1.本发明属于牌匾智能制造设备技术领域,具体涉及一种基于智能制造的牌匾自动化生产设备。
背景技术:
2.随着社会的不断发展,科学的不断进步,各类产品生产也逐渐由手工制作改为智能设备制造,大大的提高了产品的生产效率,节约了劳动力,为社会的快速发展起到推动作用,因此智能制造逐渐成为当下工业领域不可或缺的部分;
3.然而有的畅销产品由于缺少全过程智能制造设备,导致只能部分过程采用现有智能设备进行制做,仍有大部分过程需要进行手动操作,导致整体生产效率较低,生产周期较长;
4.比如当下较火的广告牌匾与仿古文艺牌匾的制做,这两类牌匾由于制做工序的不同,导致需要分开进行制做,并且都需要手动进行操作,其中文艺牌匾类,需要手动进行文字塑形与填泥操作,然后手动采用链条锯与喷枪进行仿古做旧,然后采用手持打磨机进行表面打磨,最后手动在板材表面涂上防腐漆,等晾干后,一块文艺牌匾便制作完成;而其中广告牌匾,首先需要对板材表面进行底漆的喷涂操作,有的材质的板材也可以不用喷涂底漆,接着等底漆干燥后,将板材表面粘附一层膜,经过人为刮平后,采用雕刻机进行文字雕刻,雕刻后,根据需要选择相应的漆色,对雕刻出的文字进行描覆,或者采用喷枪进行喷涂,最后等干燥后,将膜去除,一块广告牌匾便可制成;
5.如此可知,上述两种产品现有制作方法较为复杂,并且因工序不同,只能采取分开制作,不能同时在同一设备中,通过智能控制,针对二者类别,选择对应工序,然后全程采用智能自动化操作对牌匾进行制作,大大的降低了此类牌匾的生产效率,同时在广告牌匾的制作过程中,采用贴膜的方式较为复杂,且后续还需要进行刮平操作,麻烦不便,一定程度上也降低了制作效率;
6.因此亟需一种同一设备可同时生产文艺牌匾与广告牌匾、且全程采用智能自动化操作、改变贴膜覆盖方式,不需要刮平操作的基于智能制造的牌匾自动化生产设备。
技术实现要素:
7.为解决上述技术问题,本发明提供了一种基于智能制造的牌匾自动化生产设备,以解决上述背景技术中提出的现有的广告牌匾与文艺牌匾因工序不同,只能分开生产制作,同时由于二者工序繁琐且不同,采用手动操作,在制作广告牌匾时还需要进行贴膜以及贴膜后的刮平操作,最终导致二者的生产效率低,生产周期长的问题。
8.为达到上述目的,本发明的技术方案如下:
9.一种基于智能制造的牌匾自动化生产设备,包括设备框架,所述设备框架包括外壳、开设在所述外壳内部用于进行生产操作的内腔和开设在所述外壳正面用于进出板材的第一开口,所述外壳上固定有用于输入命令并控制设备工作的控制面板,所述内腔内部底
端安装有用于对板材进行夹紧定位的夹紧机构,位于所述夹紧机构上方的加工机构包括用于固定各加工结构的滚筒、活动连接在所述滚筒上用于各工序加工的文字雕刻组件、喷漆烘干组件、文字塑形填泥组件、链条做旧组件、烧制做旧组件、刮泥组件、打磨组件和喷漆防腐烘干组件以及用于驱动所述滚筒转动的主电机,用于集文艺牌匾和广告牌匾加工工序为一体,且所述文字雕刻组件和所述喷漆烘干组件相邻,所述文字雕刻组件位于所述滚筒的最底端的垂直面,通过所述主电机正反转来对集文艺牌匾和广告牌匾的加工工序进行选择切换,所述加工机构顶部固定有用于控制所述加工机构上下移动的第一电动推杆,所述内腔内部顶端安装有用于带动所述第一电动推杆进行左右移动和前后移动的十字移动机构。
10.作为对本发明的进一步改进,所述夹紧机构包括开设在所述内腔内部底端的放置台和固定在所述放置台左右两侧相互对称的气缸,所述气缸的输出端皆固定有用于抵接板材并对取代薄膜的薄板进行夹紧的夹板,经所述第一开口处推入的板材与所述放置台后端紧紧抵接;所述放置台下反的所述外壳内部开设有与所述第一开口相连通的第二开口,所述第二开口延伸至所述外壳外部,所述外壳的正面内嵌有用于方便操作员观察的观察窗,所述第一开口位于所述观察窗的下方。
11.作为对本发明的进一步改进,位于所述内腔内部前侧的所述滚筒前侧轴承连接在前固定板背面,位于所述内腔内部后侧的所述主电机固定在后支撑板上,所述前固定板和所述后支撑板的顶端皆固定在顶板底部;所述主电机带动所述滚筒每次转动45
°
用于更换竖直向下对板材加工的加工结构,所述主电机正转用于进行文艺牌匾加工,所述主电机反转用于进行广告牌匾加工。
12.作为对本发明的进一步改进,所述滚筒的外表面环形均等固定有8组固定块,所述固定块与所述文字塑形填泥组件、所述固定块与所述链条做旧组件、所述固定块与所述烧制做旧组件、所述固定块与所述刮泥组件、所述固定块与所述打磨组件、所述固定块与喷漆防腐烘干组件之间皆通过螺栓固定;
