1.本技术涉及增材制造技术领域,特别是涉及一种用于粉末床熔融工艺的激光扫描方法、装置、计算机设备和存储介质。
背景技术:
2.选择性激光熔化技术是一种通过控制激光逐层扫描,层层叠加形成三维工件的快速制造技术。其工艺流程如下:首先对工件的三维模型进行切片处理,得到工件每一层的轮廓信息;将粉末状材料均匀地铺洒在工作平台表面上,激光根据系统指令选择性地熔化粉末;一个截面完成后,再铺上一层新材料,继续有选择性地根据三维物体对应的截面信息进行扫描;按照此方法再对下一个截面进行铺粉扫描,最终得到三维工件。该方法的优点在于可用来制造过程柔性程度高、工件力学性能优异和尺寸精度高的金属工件。
3.然而,在选择性激光熔化过程中,激光扫描到的区域热量分布集中,容易因与周围未被激光扫描到的粉末形成大的温度梯度,从而造成翘曲变形、开裂等问题。考虑到构建过程中激光的扫描路径、扫描功率、扫描速度、扫描间距等扫描方法的变化将影响热量的分布和残余应力的分布,进而影响最终的制造效果,因此激光扫描方法的设计一直是该技术中研究的课题。
4.现有技术中,常采用的扫描方式主要可以分为平行线扫描、轮廓等距线扫描、以及二者混合扫描,常见的分区方式有条带式和棋盘式等,但大都未对扫描线顺序进行明确规定;而扫描线顺序会极大地影响局部熔池形貌,从而影响了所打印零件的表面质量和致密性。
技术实现要素:
5.基于此,有必要针对上述技术问题,提供一种用于粉末床熔融工艺的激光扫描方法、装置、计算机设备和存储介质,该方法能有效提升成型零件的表面质量和致密性,抑制局部(尤其是轮廓处)翘曲。
6.为了实现上述目的,本发明提供了一种用于粉末床熔融工艺的激光扫描方法,该方法包括以下步骤:
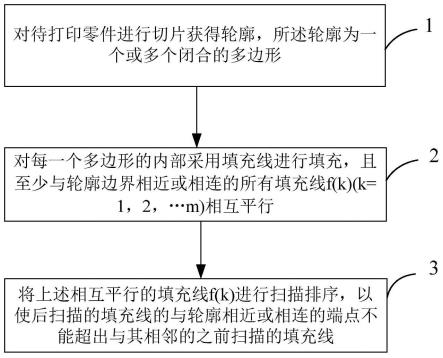
7.对待打印零件进行切片获得轮廓,所述轮廓为一个或多个闭合的多边形;
8.对每一个多边形的内部采用填充线进行填充,且至少与轮廓边界相近或相连的所有填充线f(k)(k=1,2,
…
m)相互平行;
9.将上述相互平行的填充线f(k)进行扫描排序,以使后扫描的填充线的与轮廓相近或相连的一端的端点不能超出与其相邻的之前扫描的填充线。
10.作为本发明的进一步优选方案,将上述相互平行的填充线f(k)进行扫描排序具体包括以下步骤:
11.步骤31、对相互平行的填充线垂直的方向作出方向相反的一对单位矢量,分别定义为
12.步骤32、在多边形的每一条边上任取一点,过该点作一方向与f(k)平行且指向待打印零件内部的单位矢量根据的方向与该条边平行,且≥0求得所述为该条边的单位矢量;
13.步骤33、当填充线f(k)中某一条填充线与多边形的两条边相近或相连,计算这两条边的单位矢量和与的数量积的乘积,如果的数量积的乘积,如果则将该填充线分割成两条或两条以上,得到新的与轮廓相近或相连的n条填充线f
′
(k)(k=1,2,
…
n)(n≥m),且每条填充线均只与多边形的唯一条边相近或相连;
14.步骤34、对于填充线f
′
(k)中的每一条填充线,将与该填充线相近或相连的多边形的唯一条边的单位矢量分别与求数量积,如果则确定该填充线的排序矢量为否则确定该填充线的排序矢量为
15.步骤35、将排序矢量相同且相邻的填充线编为一扫描组,并对同一扫描组内的填充线按其排序矢量的方向进行依次扫描。
16.作为本发明的进一步优选方案,当轮廓包含两个或两个以上扫描组时,两个或两个以上扫描组之间按照或方向进行依次扫描。
17.作为本发明的进一步优选方案,所述与轮廓边界相近或相连的填充线为该填充线的端点与轮廓之间的距离在0.5mm以内。
18.作为本发明的进一步优选方案,所述步骤33中将该填充线分割成两条,且分割点为该填充线的中点位置。
19.本发明还提供了一种用于粉末床熔融工艺的激光扫描装置,所述装置包括:
20.切片模块,用于对待打印零件进行切片获得轮廓,所述轮廓为一个或多个闭合的多边形;
21.填充线控制模块,用于对每一个多边形的内部采用填充线进行填充,且至少与轮廓边界相近或相连的所有填充线f(k)(k=1,2,
…
m)相互平行;以及
