一种采用铬钼合金生产屈服300mpa级钢板的生产方法
技术领域
1.本发明属于压力容器钢板生产技术领域,具体涉及一种采用铬钼合金生产屈服300mpa级钢板的生产方法。
背景技术:
2.随着社会的发展,对钢板生产的强度和塑性具有更高的综合指标,从而适应中低温压力容器的生产,以保证中低温压力容器的安全使用,但是现有的300mpa级钢板的生产方法不能增加钢板的抗氧化性和耐热性,导致钢板的回火稳定性差,容易造成钢板由于回火而引起脆性,影响钢板的强度,基于此,本发明提供一种铬钼合金生产屈服300mpa级钢板的生产方法。
技术实现要素:
3.本发明的目的在于提供一种采用铬钼合金生产屈服300mpa级钢板的生产方法,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:一种采用铬钼合金生产屈服300mpa级钢板,所述钢板的化学成分及其质量百分比为:c:0.15~0.18%,si:0.20~0.40%,mn:0.50~0.70%,p≤0.020%,s≤0.010%,alt≤0.050%,n≤0.0080%,ni≤0.30%,cr:0.90~1.20%,mo:0.45~0.60%,其余为fe元素及不可避免元素。
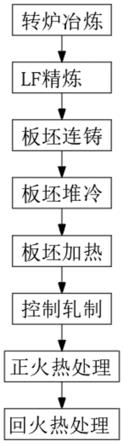
5.一种采用铬钼合金生产屈服300mpa级钢板的生产方法,包括以下步骤:
6.步骤一、转炉冶炼,控制出钢所含c≥0.06%,p≤0.015%;
7.步骤二、lf精炼,白渣保持时间≥15min,控制钢中所含s≤0.010%;
8.步骤三、板坯连铸,采用步骤二中得到的钢铁,铸造板坯,板坯厚度为150mm;
9.步骤四、板坯堆冷,板坯堆冷时间≥24h;
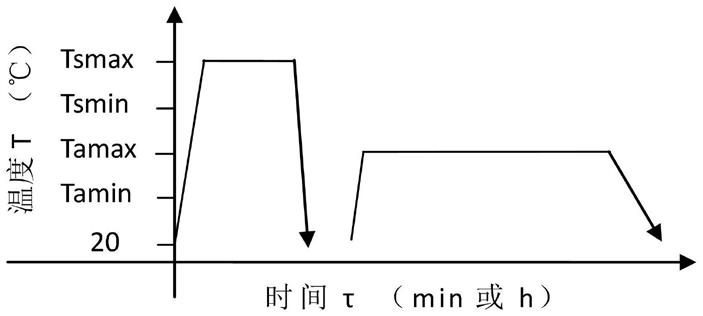
10.步骤五、板坯加热,温度控制在1150~1280℃;
11.步骤六、控制轧制,采用两阶段控制轧制;
12.步骤七、正火热处理,正火温度880~920℃;
13.步骤八、回火热处理,回火温度650~700℃,最终制得钢板成品。
14.步骤二中,全程保护浇铸,浇注温度按液相线温度 10~ 25℃控制。
15.步骤五中,采用步进梁式加热炉进行加热。
16.步骤六中,所述两阶段控制轧制,分为第一阶段控制轧制和第二阶段控制轧制,其中,
17.第一阶段控制轧制为:再结晶区轧制,温度区间为980~1120℃;
18.第二阶段:未再结晶区轧制温度区间:开轧温度为840~960℃,终轧温度760~880℃。
19.所述再结晶区轧制的道次压下率≥15%,所述未再结晶区轧制总压下率≥50%。
20.步骤七中,所述正火热处理保温时间为1.4~1.7min/mm,并使板坯空冷至室温。
21.步骤八中,回火热处理保温时间为2.8~3.2min/mm,并使板坯空冷至室温。
22.与现有技术相比,本发明的有益效果是:
23.(1)本发明采用微合金化技术,通过控制轧制、正火热处理和回火热处理,制造出6~50mm屈服300mpa级中高温压力容器用钢板的屈服强度≥300mpa,抗拉强度≥450mpa,断后伸长率≥20%,钢板横向20℃冲击≥100j,钢板横向0℃冲击≥100j。
24.(2)本发明能够有效的增加了钢板的抗氧化性能和耐热性能,大大的提高了钢板的回火稳定性,从而抑制钢板由于回火而引起的脆性,可实现增加钢板的强度,便于钢板的生产使用。
25.(3)本发明能够保证钢板的延伸率和冲击韧性,有效的增加了钢板的屈服强度和抗拉强度。
附图说明