13.其中所述文字塑形填泥组件包括与所述固定块固定的第八连接件,所述第八连接件的底端固定有用于存储湿泥的喷泥腔,所述喷泥腔内左侧固定有第二电动推杆,所述第二电动推杆的移动端用于挤压储泥腔内部的湿泥,所述储泥腔开设在所述喷泥腔内部,所述喷泥腔的顶部安装有第二密封盖,所述储泥腔底部通过第三连通管与注泥嘴相连通;
14.其中所述链条做旧组件包括与所述固定块固定的第七连接块,所述第七连接块的底部固定有第五外框,所述第五外框的顶端固定有第五副电机,所述第五副电机输出端固定有第三固定轴,所述第三固定轴的底端通过锥形连接件带动链条切割件转动;所述锥形连接件包括固定在所述第三固定轴底端的第一锥形齿轮和与所述第一锥形齿轮啮合的第二锥形齿轮,所述第二锥形齿轮与所述第五外框底端轴承连接,所述链条切割件包括链条锯、对称设计的侧边齿轮以及与所述第二锥形齿轮固定的中间齿轮,所述链条锯通过齿条与两组侧边齿轮和中间齿轮齿接;所述第五外框内部两侧皆设置有第五腔室,所述第五腔室与所述第三固定轴之间通过第五连接件连接,所述第五腔室包括开设在所述第五外框内部带有第一排风口和第一进风口的第一抽风腔,所述第一排风口与所述第五外框顶端外部相连通,所述第一抽风腔内竖向轴承连接有带有第一叶轮的第一转轴,所述第五连接件包括固定在所述第三固定轴以及所述第一转轴外表面的第一皮带轮和用于紧紧连接在三组所述第一皮带轮外表面的第一皮带;所述第五腔室下方的所述第五外框内部设置有用于积
累碎屑的第三收集仓,所述链条切割件外侧的所述第五外框底端固定有用于吸风的第三吸屑管,所述第三吸屑管与所述第三收集仓相连通,所述第三吸屑管的最底端位于所述链条切割件最底端的上方;
15.其中所述烧制做旧组件包括与所述固定块固定的第六连接块,所述第六连接块底端固定有喷火枪,所述喷火枪的顶端固定有用于灌装可燃液体与对所述喷火枪密封的第一密封盖,所述喷火枪的底端固定有第四喷嘴,所述第四喷嘴与所述喷火枪之间通过第二连通管相连通,用于自动喷火;
16.其中所述刮泥组件包括与所述固定块固定的第五连接块,所述第五连接块底端固定有连接杆,所述连接杆底端固定有用于刮泥的刮刀;
17.其中所述打磨组件包括与所述固定块固定的第四连接块,所述第四连接块的底端固定有第四外框,所述第四外框的顶端固定有第四副电机,所述第四副电机输出端固定有第二固定轴,所述第二固定轴的底端固定有用于打磨的打磨片;所述第四外框内部两侧皆设置有第四腔室,所述第四腔室与所述第二固定轴之间通过第四连接件连接,所述第四腔室包括开设在所述第四外框内部带有第二排风口和第二进风口的第二抽风腔,所述第二排风口与所述第四外框顶端外部相连通,所述第二抽风腔内竖向轴承连接有带有第二叶轮的第二转轴,所述第四连接件包括固定在所述第二固定轴以及所述第二转轴外表面的第二皮带轮和用于紧紧连接在三组所述第二皮带轮外表面的第二皮带;所述第四腔室下方的所述第四外框内部设置有用于积累碎屑的第二收集仓,所述第二收集仓外侧的所述第四外框底端固定有用于吸风的第二吸屑管,所述第二吸屑管与所述第二收集仓相连通,所述第二吸屑管的最底端位于所述打磨片最底端的上方;
18.其中所述喷漆防腐烘干组件包括与所述固定块固定的第三连接块,所述第三连接块的底端固定有第三外框,所述第三外框底端的中间位置处固定有用于喷漆的第三喷漆枪,所述第三喷漆枪的底端固定有第三喷嘴,所述第三喷嘴与所述第三喷漆枪之间通过第一连通管相连通,用于自动喷涂防腐漆;所述第三外框顶部固定有第三副电机,所述第三外框内部的两侧皆开设有第三腔室,所述第三腔室包括带有第一进气口与第一出气口的第一吹风腔、竖直轴承连接在所述第一吹风腔内并带有第三叶轮的第三转轴,所述第一进气口与所述第三外框顶端外部相连通,所述第三外框内部两侧的下端开设有内置加热棒的第二加热腔,所述第二加热腔与所述第一出气口相连通,所述第二加热腔底部与所述第三外框底端外部相连通;所述第三转轴与所述第三副电机的输出轴之间通过第三连接件连接,所述第三连接件包括固定在所述第三转轴与所述第三副电机的输出轴上的第三皮带轮以及用于紧紧连接在三组所述第三皮带轮外表面的第三皮带。
19.作为对本发明的进一步改进,所述固定块还与用于加工广告牌匾的所述文字雕刻组件和所述喷漆烘干组件固定;其中所述文字雕刻组件包括与所述固定块固定的第二连接块,所述第二连接块的底端固定有第二外框,所述第二外框的顶部固定有第二副电机,所述第二副电机输出端固定有第一固定轴,所述第一固定轴的底端固定有用于文字雕刻的雕刻刀头;所述第二外框内部两侧的上端开设有第二腔室,所述第二腔室与所述第一固定轴之间通过第二连接件连接,所述第二腔室包括带有第三排风口和第三进风口的第三抽风腔、竖向轴承连接在所述第三抽风腔内部并带有第四叶轮的第四转轴,所述第二连接件包括固定在所述第一固定轴与所述第四转轴外表面的第四皮带轮和用于紧紧连接在三组所述第