22.扫描顺序控制模块,用于将上述相互平行的填充线f(k)进行扫描排序,以使后扫描的填充线的与轮廓相近或相连的一端的端点不能超出与其相邻的之前扫描的填充线。
23.本发明又提供了一种计算机设备,包括存储器和处理器,所述存储器存储有计算机程序,其特征在于,所述处理器执行所述计算机程序时实现上述任一项所述的方法的步骤。
24.本发明又提供了一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现上述任一项所述的方法的步骤。
25.本发明的用于粉末床熔融工艺的激光扫描方法,通过包括:对待打印零件进行切片获得轮廓,所述轮廓为一个或多个闭合的多边形;对每一个多边形的内部采用填充线进行填充,且至少与轮廓边界相近或相连的所有填充线f(k)(k=1,2,
…
m)相互平行;将上述相互平行的填充线f(k)进行扫描排序,以使后扫描的填充线的与轮廓相近或相连的一端的端点不能超出与其相邻的之前扫描的填充线;使得本发明通过控制与轮廓相连或相近的填充线的扫描顺序,能精确控制填充线所形成熔池的形状,尤其是扫描线头尾的熔池形状,使后扫描的填充线形成的熔池能在最大程序上依附于之前扫描形成的熔池一侧,有利于熔池
局部温度梯度控制,进而形成完美的熔池形状;从而能有效提升成型零件的表面质量和致密性,进而抑制局部(尤其是轮廓处)翘曲。
附图说明
26.图1为本发明用于粉末床熔融工艺的激光扫描方法提供的一实施例的方法流程图;
27.图2为本发明用于粉末床熔融工艺的激光扫描方法提供的一实施例的工作图一;
28.图3为本发明用于粉末床熔融工艺的激光扫描方法提供的一实施例的工作图二;
29.图4为本发明用于粉末床熔融工艺的激光扫描方法提供的一实施例的工作图三;
30.图5为本发明用于粉末床熔融工艺的激光扫描方法提供的一实施例的工作图四;
31.图6为本发明用于粉末床熔融工艺的激光扫描方法提供的一实施例的工作图五;
32.图7为本发明用于粉末床熔融工艺的激光扫描方法提供的一实施例的工作图六;
33.图8为本发明用于粉末床熔融工艺的激光扫描方法提供的一实施例的另一工作状态图。
具体实施方式
34.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
35.现有技术的扫描方式未对扫描线的顺序进行限定,因此常常导致局部熔池形貌,从而影响所打印零件的表面质量和致密性。本技术的发明人通过创造性劳动发现:如果能够对待打印零件的每层切片内部的填充线进行排序,即控制末端(包括头、尾)与轮廓相近或相连的填充线,后扫描的线的扫描线末端不能超出与其相邻的之前扫描线,即可以精确控制填充线所形成熔池的形状,尤其是扫描线头尾的熔池形状,使后扫描的填充线形成的熔池能在最大程序上依附于之前扫描形成的熔池一侧,有利于熔池局部温度梯度控制,进而形成完美的熔池形状;从而能有效提升成型零件的表面质量和致密性,抑制局部(尤其是轮廓处)翘曲。
36.如图1所示,本发明提供的用于粉末床熔融工艺的激光扫描方法,该方法包括以下步骤:
37.步骤1、对待打印零件进行切片获得轮廓,所述轮廓为一个或多个闭合的多边形,如图2所示;
38.步骤2、对每一个多边形的内部采用填充线进行填充,且至少与轮廓边界相近或相连的所有填充线f(k)(k=1,2,
…
m)相互平行,如图3所示;其中,所述与轮廓边界相近或相连的填充线为该填充线的端点与轮廓之间的距离在0.5mm以内。在此需说明的是,该步骤中至少与轮廓边界相近或相连的所有填充线f(k)(k=1,2,
…
m)相互平行的具体含义是:一、靠近轮廓的所有填充线的端点或者直接与轮廓相连,或者与轮廓的距离小于或等于0.5mm;二、每个多边形的内部中心(也就是远离轮廓的中心区域)的填充线可以不与靠近轮廓的填充线平行,如图3所示,当然,也可以设置多边形内的所有填充线相互平行;三、对于靠近轮廓的相互平行的填充线的长度在本技术中不做具体限定,其可以根据多边形的面积等其它
参数要求设定。
