1.本发明涉及立体手机后盖玻璃技术领域,具体为一种立体手机后盖玻璃及其制备方法。
背景技术:
2.立体手机后盖玻璃就如同是手机的衣服,市场上的立体手机后盖玻璃结合了数码科技与传统印刷的技术,在画质与品质上都有着进一步的飞越,提高立体手机后盖玻璃的美观度,立体手机后盖玻璃在制作时,首先制作盖板的平面模块,然后再制作摄像头模块,最后使用无影胶相互贴附后形成的立体手机后盖板,然而,这样制作立体手机后盖玻璃的工艺复杂,需要人工进行贴合作业,容易出现模块之间贴合位置空隙大的现象,导致立体手机后盖玻璃的结构不完善;人工贴合增加立体手机后盖玻璃的成本,费时费力,降低立体手机后盖玻璃的合格率。
3.本发明技术方案主要是针对立体手机后盖玻璃需要拼接组装,进行技术发明创新,一次成型得到立体玻璃,手机后盖玻璃的加工方式简单,工艺流程减少,方便手机后盖玻璃生产制作。
技术实现要素:
4.本发明的目的在于提供一种立体手机后盖玻璃及其制备方法,以解决上述背景技术中提出的制作立体手机后盖玻璃的工艺复杂,需要人工进行贴合作业,容易出现模块之间贴合位置空隙大的现象,导致立体手机后盖玻璃的结构不完善;人工贴合增加立体手机后盖玻璃的成本,费时费力,降低立体手机后盖玻璃的合格率的问题。
5.为实现上述目的,本发明提供如下技术方案:一种立体手机后盖玻璃,包括后盖玻璃本体,所述后盖玻璃本体的表面开设有摄像口,所述后盖玻璃本体顶端的中部开设有四个第一螺纹孔,四个所述第一螺纹孔之间螺纹连接有支撑机构,所述后盖玻璃本体上开设有位于四个第一螺纹孔两侧的第二螺纹孔,四个所述第二螺纹孔的内部均螺纹连接有防撞件,所述支撑机构包括安装板、第一安装座、支撑柱和真空吸盘,所述安装板一侧的底端固定安装有第一安装座,所述第一安装座的内部通过销轴转动连接有支撑柱,所述支撑柱远离第一安装座的一端与真空吸盘顶端的一侧固定连接,后盖玻璃本体上开设的摄像口便于手机上的摄像头可以无遮拦摄像。
6.优选的,所述安装板上固定安装有位于第一安装座一侧的第二安装座,所述第二安装座的内部通过销轴转动连接有自锁伸缩杆,所述真空吸盘上开设有若干个位于支撑柱一侧的卡槽,工作人员调节自锁伸缩杆的长度和自锁伸缩杆的角度,自锁伸缩杆根据实际需要放入对应的卡槽内,以此达到对安装板角度调节的目的,安装板与后盖玻璃本体平行,所以间接的对后盖玻璃本体的角度进行调整
7.优选的,四个所述防撞件均包括第二螺纹安装柱、限位框、挤压杆、防撞头和复位弹簧,所述第二螺纹安装柱的底端固定安装有限位框,所述限位框的内部固定安装有复位
弹簧,所述复位弹簧远离限位框的一端固定安装有延伸至外界的挤压杆,所述挤压杆远离复位弹簧的一端固定安装有防撞头,当有外力触碰到后盖玻璃本体时,外力首先与防撞头接触,防撞头由橡胶材料支撑,防撞头具有良好的弹性,防撞头发生弹性形变对外力进行缓冲,防撞头同时将外力传递,防撞头通过挤压杆向内挤压复位弹簧,复位弹簧具有弹性,复位弹簧发生弹性形变对挤压力进行缓冲,使得防撞头复位,提高防撞件的防撞性能,对后盖玻璃本体进行防撞保护。
8.优选的,四个所述第二螺纹安装柱分别与四个第二螺纹孔对应设置,第二螺纹安装柱表面的螺纹与第二螺纹孔内壁相互匹配,所以工作人员通过转动第二螺纹安装柱将防撞件安装在后盖玻璃本体上。
9.优选的,所述安装板远离第一安装座一侧的中部转动安装有四个第一螺纹安装柱,四个所述第一螺纹安装柱分别与四个第一螺纹孔对应设置,第一螺纹安装柱表面的螺纹与第一螺纹孔内壁的螺纹相互匹配,所以工作人员通过转动第一螺纹安装柱将支撑机构安装在后盖玻璃本体上。
10.一种立体手机后盖玻璃的制备方法,包括以下步骤:
11.s1、选取玻璃:选取一整块玻璃;
12.s2、第一次选择削磨工具:选择使用直径10mm粗砂磨头;
13.s3、第一次削磨:10mm粗砂磨头对后盖玻璃本体1的平面厚度进行削减;