四皮带轮外表面的第四皮带;与所述第三抽风腔相连通的第一收集仓开设在所述第二外框内部两侧的底部,所述雕刻刀头外部的上方设置有与所述第二外框底端固定的第一吸屑管,用于吸收碎屑,所述第一吸屑管与所述第一收集仓内部相连通,所述第一吸屑管的最底端位于所述雕刻刀头最底端的上方;
20.其中所述喷漆烘干组件包括与所述固定块固定的第一连接块,所述第一连接块底端固定有第一外框,所述第一外框底端的中间位置处固定有第一喷漆枪,所述第一喷漆枪的底端固定有第一喷嘴,所述第一喷漆枪与所述第一喷嘴之间通过第一喷管连通,用于喷涂底漆;所述第一喷漆枪左侧的所述第一外框底端固定有第二喷漆枪,所述第二喷漆枪的底部固定有第二喷嘴,所述第二喷嘴与所述第二喷漆枪之间通过第二喷管连通,用于喷涂字漆;所述第一外框顶部固定有第一副电机,所述第一外框内部的两侧皆开设有第一连接件,所述第一连接件包括带有第二进气口与第二出气口的第二吹风腔、竖直轴承连接在所述第二吹风腔内并带有第五叶轮的第五转轴,所述第二进气口与所述第一外框顶端外部相连通,所述第一外框内部两侧的下端开设有内置加热棒的第一加热腔,所述第一加热腔与所述第二出气口相连通,所述第一加热腔底部与所述第一外框底端外部相连通;所述第五转轴与所述第一副电机的输出轴之间通过第一腔室连接,所述第一腔室包括固定在所述第五转轴与所述第一副电机的输出轴上的第五皮带轮以及用于紧紧连接在三组所述第五皮带轮外表面的第五皮带。
21.作为对本发明的进一步改进,所述固定块与所述第一连接块、所述固定块与所述第二连接块、所述固定块与所述第三连接块、所述固定块与所述第四连接块、所述固定块与所述第五连接块、所述固定块与所述第六连接块、所述固定块与所述第七连接块、所述固定块与所述第八连接件之间皆通过螺钉贯穿并通过螺母螺纹拧紧固定。
22.作为对本发明的进一步改进,所述顶板的顶部固定在所述第一电动推杆的底端,所述第一电动推杆的顶端固定在固定板底端。
23.作为对本发明的进一步改进,所述十字移动机构包括固定在所述内腔内部顶端的两组第一横梁,两组所述第一横梁上皆固定有滑动座,两组所述滑动座之间通过第二横梁固定,所述滑动座用于带动所述第二横梁做左右移动,所述第二横梁上滑动连接有滑动板,所述滑动板与所述固定板固定,所述滑动板用于带动所述固定板在所述第二横梁上做前后移动。
24.通过上述技术方案,本发明技术方案的有益效果是:
25.本发明通过主电机、滚筒、固定块、第一连接块、第二连接块、第三连接块、第四连接块、第五连接块、第六连接块、第七连接块和第八连接件的设计,同时通过第一连接块位于滚筒最底端垂直部,并且第一连接块、第二连接块、第三连接块、第四连接块、第五连接块、第六连接块、第七连接块和第八连接件在滚筒外表面以第一连接块为起点,按照标号大小顺序呈顺时针环形设计,且彼此之间的夹角为45
°
;
26.因此当需要选择广告牌匾的制作时,此时第一连接块位于正下方,即可对板材进行喷底漆以及烘干操作,烘干以后,将和板材等比例覆盖的薄板从第一开口处放到板材上部,并使薄板与放置台后端抵接,接着利用夹紧机构再次夹紧,使得板材与薄板被牢牢夹紧在加工位置不动,然后需要雕刻时,通过主电机带动滚筒逆时针转动45
°
,使得第二连接块位于正下方,即可对板材进行文字雕刻,同时还可以将雕刻时产生的碎屑进行吸收,保证环
境的干净,接着只需要通过主电机带动滚筒顺时针转动45
°
,使第一连接块再次位于正下方,即可对板材上雕刻的文字进行字漆的喷涂以及烘干操作,烘干以后,便可解除夹紧机构的夹紧,通过第二开口的开设,方便操作员握住板材与薄板,从外壳内拉出,此时广告牌匾即可制作完成,并且通过烘干结构可以快速对板材进行烘干,不需要等待晾干,进一步提高生产制作效率;
27.当需要选择文艺牌匾的制作时,只需要通过主电机带动滚筒逆时针转动45
°
,使得第八连接件处于正下方,进行文字塑形与填泥操作,然后继续逆时针转动45
°
,使得第七连接块处于正下方,进行链条锯切割做旧操作,如此一步一步的转动,直到最后第三连接块处于正下方时,进行防腐漆的喷涂,以及后续烘干的操作,结束后,解除夹紧机构的对板材的夹紧,将其取出,即可完成对文艺牌匾的制作,并且通过烘干结构可以快速对板材进行烘干,不需要等待晾干,进一步提高生产制作效率;
28.上述任一操作,位置的移动皆通过十字移动机构与第一电动推杆带动;
29.综上可知,本发明可以在同一设备内部,根据控制主电机的正转和反转,即顺时针转动和逆时针转动,每次带动滚筒转动45
°
,便可以很好的选择需要制作的种类,然后进行切换选择,结构紧凑,整体采用自动化操作,大大的提高了文艺牌匾与广告牌匾的生产制作效率,缩短了生产制作的周期;
