医用多孔ti-mn-cu合金及其制备方法
技术领域
1.本发明涉及一种医用多孔ti-mn-cu合金及其制备方法,属于医用材料技术领域。
背景技术:
2.钛合金具有良好的生物相容性、高比强度、与人体体液接触时具有良好的耐腐蚀性等优点,在临床上常用作骨修复材料或骨替换材料。尽管如此,钛合金存在的一些问题会引起临床失效风险,如钛合金的弹性模量高于骨组织产生的“应力屏蔽”效应会导致骨吸收;一些当前在临床上使用的医用钛合金如ti-6al-4v、ti-5al-2.5fe等含有细胞毒性的合金化元素如al、v等;此外,这些钛合金缺乏抗菌性,在植入手术中和恢复早期无法预防细菌感染。因此,急需开发无毒、弹性模量与骨组织相匹配且具有抗菌性的医用钛合金。
3.目前研究人员主要采用添加无毒的nb、ta、mo、zr等合金元素研制出β或近β型钛合金来缓解“应力屏蔽”效应和避免合金元素的细胞毒性问题,这类新型的医用钛合金没有细胞毒性,并且弹性模量极大的降低。然而,它们的弹性模量还是比骨组织高,“应力屏蔽”效应仍然存在。再者,加入的合金元素大多是高熔点的难熔金属,使得钛合金制备困难,并且这些钛合金中含有大量昂贵且来源有限的合金元素,使得制备出的医用钛合金成本偏高。此外,这些医用钛合金抗菌性缺乏。目前对钛合金进行表面改性或在其表面制备涂层获得的抗菌表面存在因摩擦、磨损等原因造成抗菌性消失等风险。
技术实现要素:
4.本发明的第一个目的是提供一种医用多孔ti-mn-cu合金。
5.为达到本发明的上述第一个目的,所述医用多孔ti-mn-cu合金由下述质量百分比的组分构成:锰1~15wt%,铜1~15wt%,钛70~98wt%,所述医用多孔ti-mn-cu合金的孔隙率25~70%,所述多孔包括大孔和微孔,所述大孔的平均孔径100~600μm,所述微孔位于大孔的孔壁上,所述微孔孔径1~99μm。
6.在一种具体实施方式中,所述医用多孔ti-mn-cu合金由下述质量百分比的组分构成:锰3~10wt%,铜3~10wt%,钛80~94wt%。
7.在一种具体实施方式中,所述医用多孔ti-mn-cu合金的弹性模量为1.1gpa~11.8gpa,抗压强度为26mpa~760mpa;优选弹性模量为1.5gpa~11.8gpa,抗压强度为42mpa~760mpa。
8.在一种具体实施方式中,所述医用多孔ti-mn-cu合金的制备方法包括:
9.a称取粒度300目以下的钛粉、锰粉和铜粉,混合均匀,干燥,得到ti-mn-cu混合粉末;
10.b将a步骤的ti-mn-cu混合粉末与碳酸氢铵颗粒、粘结剂混合得到混合物,碳酸氢铵颗粒与ti-mn-cu混合粉末的质量比为20~60:80~40;优选a步骤的ti-mn-cu混合粉末与碳酸氢铵颗粒先混合,然后再与粘结剂混合得到混合物;
11.c将b步骤得到的混合物压制成型得到压坯,将压坯干燥;
12.d将c步骤干燥后的压坯进行真空烧结,冷却后得到医用多孔ti-mn-cu合金。
13.在一种具体实施方式中,a步骤所述混合在球磨机上进行,无水乙醇为球磨介质,液固比为1~3ml/g粉体;所用磨球优选为不锈钢球或硬质合金球,球料比为5~10:1,转速为100~300转/分,球磨时间为1~8h;a步骤所述干燥的温度为40~80℃,干燥的时间为6~12h,优选为10h。
14.在一种具体实施方式中,b步骤所述碳酸氢铵颗粒的粒径为100~600μm,优选为300~600μm;所述粘结剂优选为聚乙烯醇溶液,质量浓度为2~10%,每克混合粉末用量为0.01~0.5ml;b步骤所述混合优选为手动混合,混合时间为5~10min。