14.s4、第二次选择削磨工具:选择使用带刀尖的2.5d成型磨头;
15.s5、第二次削磨:2.5d成型磨头对后盖玻璃本体1进行开孔作业
16.s6、扫光:使用摄像孔挡块遮挡后盖玻璃本体1后,进行后盖玻璃本体1扫光作业。
17.优选的,所述s1步骤中的玻璃厚度为1.5mm,后盖玻璃本体1的初始厚度为1.5mm。
18.优选的,所述s3步骤中,10mm粗砂磨头将后盖玻璃本体的平面厚度减至0.8mm,10mm粗砂磨头打磨下0.7mm厚度的玻璃。
19.优选的,所述s5步骤中,带刀尖的2.5d成型磨头对1.5mm厚度的摄像孔区域进行开孔作业,完成后对后盖玻璃本体四周进行2.5d效果的成型作业,2.5d成型磨头先在后盖玻璃本体1上进行开设摄像口2加工,再对后盖玻璃本体的边侧进行削磨调整。
20.与现有技术相比,本发明的有益效果是:
21.1、取代传统的拼接组装,直接选择整块玻璃进行分区域打磨,打磨的厚度不同,实现对后盖玻璃模块的划分,通过更换磨头进行钻孔和修边,生产出一体性效果好的后盖玻璃,该加工方式简单,工艺流程减少,方便生产制作,生产的后盖玻璃合格率高;
22.2、通过设置防撞件,防撞头和复位弹簧均具有弹性,防撞件从后盖玻璃本体的一侧进行防撞保护,延长后盖玻璃的使用寿命;
23.3、通过设置支撑机构,通过自锁伸缩杆、安装座和支撑柱实现对安装板的角度调节,间接的对后盖玻璃进行角度调节。
附图说明
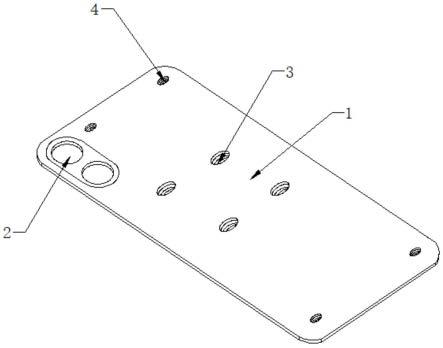
24.图1为本发明后盖玻璃本体的立体图;
25.图2为本发明支撑机构与防撞件在后盖玻璃本体上的安装示意图;
26.图3为本发明支撑机构的剖视图;
27.图4为本发明防撞件的侧视图;
28.图5为本发明防撞件的剖视图;
29.图6为本发明制备的流程图。
30.图中:1、后盖玻璃本体;2、摄像口;3、第一螺纹孔;4、第二螺纹孔;5、防撞件;51、第二螺纹安装柱;52、限位框;53、挤压杆;54、防撞头;55、复位弹簧;6、支撑机构;61、第一螺纹安装柱;62、安装板;63、第二安装座;64、自锁伸缩杆;65、卡槽;66、真空吸盘;67、支撑柱;68、第一安装座。
具体实施方式
31.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.请参阅图1-6,本发明提供了一种立体手机后盖玻璃,包括后盖玻璃本体1,后盖玻璃本体1的表面开设有摄像口2,后盖玻璃本体1顶端的中部开设有四个第一螺纹孔3,四个第一螺纹孔3之间螺纹连接有支撑机构6,后盖玻璃本体1上开设有位于四个第一螺纹孔3两侧的第二螺纹孔4,四个第二螺纹孔4的内部均螺纹连接有防撞件5,支撑机构6包括安装板62、第一安装座68、支撑柱67和真空吸盘66,安装板62一侧的底端固定安装有第一安装座68,第一安装座68的内部通过销轴转动连接有支撑柱67,支撑柱67远离第一安装座68的一端与真空吸盘66顶端的一侧固定连接,后盖玻璃本体1上开设的摄像口2便于手机上的摄像头可以无遮拦摄像。
33.安装板62上固定安装有位于第一安装座68一侧的第二安装座63,第二安装座63的内部通过销轴转动连接有自锁伸缩杆64,真空吸盘66上开设有若干个位于支撑柱67一侧的卡槽65,工作人员调节自锁伸缩杆64的长度和自锁伸缩杆64的角度,自锁伸缩杆64根据实际需要放入对应的卡槽65内,以此达到对安装板62角度调节的目的,安装板62与后盖玻璃本体1平行,所以间接的对后盖玻璃本体1的角度进行调整