30.与此同时,在制作广告牌匾时,将传统的贴膜操作换为薄板覆盖,由于薄板不易变形,且表面与板材表面贴合,因此只需要通过夹紧机构进行夹紧固定,便可随板材一起进行文字雕刻,不需要人为进行贴膜,并且在每贴一部分长度就需要同时对其进行刮平操作,省时省力。
附图说明
31.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
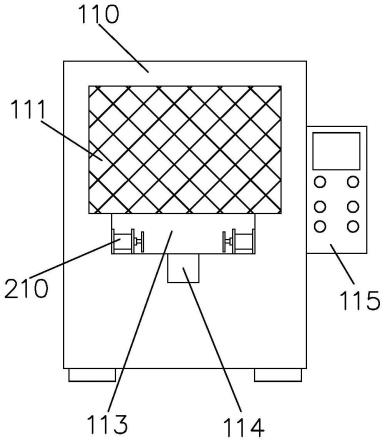
32.图1为本发明的结构正视示意图;
33.图2为本发明的结构右侧视剖面示意图;
34.图3为本发明的主电机、滚筒、固定块、螺钉、螺母、第一连接块、第二连接块、第三连接块、第四连接块、第五连接块、第六连接块、第七连接块和第八连接件的结构背视示意图;
35.图4为本发明的图3中喷漆烘干组件的结构右侧视剖面示意图;
36.图5为本发明的图3中文字雕刻组件的结构右侧视剖面示意图;
37.图6为本发明的图3中喷漆防腐烘干组件的结构右侧视剖面示意图;
38.图7为本发明的图3中打磨组件的结构右侧视剖面示意图;
39.图8为本发明的图3中刮泥组件的结构右侧视剖面示意图;
40.图9为本发明的图3中烧制做旧组件的结构右侧视剖面示意图;
41.图10为本发明的图3中链条做旧组件的结构右侧视剖面示意图;
42.图11为本发明的图3中链条做旧组件的局部结构正视剖面示意图;
43.图12为本发明的图3中文字塑形填泥组件的结构右侧视剖面示意图;
44.图13为本发明的操作流程示意图。
45.其中,上述13幅示意图中的零件标号所表示的名称如下:
46.110、外壳;111、观察窗;112、内腔;113、第一开口;114、第二开口;115、控制面板;
47.210、气缸;
48.310、滑动板;
49.320、固定板;
50.330、第一电动推杆;
51.410、前固定板;411、后支撑板;412、顶板;413、主电机;414、滚筒;415、固定块;416、螺钉;417、螺母;
52.420、第一连接块;421、第一外框;422、第一副电机;423、第一连接件;424、第一腔室;425、第一加热腔;426、第一喷漆枪;427、第一喷嘴;428、第二喷漆枪;429、第二喷嘴;
53.430、第二连接块;431、第二外框;432、第二副电机;433、第一固定轴;434、雕刻刀头;435、第二腔室;436、第二连接件;437、第一吸屑管;438、第一收集仓;
54.440、第三连接块;441、第三外框;442、第三副电机;443、第三腔室;444、第三连接件;445、第二加热腔;446、第三喷漆枪;447、第三喷嘴;448、第一连通管;
55.450、第四连接块;451、第四外框;452、第四副电机;453、第二固定轴;454、打磨片;455、第四腔室;456、第四连接件;457、第二吸屑管;458、第二收集仓;
56.460、第五连接块;461、连接杆;462、刮刀;
57.470、第六连接块;471、喷火枪;472、第一密封盖;473、第四喷嘴;474、第二连通管;
58.480、第七连接块;481、第五外框;482、第五副电机;483、第三固定轴;484、锥形连接件;485、链条切割件;486、第五腔室;487、第五连接件;488、第三吸屑管;489、第三收集仓;
59.490、第八连接件;491、喷泥腔;492、第二电动推杆;493、储泥腔;494、第二密封盖;495、第三连通管;496、注泥嘴。
具体实施方式
60.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
61.本发明提供了以下实施例:
62.一种基于智能制造的牌匾自动化生产设备,包括设备框架,根据附图1和附图2可知,设备框架包括外壳110、开设在外壳110内部用于进行生产操作的内腔112和开设在外壳110正面用于进出板材的第一开口113,外壳110上固定有用于输入命令并控制设备工作的控制面板115,外壳110的正面内嵌有用于方便操作员观察的观察窗111,第一开口113位于观察窗111的下方,通过观察窗111的设计,方便操作员观察外壳110内部的板材加工情况;
63.内腔112内部底端安装有用于对板材进行夹紧定位的夹紧机构,根据附图1可知,夹紧机构包括开设在内腔112内部底端的放置台和固定在放置台左右两侧相互对称的气缸