15.在一种具体实施方式中,c步骤所述的压制为100~300mpa保压1~5min得到压坯;所述压坯干燥的温度为40~80℃,干燥的时间为6~12h。
16.在一种具体实施方式中,d步骤所述的真空烧结为三段升温和保温烧结:在10-1
~10-3
pa的真空条件下,第一段以3~10℃/min升温至150~300℃,保温1~3h;第二段以3~10℃/min升温至700~800℃,保温10~60min,第三段以3~5℃/min升温至850~1050℃,保温1~3h。
17.本发明的第二个目的是提供一种上述医用多孔ti-mn-cu合金的制备方法。
18.为达到本发明的第二个目的,所述的医用多孔ti-mn-cu合金的制备方法包括:
19.a称取粒度300目以下的钛粉、锰粉和铜粉,混合均匀,干燥,得到ti-mn-cu混合粉末;
20.b将a步骤的ti-mn-cu混合粉末与碳酸氢铵颗粒、粘结剂混合得到混合物,碳酸氢铵颗粒与ti-mn-cu混合粉末的质量比为20~60:80~40;优选a步骤的ti-mn-cu混合粉末与碳酸氢铵颗粒先混合,然后再与粘结剂混合得到混合物;
21.c将b步骤得到的混合物压制成型得到压坯,将压坯干燥;
22.d将c步骤干燥后的压坯进行真空烧结,冷却后得到医用多孔ti-mn-cu合金。
23.在一种具体实施方式中,a步骤所述混合在球磨机上进行,无水乙醇为球磨介质,液固比为1~3ml/g粉体;所用磨球优选为不锈钢球或硬质合金球,球料比为5~10:1,转速为100~300转/分,球磨时间为1~8h;a步骤所述干燥的温度为40~80℃,干燥的时间为6~12h,优选为10h;
24.b步骤所述碳酸氢铵颗粒的粒径为100~600μm,优选为300~600μm;所述粘结剂优选为聚乙烯醇溶液,质量浓度为2~10%,每克混合粉末用量为0.01~0.5ml;b步骤所述混合优选为手动混合,混合时间为5~10min;
25.c步骤所述的压制为100~300mpa保压1~5min得到压坯;所述压坯干燥的温度为40~80℃,干燥的时间为6~12h;
26.d步骤所述的真空烧结为三段升温和保温烧结:在10-1
~10-3
pa的真空条件下,第一段以3~10℃/min升温至150~300℃,保温1~3h;第二段以3~10℃/min升温至700~800℃,保温10~60min,第三段以3~5℃/min升温至850~1050℃,保温1~3h。
27.有益效果:
28.本发明的医用多孔ti-mn-cu合金具有生物相容性好、弹性模量可调到与骨组织匹配、制备容易、成本低、具有抗菌性等优点,可用作骨缺损修复材料。具体表现在:
29.(1)本发明选用人体必需的微量元素锰和铜作为合金化元素,避免了合金元素的
毒性问题,制备出的医用多孔ti-mn-cu合金具有良好的生物相容性;
30.(2)本发明的医用多孔ti-mn-cu合金的力学性能可调节到与骨组织匹配,能减轻或消除“应力屏蔽”效应,使其使用寿命增加;
31.(3)本发明的医用多孔ti-mn-cu合金孔隙率在25~70%可调,其大孔孔径主要分布在100~600μm,适合新生骨组织长入孔隙,使二者形成稳定固定;大孔孔壁上1~99μm的微孔可促进细胞粘附、增殖和分化;