34.四个防撞件5均包括第二螺纹安装柱51、限位框52、挤压杆53、防撞头54和复位弹簧55,第二螺纹安装柱51的底端固定安装有限位框52,限位框52的内部固定安装有复位弹簧55,复位弹簧55远离限位框52的一端固定安装有延伸至外界的挤压杆53,挤压杆53远离复位弹簧55的一端固定安装有防撞头54,当有外力触碰到后盖玻璃本体1时,外力首先与防撞头53接触,防撞头54由橡胶材料支撑,防撞头54具有良好的弹性,防撞头54发生弹性形变对外力进行缓冲,防撞头54同时将外力传递,防撞头54通过挤压杆53向内挤压复位弹簧55,复位弹簧55具有弹性,复位弹簧55发生弹性形变对挤压力进行缓冲,使得防撞头54复位,提高防撞件5的防撞性能,对后盖玻璃本体1进行防撞保护。
35.四个第二螺纹安装柱51分别与四个第二螺纹孔4对应设置,第二螺纹安装柱51表面的螺纹与第二螺纹孔4内壁相互匹配,所以工作人员通过转动第二螺纹安装柱51将防撞件5安装在后盖玻璃本体1上。
36.安装板62远离第一安装座68一侧的中部转动安装有四个第一螺纹安装柱61,四个第一螺纹安装柱61分别与四个第一螺纹孔3对应设置,第一螺纹安装柱61表面的螺纹与第
一螺纹孔3内壁的螺纹相互匹配,所以工作人员通过转动第一螺纹安装柱61将支撑机构6安装在后盖玻璃本体1上。
37.一种立体手机后盖玻璃的制备方法,包括以下步骤:
38.s1、选取玻璃:选取一整块玻璃;
39.s2、第一次选择削磨工具:选择使用直径10mm粗砂磨头;
40.s3、第一次削磨:10mm粗砂磨头对后盖玻璃本体1的平面厚度进行削减;
41.s4、第二次选择削磨工具:选择使用带刀尖的2.5d成型磨头;
42.s5、第二次削磨:2.5d成型磨头对后盖玻璃本体1进行开孔作业
43.s6、扫光:使用摄像孔挡块遮挡后盖玻璃本体1后,进行后盖玻璃本体1扫光作业。
44.s1步骤中的玻璃厚度为1.5mm,后盖玻璃本体1的初始厚度为1.5mm。
45.s3步骤中,10mm粗砂磨头将后盖玻璃本体1的平面厚度减至0.8mm,10mm粗砂磨头打磨下0.7mm厚度的玻璃。
46.s5步骤中,带刀尖的2.5d成型磨头对1.5mm厚度的摄像孔区域进行开孔作业,完成后对后盖玻璃本体1四周进行2.5d效果的成型作业,2.5d成型磨头先在后盖玻璃本体1上进行开设摄像口2加工,再对后盖玻璃本体的边侧进行削磨调整。
47.本发明中,工作人员选择1.5mm厚度玻璃,将cnc机台增加喷水量,使用直径10mm粗砂磨头对后盖玻璃本体1进行第一次平面整修磨削,将平面厚度减至0.8mm,后盖玻璃本体1的摄像头区域保持1.5mm厚度不变,一次成型得到立体玻璃;再使用带刀尖的2.5d成型磨头对1.5mm厚度摄像孔区域进行开孔作业,完成后对后盖玻璃本体1四周进行2.5d效果的成型作业,形成初步的玻璃外形轮廓,最后使用摄像孔挡块遮挡后盖玻璃本体1进行玻璃扫光作业,完成后形成最终一体化立体后盖玻璃本体1,第一螺纹安装柱61表面的螺纹与第一螺纹孔3内壁的螺纹相互匹配,所以工作人员通过转动第一螺纹安装柱61将支撑机构6安装在后盖玻璃本体1上,工作人员调节自锁伸缩杆64的长度和自锁伸缩杆64的角度,自锁伸缩杆64根据实际需要放入对应的卡槽65内,以此达到对安装板62角度调节的目的,安装板62与后盖玻璃本体1平行,所以间接的对后盖玻璃本体1的角度进行调整,第二螺纹安装柱51表面的螺纹与第二螺纹孔4内壁相互匹配,所以工作人员通过转动第二螺纹安装柱51将防撞件5安装在后盖玻璃本体1上,当有外力触碰到后盖玻璃本体1时,外力首先与防撞头53接触,防撞头54由橡胶材料支撑,防撞头54具有良好的弹性,防撞头54发生弹性形变对外力进行缓冲,防撞头54同时将外力传递,防撞头54通过挤压杆53向内挤压复位弹簧55,复位弹簧55具有弹性,复位弹簧55发生弹性形变对挤压力进行缓冲,使得防撞头54复位,提高防撞件5的防撞性能,对后盖玻璃本体1进行防撞保护。
48.尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。