210,气缸210的输出端皆固定有用于抵接板材并对取代薄膜的薄板进行夹紧的夹板,经第一开口113处推入的板材与放置台后端紧紧抵接,当需要进行广告牌匾制作或者文艺牌匾制作时,首先将所用板材从外壳110正面开设的第一开口113中塞进去,使得板材贴合在放置台表面滑动,直到与放置台后端抵接,接着通过控制面板115上的命令键控制气缸210工作,两侧的气缸210将会同步带动输出端连接的夹板靠近板材,直到完全将板材夹紧即可,实现对板材的定位、固定;
64.放置台下反的外壳110内部开设有与第一开口113相连通的第二开口114,第二开口114延伸至外壳110外部,通过第二开口114的设计,可以方便操作员在板材加工结束后,经第二开口114处握住板材边缘向外拉动,从而将板材取出,避免板材与放置台贴合不方便取出板材;
65.位于夹紧机构上方的加工机构包括用于固定各加工结构的滚筒414、活动连接在滚筒414上用于各工序加工的文字雕刻组件、喷漆烘干组件、文字塑形填泥组件、链条做旧组件、烧制做旧组件、刮泥组件、打磨组件和喷漆防腐烘干组件以及用于驱动滚筒414转动的主电机413,用于集文艺牌匾和广告牌匾加工工序为一体,且文字雕刻组件和喷漆烘干组件相邻,文字雕刻组件位于滚筒414的最底端的垂直面,通过主电机413正反转来对集文艺牌匾和广告牌匾的加工工序进行选择切换;
66.位于内腔112内部前侧的滚筒414前侧轴承连接在前固定板410背面,位于内腔112内部后侧的主电机413固定在后支撑板411上,前固定板410和后支撑板411的顶端皆固定在顶板412底部,通过前固定板410、后支撑板411和顶板412的设计,可以对主电机413与滚筒414进行支撑固定,保证主电机413与滚筒414正常工作;
67.主电机413带动滚筒414每次转动45
°
用于更换竖直向下对板材加工的加工结构,其中位于滚筒414外表面的文字雕刻组件、喷漆烘干组件、文字塑形填泥组件、链条做旧组件、烧制做旧组件、刮泥组件、打磨组件和喷漆防腐烘干组件,两两之间的夹角皆为45
°
,也就是通过主电机413带动滚筒414转动一次,刚好是45
°
,根据附图3可知,目前第一连接块420处于正下方,当主电机413带动滚筒414正转即顺时针转动一次,第八连接件490会移动到之前第一连接块420的位置,第一连接块420移动到之前第二连接块430的位置,从而保证滚筒414上的加工结构能与板材位置对应,主电机413正转用于进行文艺牌匾加工,主电机413反转用于进行广告牌匾加工,也就是需要选择文艺牌匾加工时,先令附图2中的第一连接块420开始工作,结束后控制主电机413带动滚筒414逆时针转动,使得第二连接块430移动到第一连接块420的位置,进行第二连接块430的操作,然后主电机413再带动滚筒414顺时针转动一次,使得第一连接块420恢复原位,进行广告牌匾的制作;
68.加工机构顶部固定有用于控制加工机构上下移动的第一电动推杆330,通过控制第一电动推杆330工作便可以带动加工机构进行上下移动,使得加工结构可以靠近板材与远离板材,顶板412的顶部固定在第一电动推杆330的底端,第一电动推杆330的顶端固定在固定板320底端,通过顶板412与第一电动推杆330固定,便可以通过第一电动推杆330控制顶板412并带动加工机构共同移动,内腔112内部顶端安装有用于带动第一电动推杆330进行左右移动和前后移动的十字移动机构,十字移动机构包括固定在内腔112内部顶端的两组第一横梁,两组第一横梁上皆固定有滑动座,两组滑动座之间通过第二横梁固定,滑动座用于带动第二横梁做左右移动,第二横梁上滑动连接有滑动板310,滑动板310与固定板320
固定,滑动板310用于带动固定板320在第二横梁上做前后移动;
69.滚筒414的外表面环形均等固定有8组固定块415,文字雕刻组件、喷漆烘干组件、文字塑形填泥组件、链条做旧组件、烧制做旧组件、刮泥组件、打磨组件和喷漆防腐烘干组件之间按照标号大小顺序呈顺时针环形设计,且彼此之间的夹角为45
°
。
70.综合上述结构可知,当需要进行文艺牌匾制作时,具体加工结构以及工作原理如下:
71.固定块415与文字塑形填泥组件、固定块415与链条做旧组件、固定块415与烧制做旧组件、固定块415与刮泥组件、固定块415与打磨组件、固定块415与喷漆防腐烘干组件之间皆通过螺栓固定;
72.其中文字塑形填泥组件包括与固定块415固定的第八连接件490,第八连接件490的底端固定有用于存储湿泥的喷泥腔491,喷泥腔491内左侧固定有第二电动推杆492,第二电动推杆492的移动端用于挤压储泥腔493内部的湿泥,储泥腔493开设在喷泥腔491内部,喷泥腔491的顶部安装有第二密封盖494,储泥腔493底部通过第三连通管495与注泥嘴496相连通;