32.(4)本发明选用的合金元素锰(熔点:1244℃)和铜(熔点:1083℃)熔点相对较低,制备医用多孔ti-mn-cu合金较为容易;合金元素锰和铜来源广泛,使得本发明的医用多孔ti-mn-cu合金成本低廉;
33.(5)本发明的医用多孔ti-mn-cu合金含有抗菌性的铜,使得整个医用多孔ti-mn-cu合金具有抗菌性,可避免手术中和手术早期因植入材料引起的感染。同时解决了当前钛合金经后续处理获得的抗菌表面因某些原因使抗菌性消失的问题。
附图说明
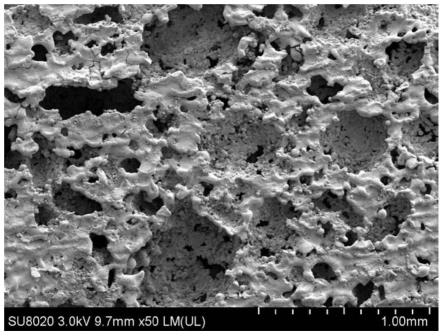
34.图1为实施例1医用多孔ti-5mn-3cu合金扫描电镜图;
35.图2实施例2医用多孔ti-5mn-5cu合金扫描电镜图。
具体实施方式
36.为达到本发明的上述第一个目的,所述医用多孔ti-mn-cu合金由下述质量百分比的组分构成:锰1~15wt%,铜1~15wt%,钛70~98wt%,所述医用多孔ti-mn-cu合金的孔隙率25~70%,所述多孔包括大孔和微孔,所述大孔的平均孔径100~600μm,所述微孔位于大孔的孔壁上,所述微孔孔径1~99μm。
37.在一种具体实施方式中,所述医用多孔ti-mn-cu合金由下述质量百分比的组分构成:锰3~10wt%,铜3~10wt%,钛80~94wt%。
38.在一种具体实施方式中,所述医用多孔ti-mn-cu合金的弹性模量为1.1gpa~11.8gpa,抗压强度为26mpa~760mpa;优选弹性模量为1.5gpa~11.8gpa,抗压强度为42mpa~760mpa。
39.在一种具体实施方式中,所述医用多孔ti-mn-cu合金的制备方法包括:
40.a称取粒度300目以下的钛粉、锰粉和铜粉,混合均匀,干燥,得到ti-mn-cu混合粉末;
41.b将a步骤的ti-mn-cu混合粉末与碳酸氢铵颗粒、粘结剂混合得到混合物,碳酸氢铵颗粒与ti-mn-cu混合粉末的质量比为20~60:80~40;优选a步骤的ti-mn-cu混合粉末与碳酸氢铵颗粒先混合,然后再与粘结剂混合得到混合物;
42.c将b步骤得到的混合物压制成型得到压坯,将压坯干燥;
43.d将c步骤干燥后的压坯进行真空烧结,冷却后得到医用多孔ti-mn-cu合金。
44.在一种具体实施方式中,a步骤所述混合在球磨机上进行,无水乙醇为球磨介质,液固比为1~3ml/g粉体;所用磨球优选为不锈钢球或硬质合金球,球料比为5~10:1,转速为100~300转/分,球磨时间为1~8h;a步骤所述干燥的温度为40~80℃,干燥的时间为6~12h,优选为10h。
45.在一种具体实施方式中,b步骤所述碳酸氢铵颗粒的粒径为100~600μm,优选为300~600μm;所述粘结剂优选为聚乙烯醇溶液,质量浓度为2~10%,每克混合粉末用量为0.01~0.5ml;b步骤所述混合优选为手动混合,混合时间为5~10min。
46.在一种具体实施方式中,c步骤所述的压制为100~300mpa保压1~5min得到压坯;所述压坯干燥的温度为40~80℃,干燥的时间为6~12h。
47.在一种具体实施方式中,d步骤所述的真空烧结为三段升温和保温烧结:在10-1
~10-3
pa的真空条件下,第一段以3~10℃/min升温至150~300℃,保温1~3h;第二段以3~10℃/min升温至700~800℃,保温10~60min,第三段以3~5℃/min升温至850~1050℃,保温1~3h。
48.为达到本发明的第二个目的,所述的医用多孔ti-mn-cu合金的制备方法包括:
49.a称取粒度300目以下的钛粉、锰粉和铜粉,混合均匀,干燥,得到ti-mn-cu混合粉末;
50.b将a步骤的ti-mn-cu混合粉末与碳酸氢铵颗粒、粘结剂混合得到混合物,碳酸氢铵颗粒与ti-mn-cu混合粉末的质量比为20~60:80~40;优选a步骤的ti-mn-cu混合粉末与碳酸氢铵颗粒先混合,然后再与粘结剂混合得到混合物;
51.c将b步骤得到的混合物压制成型得到压坯,将压坯干燥;
52.d将c步骤干燥后的压坯进行真空烧结,冷却后得到医用多孔ti-mn-cu合金。
53.在一种具体实施方式中,a步骤所述混合在球磨机上进行,无水乙醇为球磨介质,液固比为1~3ml/g粉体;所用磨球优选为不锈钢球或硬质合金球,球料比为5~10:1,转速为100~300转/分,球磨时间为1~8h;a步骤所述干燥的温度为40~80℃,干燥的时间为6~12h,优选为10h;
54.b步骤所述碳酸氢铵颗粒的粒径为100~600μm,优选为300~600μm;所述粘结剂优选为聚乙烯醇溶液,质量浓度为2~10%,每克混合粉末用量为0.01~0.5ml;b步骤所述混合优选为手动混合,混合时间为5~10min;
55.c步骤所述的压制为100~300mpa保压1~5min得到压坯;所述压坯干燥的温度为40~80℃,干燥的时间为6~12h;
56.d步骤所述的真空烧结为三段升温和保温烧结:在10-1
~10-3
pa的真空条件下,第一段以3~10℃/min升温至150~300℃,保温1~3h;第二段以3~10℃/min升温至700~800℃,保温10~60min,第三段以3~5℃/min升温至850~1050℃,保温1~3h。
57.下面结合实施例对本发明的具体实施方式做进一步的描述,并不因此将本发明限制在所述的实施例范围之中。
58.实施例1
59.称取2.5g粒度为-400目的锰粉,1.5g粒度为-400目的铜粉及46g粒度为-325目的钛粉,按液固比1.2ml:1g加入无水乙醇,球料比10:1在行星球磨机上以300转/分球磨混料2h,在60℃干燥10h,得到ti-mn-cu混合粉末。称取4g混合粉末,加入4g碳酸氢铵颗粒,混合均匀后,按0.01ml/g粉体加入浓度为5wt%聚乙烯醇溶液,再次混合均匀;将混合物装入成型模具中,在165mpa压力下压制3min得到压坯。将压坯置于石墨坩埚在60℃干燥10小时,然后进行真空烧结。整个烧结在10-1
~10-3
pa真空度下进行,先以5℃/min升温至200℃保温2h,再以5℃/min升温至800℃保温0.5h,最后以3℃/min升温至1000℃保温2h,冷却至室温,
即得到医用多孔ti-5mn-3cu合金。该医用多孔ti-mn-cu合金孔隙率为62.49%,弹性模量为2.93gpa,抗压强度为97.67mpa。
60.实施例2
61.称取2.5g粒度为-400目的锰粉,2.5g粒度为-400目的铜粉及45g粒度为-325目的钛粉,按液固比1.2ml:1g加入无水乙醇,球料比10:1在行星球磨机上以300转/分球磨混料2h,在60℃干燥10h,得到ti-mn-cu混合粉末。称取4g混合粉末,加入4g碳酸氢铵颗粒,混合均匀后,按0.01ml/g粉体加入浓度为5wt%聚乙烯醇溶液,再次混合均匀;将混合物装入成型模具中,在165mpa压力下压制3min得到压坯。将压坯置于石墨坩埚在60℃干燥10小时,然后进行真空烧结。整个烧结在10-1
~10-3