26.图1为本发明的工序流程图;
27.图2为本发明实施例1所提供的采用铬钼合金生产屈服300mpa级钢板的显微组织图;
28.图3为本发明实施例2所提供的采用铬钼合金生产屈服300mpa级钢板的显微组织图;
29.图4为本发明实施例3所提供的采用铬钼合金生产屈服300mpa级钢板的显微组织图。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.本发明的原理及化学元素用量控制机理如下:
32.c:其是提高钢材强度的主要元素之一,随着碳含量的增加,钢的屈服强度和抗拉强度均会提高,但是,随着碳含量增加,钢材的延伸率和冲击韧性下降,而且,焊接c含量较高的钢材时,在焊接热影响区还会出现淬硬现象,这将加剧焊接时产生冷裂的倾向,因此采用0.15~0.18%的碳含量;
33.si:其对提高钢的强度有帮助,主要作用是起镇静作用;
34.mn:其是固溶强化元素,对提高钢板的强度有利;
35.p:其使钢具有冷脆倾向,含量应尽量低;
36.s:其使钢具有热裂倾向,含量应尽量低;
37.n:其使钢具有热裂倾向,含量应尽量低;
38.al:主要用来脱氧和细化晶粒;
39.cr:起固溶强化作用,能增进钢的抗氧化性和耐热性;
40.mo:具有较强的碳化物形成能力能显著提高钢的再结晶温度,提高回火稳定性,抑制合金钢由于回火而引起的脆性。
41.实施例1:
42.一种采用铬钼合金生产屈服300mpa级钢板的生产方法,钢板的化学成分及其质量百分比见表1,且钢板生产方法的工艺步骤包括:
43.转炉冶炼:控制出钢c≥0.06%,p≤0.015%;避免出钢过程下渣;
44.lf精炼:白渣保持时间15min以上,控制s≤0.010%;
45.板坯连铸:铸坯厚度为150mm,全程保护浇铸,浇注温度按液相线温度 10~ 25℃控制;
46.板坯堆冷:板坯堆冷不小于24小时;
47.板坯加热:采用步进梁式加热炉,温度控制在1150~1280℃;
48.控制轧制:采用两阶段控制轧制,第一阶段:再结晶区轧制温度区间:980~1120℃,再结晶区轧制道次压下率≥15%;第二阶段:未再结晶区轧制温度区间:开轧温度为840~960℃,未再结晶区轧制总压下率≥50%,终轧温度760~880℃;
49.正火热处理:正火温度880~920℃,保温时间1.4~1.7min/mm,空冷至室温;
50.回火热处理:回火温度650~700℃,保温时间2.8~3.2min/mm,空冷至室温。
51.本实施例中,钢板的金相组织为铁素体和珠光体。
52.本实施例中,采用铬钼合金生产屈服300mpa级钢板的显微组织图如图2所示,性能指标见表2。
53.表1实施例1钢板成分(wt%)
54.csimnpsalcrmoncev0.1510.250.620.0140.0060.031.070.4660.00490.57
55.表1
56.注:cev为碳当量,计算公式为:cev:c mn/6 (cr mo v)/5 (ni cu)/15。
57.表2实施例1热处理工艺及性能指标
[0058][0059]
表2
[0060]
实施例2:
[0061]
一种采用铬钼合金生产屈服300mpa级钢板的生产方法,钢板的化学成分及其质量百分比见表3,且钢板生产方法的工艺步骤包括:
[0062]
转炉冶炼:控制出钢c≥0.06%,p≤0.015%;避免出钢过程下渣;
[0063]
lf精炼:白渣保持时间15min以上,控制s≤0.010%;
[0064]
板坯连铸:铸坯厚度为150mm,全程保护浇铸,浇注温度按液相线温度 10~ 25℃控制;