73.其中链条做旧组件包括与固定块415固定的第七连接块480,第七连接块480的底部固定有第五外框481,第五外框481的顶端固定有第五副电机482,第五副电机482输出端固定有第三固定轴483,第三固定轴483的底端通过锥形连接件484带动链条切割件485转动;锥形连接件484包括固定在第三固定轴483底端的第一锥形齿轮和与第一锥形齿轮啮合的第二锥形齿轮,第二锥形齿轮与第五外框481底端轴承连接,链条切割件485包括链条锯、对称设计的侧边齿轮以及与第二锥形齿轮固定的中间齿轮,链条锯通过齿条与两组侧边齿轮和中间齿轮齿接;第五外框481内部两侧皆设置有第五腔室486,第五腔室486与第三固定轴483之间通过第五连接件487连接,第五腔室486包括开设在第五外框481内部带有第一排风口和第一进风口的第一抽风腔,第一排风口与第五外框481顶端外部相连通,第一抽风腔内竖向轴承连接有带有第一叶轮的第一转轴,第五连接件487包括固定在第三固定轴483以及第一转轴外表面的第一皮带轮和用于紧紧连接在三组第一皮带轮外表面的第一皮带;第五腔室486下方的第五外框481内部设置有用于积累碎屑的第三收集仓489,链条切割件485外侧的第五外框481底端固定有用于吸风的第三吸屑管488,第三吸屑管488与第三收集仓489相连通,第三吸屑管488的最底端位于链条切割件485最底端的上方;
74.其中烧制做旧组件包括与固定块415固定的第六连接块470,第六连接块470底端固定有喷火枪471,喷火枪471的顶端固定有用于灌装可燃液体与对喷火枪471密封的第一密封盖472,喷火枪471的底端固定有第四喷嘴473,第四喷嘴473与喷火枪471之间通过第二连通管474相连通,用于自动喷火;
75.其中刮泥组件包括与固定块415固定的第五连接块460,第五连接块460底端固定有连接杆461,连接杆461底端固定有用于刮泥的刮刀462;
76.其中打磨组件包括与固定块415固定的第四连接块450,第四连接块450的底端固定有第四外框451,第四外框451的顶端固定有第四副电机452,第四副电机452输出端固定有第二固定轴453,第二固定轴453的底端固定有用于打磨的打磨片454;第四外框451内部两侧皆设置有第四腔室455,第四腔室455与第二固定轴453之间通过第四连接件456连接,第四腔室455包括开设在第四外框451内部带有第二排风口和第二进风口的第二抽风腔,第
二排风口与第四外框451顶端外部相连通,第二抽风腔内竖向轴承连接有带有第二叶轮的第二转轴,第四连接件456包括固定在第二固定轴453以及第二转轴外表面的第二皮带轮和用于紧紧连接在三组第二皮带轮外表面的第二皮带;第四腔室455下方的第四外框451内部设置有用于积累碎屑的第二收集仓458,第二收集仓458外侧的第四外框451底端固定有用于吸风的第二吸屑管457,第二吸屑管457与第二收集仓458相连通,第二吸屑管457的最底端位于打磨片454最底端的上方;
77.其中喷漆防腐烘干组件包括与固定块415固定的第三连接块440,第三连接块440的底端固定有第三外框441,第三外框441底端的中间位置处固定有用于喷漆的第三喷漆枪446,第三喷漆枪446的底端固定有第三喷嘴447,第三喷嘴447与第三喷漆枪446之间通过第一连通管448相连通,用于自动喷涂防腐漆;第三外框441顶部固定有第三副电机442,第三外框441内部的两侧皆开设有第三腔室443,第三腔室443包括带有第一进气口与第一出气口的第一吹风腔、竖直轴承连接在第一吹风腔内并带有第三叶轮的第三转轴,第一进气口与第三外框441顶端外部相连通,第三外框441内部两侧的下端开设有内置加热棒的第二加热腔445,第二加热腔445与第一出气口相连通,第二加热腔445底部与第三外框441底端外部相连通;第三转轴与第三副电机442的输出轴之间通过第三连接件444连接,第三连接件444包括固定在第三转轴与第三副电机442的输出轴上的第三皮带轮以及用于紧紧连接在三组第三皮带轮外表面的第三皮带。
78.工作原理:首先操作员将板材经过第一开口113送入放置台内直到与放置台后端抵接,接着操作员按动控制面板115上的命令键,控制气缸210向板材一侧移动,直到将板材夹紧固定,接着按下控制面板115上的命令键,控制主电机413进行制作的步骤:
79.1、首先进行文字塑形与填泥
80.主电机413带动滚筒414顺时针转动45
°
