为150℃,熔融混炼段温度为180℃。
[0080]
实施例2-5
[0081]
采用与实施例1相似的方法进行,不同的是:所采用的组合物的配方或工艺参数不同,其余均与实例施1相同,制得热塑性硫化橡胶微孔发泡材料,具体参见表1。
[0082]
表1
[0083][0084][0085]
实施例6-9
[0086]
采用与实施例1相似的方法进行,不同的是:所采用的组合物的配方或工艺参数不同,其余均与实例施1相同,制得热塑性硫化橡胶微孔发泡材料,具体参见表1。
[0087]
表1(续1)
[0088][0089][0090]
实施例10-13
[0091]
采用与实施例1相似的方法进行,不同的是:所采用的组合物的配方或工艺参数不同,其余均与实例施1相同,制得热塑性硫化橡胶微孔发泡材料,具体参见表1。
[0092]
表1(续2)
[0093][0094][0095]
对比例1-4
[0096]
采用与实施例1相似的方法进行,不同的是:所采用的组合物的配方或工艺参数不同,其余均与实例施1相同,制得热塑性硫化橡胶微孔发泡材料,具体参见表1。
[0097]
表1(续3)
[0098][0099][0100]
测试例
[0101]
分别测试以上实例制备得到的热塑性硫化橡胶微孔发泡材料的物理机械性能和老化性能,具体结果见表2。
[0102]
表2
[0103][0104]
表2(续1)
[0105][0106]
表2(续2)
[0107][0108]
表2(续3)
[0109][0110][0111]
从上述结果能够看出,采用本发明的组合物能够制备得到热塑性硫化橡胶微孔发泡材料,且制备得到的热塑性硫化橡胶微孔发泡材料具有优异的物理机械性能和耐老化性能。
[0112]
并且本发明提供的组合物中采用生物来源且可生物降解的聚乳酸和生物来源的天然橡胶与其它组分配合,具有重要的环保意义。
[0113]
以上详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技
术构思范围内,可以对本发明的技术方案进行多种简单变型,包括各个技术特征以任何其它的合适方式进行组合,这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。