[0065]
板坯堆冷:板坯堆冷不小于24小时;
[0066]
板坯加热:采用步进梁式加热炉,温度控制在1150~1280℃;
[0067]
控制轧制:采用两阶段控制轧制,第一阶段:再结晶区轧制温度区间:980~1120℃,再结晶区轧制道次压下率≥15%;
[0068]
第二阶段:未再结晶区轧制温度区间:开轧温度为840~960℃,未再结晶区轧制总压下率≥50%,终轧温度760~880℃;
[0069]
正火热处理:正火温度880~920℃,保温时间1.4~1.7min/mm,空冷至室温;
[0070]
回火热处理:回火温度650~700℃,保温时间2.8~3.2min/mm,空冷至室温。
[0071]
本实施例中,钢板的金相组织为铁素体和珠光体。
[0072]
本实施例中,采用铬钼合金生产屈服300mpa级钢板的显微组织图如图3所示,性能指标见表4。
[0073]
表3实施例2钢板成分(wt%)
[0074]
csimnpsalcrmoncev0.1520.250.610.0140.0060.031.050.4640.00490.57
[0075]
表3
[0076]
注:cev为碳当量,计算公式为:cev:c mn/6 (cr mo v)/5 (ni cu)/15。
[0077]
表4实施例2热处理工艺及性能指标
[0078][0079][0080]
表4
[0081]
实施例3:
[0082]
一种采用铬钼合金生产屈服300mpa级钢板的生产方法,钢板的化学成分及其质量百分比见表5,且钢板生产方法的工艺步骤包括:
[0083]
转炉冶炼:控制出钢c≥0.06%,p≤0.015%;避免出钢过程下渣;
[0084]
lf精炼:白渣保持时间15min以上,控制s≤0.010%;
[0085]
板坯连铸:铸坯厚度为150mm,全程保护浇铸,浇注温度按液相线温度 10~ 25℃控制;
[0086]
板坯堆冷:板坯堆冷不小于24小时;
[0087]
板坯加热:采用步进梁式加热炉,温度控制在1150~1280℃;
[0088]
控制轧制:采用两阶段控制轧制,第一阶段:再结晶区轧制温度区间:980~1120℃,再结晶区轧制道次压下率≥15%;第二阶段:未再结晶区轧制温度区间:开轧温度为840~960℃,未再结晶区轧制总压下率≥50%,终轧温度760~880℃;
[0089]
正火热处理:正火温度880~920℃,保温时间1.4~1.7min/mm,空冷至室温;
[0090]
回火热处理:回火温度650~700℃,保温时间2.8~3.2min/mm,空冷至室温。
[0091]
本实施例中,钢板的金相组织为铁素体和珠光体。
[0092]
本实施例中,采用铬钼合金生产屈服300mpa级钢板的显微组织图如图4所示,性能指标见表6。
[0093]
表5实施例3钢板成分(wt%)
[0094]
csimnpsalcrmoncev0.1500.250.630.0140.0060.031.070.4680.00500.57
[0095]
表5
[0096]
注:1.cev为碳当量,计算公式为:cev:c mn/6 (cr mo v)/5 (ni cu)/15。
[0097]
表6实施例3热处理工艺及性能指标
[0098][0099]
[0100]
表6
[0101]
由上述实施例可知,实施例2生产制成的钢板成品的性能指标最好,具有优良的屈服强度、抗拉伸强度。
[0102]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。