,使得第八连接件490转动到滚筒414的正下方,接着第一电动推杆330带动第八连接件490下降,停止下降后,第二电动推杆492工作将会开始挤压储泥腔493内的湿泥,被挤压的湿泥将会经第三连通管495进入注泥嘴496中并被挤出,然后滑动座与滑动板310将会带动第八连接件490进行左右与前后的移动,保证按照需要在板材表面实现文字塑形与填泥的操作,此部分文字的选择以及上文中文字雕刻的文字等,可以通过设置好编程,将文字数据存储到控制面板115内部的数据存储模块中,当通过控制面板115表面输入需要的文字后,控制面板115内部的控制模块会接收到信号并传递到数据存储模块中,然后将相应的信号反馈给控制模块,控制模块控制滑动座与滑动板310的移动轨迹,从而实现文字的雕刻以及文字塑形与填泥的操作,这块具体的可以参考公开号为cn102649381a,专利名称为一种材质自适应数字雕刻机的中国授权发明专利;
81.2、接着进行链条锯切割做旧
82.主电机413再次带动滚筒414顺时针转动45
°
,使得第七连接块480移动到“1、首先进行文字塑形与填泥”中的第八连接件490的位置,接着第一电动推杆330带动第七连接块480下降,停止下降后,第五副电机482、滑动座与滑动板310将会同步工作,其中第五副电机482工作,将会带动第三固定轴483转动,第三固定轴483转动,将会在包括固定在第三固定轴483底端的第一锥形齿轮和与第一锥形齿轮啮合的第二锥形齿轮的锥形连接件484作用下带动与第二锥形齿轮连接的链条切割件485工作,具体为第二锥形齿轮转动,将会带动中间齿轮转动,然后再齿条作用下,带动链条锯转动,而链条锯亦会在齿条的作用下带动两组
侧边齿轮转动,从而使得链条切割件485稳定转动,进行做旧切割,与此同时,第三固定轴483转动,将会在包括固定在第三固定轴483以及第一转轴外表面的第一皮带轮和用于紧紧连接在三组第一皮带轮外表面的第一皮带的第五连接件487作用下,带动带有第一叶轮的第一转轴同步转动,进而产生负压吸力,使得链条切割件485工作产生碎屑将会经过第三吸屑管488进入到第三收集仓489内部,进入的风将会经第一排风口排出,在此过程中,滑动座与滑动板310将会带动链条锯左右与前后移动,实现最终的链条锯切割做旧与碎屑的清理;
83.3、烧制做旧
84.主电机413再次带动滚筒414顺时针转动45
°
,使得第六连接块470移动到“2、接着进行链条锯切割做旧”中的第七连接块480的位置,接着第一电动推杆330带动第六连接块470下降,停止下降后,喷火枪471、滑动座和滑动板310开始工作,通过喷火枪471、第四喷嘴473和第二连通管474进行喷火烧制,滑动座与滑动板310将会带动喷火枪471进行左右和前后移动,对板材表面进行烧制;
85.4、刮泥
86.主电机413再次带动滚筒414顺时针转动45
°
,使得第五连接块460移动到“3、烧制做旧”中的第六连接块470的位置,接着第一电动推杆330带动第五连接块460下降,直到与板材表面贴合,接着滑动座与滑动板310开始工作,带动刮刀462对板材表面的泥土进行刮除操作;
87.5、打磨
88.主电机413再次带动滚筒414顺时针转动45
°
,使得第四连接块450移动到“4、刮泥”中的第五连接块460的位置,接着第一电动推杆330带动第四连接块450下降,停止下降后,第四副电机452、滑动座和滑动板310开始工作,第四副电机452工作时,将会带动第二固定轴453与打磨片454转动,从而对板材表面进行打磨,而滑动座和滑动板310将会带动打磨片454进行左右与前后移动,实现对板材表面的打磨,与此同时,第二固定轴453工作,将会在包括固定在第二固定轴453以及第二转轴外表面的第二皮带轮和用于紧紧连接在三组第二皮带轮外表面的第二皮带的第四连接件456作用下,带动带有第二叶轮的第二转轴转动,从而产生负压吸力,此时打磨片454旁边的第二吸屑管457会将产生的碎屑吸附进第二收集仓458内,产生的风会从第四腔室455内的第二排风口排出,实现打磨的同时,实现对碎屑的清理;
89.6、喷防腐漆与烘干
90.主电机413再次带动滚筒414顺时针转动45
°
,使得第三连接块440移动到“5、打磨”中的第四连接块450的位置,接着第一电动推杆330带动第三连接块440下降,停止下降后,第三喷漆枪446、滑动座和滑动板310开始同步工作,第三喷漆枪446工作会进行防腐漆的喷涂,而滑动座与滑动板310将会带动第三喷漆枪446进行左右与前后的移动,实现对板材表面的防腐漆喷涂;喷涂结束后,第三副电机442、第二加热腔445滑动座与滑动板310开始同步工作,第三副电机442工作,将会在固定在第三转轴与第三副电机442的输出轴上的第三皮带轮以及用于紧紧连接在三组第三皮带轮外表面的第三皮带的第三连接件444作用下,带动带有第三叶轮的第三转轴转动,此时第三外框441外部的气流将会经第一进气口被吸进第三腔室443中,然后经第一出气口进入第二加热腔445内部,从而将第二加热腔445内部加热管工作产生的热量吹至板材表面,从而对板材表面进行烘干