pa真空度下进行,先以5℃/min升温至200℃保温2h,再以5℃/min升温至800℃保温0.5h,最后以3℃/min升温至1000℃保温2h,冷却至室温,即得到医用多孔ti-5mn-5cu合金。该医用多孔ti-mn-cu合金孔隙率为60.71%,弹性模量为3.02gpa,抗压强度为117.75mpa。
62.实施例3
63.称取2.5g粒度为-400目的锰粉,5g粒度为-400目的铜粉及42.5g粒度为-325目的钛粉,按液固比1.2ml:1g加入无水乙醇,球料比10:1在行星球磨机上以300转/分球磨混料2h,在60℃干燥10h,得到ti-mn-cu混合粉末。称取4g混合粉末,加入4g碳酸氢铵颗粒,混合均匀后,按0.01ml/g粉体加入浓度为5wt%聚乙烯醇溶液,再次混合均匀;将混合物装入成型模具中,在165mpa压力下压制3min得到压坯。将压坯置于石墨坩埚在60℃干燥10小时,然后进行真空烧结。整个烧结在10-1
~10-3
pa真空度下进行,先以5℃/min升温至200℃保温2h,再以5℃/min升温至800℃保温0.5h,最后以3℃/min升温至1000℃保温2h,冷却至室温,即得到医用多孔ti-5mn-10cu合金。该医用多孔ti-mn-cu合金孔隙率为58.16%,弹性模量为3.55gpa,抗压强度为124.28mpa。
64.实施例4
65.称取5g粒度为-400目的锰粉,2.5g粒度为-400目的铜粉及42.5g粒度为-325目的钛粉,按液固比1.2ml:1g加入无水乙醇,球料比10:1在行星球磨机上以300转/分球磨混料2h,在60℃干燥10h,得到ti-mn-cu混合粉末。称取4g混合粉末,加入4g碳酸氢铵颗粒,混合均匀后,按0.01ml/g粉体加入浓度为5wt%聚乙烯醇溶液,再次混合均匀;将混合物装入成型模具中,在165mpa压力下压制3min得到压坯。将压坯置于石墨坩埚在60℃干燥10小时,然后进行真空烧结。整个烧结在10-1
~10-3
pa真空度下进行,先以5℃/min升温至200℃保温2h,再以5℃/min升温至800℃保温0.5h,最后以3℃/min升温至1000℃保温2h,冷却至室温,即得到医用多孔ti-10mn-5cu合金。该医用多孔ti-mn-cu合金孔隙率为60.13%,弹性模量为3.36gpa,抗压强度为118.77mpa。
66.实施例5
67.称取1.5g粒度为-400目的锰粉,1.5g粒度为-400目的铜粉及47g粒度为-325目的钛粉,按液固比1.2ml:1g加入无水乙醇,球料比10:1在行星球磨机上以300转/分球磨混料2h,在60℃干燥10h,得到ti-mn-cu混合粉末。称取8g混合粉末,加入2g碳酸氢铵颗粒,混合均匀后,按0.01ml/g粉体加入浓度为5wt%聚乙烯醇溶液,再次混合均匀;将混合物装入成型模具中,在165mpa压力下压制3min得到压坯。将压坯置于石墨坩埚在60℃干燥10小时,然后进行真空烧结。整个烧结在10-1
~10-3
pa真空度下进行,先以5℃/min升温至200℃保温
2h,再以5℃/min升温至800℃保温0.5h,最后以3℃/min升温至1000℃保温2h,冷却至室温,即得到医用多孔ti-3mn-3cu合金。该医用多孔ti-mn-cu合金孔隙率为32.25%,弹性模量为10.28gpa,抗压强度为580.36mpa。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。