39.步骤3、将上述相互平行的填充线f(k)进行扫描排序,以使后扫描的填充线的与轮廓相近或相连的一端的端点不能超出与其相邻的之前扫描的填充线。如图8所示,其中,图8中a1和a2为一组相邻的填充线,b1和b2为另一组相邻的填充线,通过本技术方案的执行,合理地控制了相互平行的填充线f(k)进行扫描排序,从而使得后扫描的填充线a2的与轮廓相连的端点不超出之前扫描的填充线a1,也就是从填充线a2的与轮廓相连的端点向填充线a1作垂线,其垂足位于填充线a1之内;同理,后扫描的填充线b2的与轮廓相连的端点不超出之前扫描的填充线b1,也就是从填充线b2的与轮廓相连的端点向填充线b1作垂线,其垂足位于填充线b1之内。
40.在此需说明的是,本发明的创新是对于轮廓内的填充线进行扫描顺序排序,而对轮廓的扫描顺序不做限定,因此其可以采用现有技术任一方式进行扫描,在此不做具体阐述。
41.作为本发明的一优选实施例,将上述相互平行的填充线f(k)进行扫描排序具体包括以下步骤:
42.步骤31、对相互平行的填充线垂直的方向作出方向相反的一对单位矢量,分别定义为如图3所示;在此需说明的是,图3中虽然仅示出一个多边形的填充线布局,但需要说明的是,其它多边形的填充线设置可以参照该方案进行分别设置,当然,不同多边形的填充线方向可以相同,也可以不相同;
43.步骤32、在多边形的每一条边上任取一点,过该点作一方向与f(k)平行且指向待打印零件内部的单位矢量根据的方向与该条边平行,且的方向与该条边平行,且求得所述为该条边的单位矢量;也就是说,通过使得满足条件:其方向与轮廓分段i平行,且即与的夹角不超过90度,以得到如图4所示;
44.步骤33、当填充线f(k)中某一条填充线与多边形的两条边相近或相连,计算这两条边的单位矢量和与的数量积的乘积,如果的数量积的乘积,如果则将该填充线分割成两条或两条以上,得到新的与轮廓相近或相连的n条填充线f
′
(k)(k=1,2,
…
n)(n≥m),且每条填充线均只与多边形的唯一条边相近或相连,如图5所示;优选地,可将填充线分割成两条,且分割点为该填充线的中点位置,这样可便于处理,当然,在具体实施中,部分填充线可以分割为两条,部分填充线还可以分割为多条,例如,三条等,在此不做限制。
45.步骤34、对于填充线f
′
(k)中的每一条填充线,将与该填充线相近或相连的多边形的唯一条边的单位矢量分别与求数量积,如果则确定该填充线的排序矢量为否则确定该填充线的排序矢量为如图6所示;
46.步骤35、将排序矢量相同且相邻的填充线编为一扫描组,并对同一扫描组内的填充线按其排序矢量的方向进行依次扫描。如图7所示,该多边形内的填充线可为分四个扫描组,且每个扫描组的填充线的扫描顺序如图7所示。
47.作为本发明的进一步优选方案,当轮廓包含两个或两个以上扫描组时,两个或两
个以上扫描组之间按照或方向进行依次扫描。当然,在具体实施中,各个扫描组之间也可以采用其它扫描顺序,在本技术中不做限定。
48.本发明还提供了一种用于粉末床熔融工艺的激光扫描装置,所述装置包括:
49.切片模块,用于对待打印零件进行切片获得轮廓,所述轮廓为一个或多个闭合的多边形;
50.填充线控制模块,用于对每一个多边形的内部采用填充线进行填充,且至少与轮廓边界相近或相连的所有填充线f(k)(k=1,2,
…
m)相互平行;以及
51.扫描顺序控制模块,用于将上述相互平行的填充线f(k)进行扫描排序,以使后扫描的填充线的与轮廓相近或相连的一端的端点不能超出与其相邻的之前扫描的填充线。
52.本发明又提供了一种计算机设备,包括存储器和处理器,所述存储器存储有计算机程序,其特征在于,所述处理器执行所述计算机程序时实现上述任一实施例所述的方法的步骤。
53.本发明又提供了一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现上述任一实施例所述的方法的步骤。
54.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。以上所述实施例仅表达了本技术的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。因此,本技术专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。