91.7、取出板材
92.当喷防腐漆与烘干操作结束后,通过气缸210工作向远离板材的方向移动,解除对板材的固定,然后从第二开口114中握住板材,然后将板材从第一开口113中拉出,此时文艺牌匾的制作完成。
93.当需要进行广告牌匾制作时,具体加工结构以及工作原理如下:
94.固定块415与用于加工广告牌匾的文字雕刻组件和喷漆烘干组件固定;
95.其中文字雕刻组件包括与固定块415固定的第二连接块430,第二连接块430的底端固定有第二外框431,第二外框431的顶部固定有第二副电机432,第二副电机432输出端固定有第一固定轴433,第一固定轴433的底端固定有用于文字雕刻的雕刻刀头434;第二外框431内部两侧的上端开设有第二腔室435,第二腔室435与第一固定轴433之间通过第二连接件436连接,第二腔室435包括带有第三排风口和第三进风口的第三抽风腔、竖向轴承连接在第三抽风腔内部并带有第四叶轮的第四转轴,第二连接件436包括固定在第一固定轴433与第四转轴外表面的第四皮带轮和用于紧紧连接在三组第四皮带轮外表面的第四皮带;与第三抽风腔相连通的第一收集仓438开设在第二外框431内部两侧的底部,雕刻刀头434外部的上方设置有与第二外框431底端固定的第一吸屑管437,用于吸收碎屑,第一吸屑管437与第一收集仓438内部相连通,第一吸屑管437的最底端位于雕刻刀头434最底端的上方;
96.其中喷漆烘干组件包括与固定块415固定的第一连接块420,第一连接块420底端固定有第一外框421,第一外框421底端的中间位置处固定有第一喷漆枪426,第一喷漆枪426的底端固定有第一喷嘴427,第一喷漆枪426与第一喷嘴427之间通过第一喷管连通,用于喷涂底漆;第一喷漆枪426左侧的第一外框421底端固定有第二喷漆枪428,第二喷漆枪428的底部固定有第二喷嘴429,第二喷嘴429与第二喷漆枪428之间通过第二喷管连通,用于喷涂字漆;第一外框421顶部固定有第一副电机422,第一外框421内部的两侧皆开设有第一连接件423,第一连接件423包括带有第二进气口与第二出气口的第二吹风腔、竖直轴承连接在第二吹风腔内并带有第五叶轮的第五转轴,第二进气口与第一外框421顶端外部相连通,第一外框421内部两侧的下端开设有内置加热棒的第一加热腔425,第一加热腔425与第二出气口相连通,第一加热腔425底部与第一外框421底端外部相连通;第五转轴与第一副电机422的输出轴之间通过第一腔室424连接,第一腔室424包括固定在第五转轴与第一副电机422的输出轴上的第五皮带轮以及用于紧紧连接在三组第五皮带轮外表面的第五皮带;
97.工作原理:首先操作员将板材经过第一开口113送入放置台内直到与放置台后端抵接,接着操作员按动控制面板115上的命令键,控制气缸210向板材一侧移动,直到将板材夹紧固定,接着按下控制面板115上的命令键,控制主电机413进行制作的步骤:
98.1、首先进行喷底漆与烘干的操作,由于第一连接块420刚好处于滚筒414的正下方,此时只需要通过第一电动推杆330的工作带动第一连接块420下降到喷涂位置,接着带动通过第一喷漆枪426工作,将会经过第一喷管和第一喷嘴427进行底漆的喷涂,在此过程中,通过滑动座的作用,带动第二横梁在第一横梁上做左右移动,然后通过滑动板310带动固定板320在第二横梁上做前后移动,即可间接的实现带动第一喷漆枪426和第一喷嘴427对板材的表面进行底漆喷涂操作;
99.当底漆喷涂结束后,第一副电机422与第一加热腔425内的加热管将会工作,第一加热腔425内的加热管加热,然后第一副电机422工作,将会在包括固定在第五转轴与第一副电机422的输出轴上的第五皮带轮以及用于紧紧连接在三组第五皮带轮外表面的第五皮带的第一腔室424作用下,带动第一连接件423内部带有第五叶轮的第五转轴转动,然后产生的风将会经与第一加热腔425相连通的第二出气口进入第一加热腔425内部,将第一加热腔425内部的热量吹出第一加热腔425,使得热量作用到板材表面,在此过程中,仍由滑动座和滑动板310带动整体做左右与前后的移动,对板材表面进行较好的烘干操作;
100.2、操作结束后,需要进行文字雕刻操作,再此之前,需要在板材表面盖上一块与板材等比例且不易变形和弯曲的薄板,此处需要继续用到夹紧机构,有的实施例中,会将夹板设计成带有顶部边缘固定的结构,从而对薄板进行牢牢固定,其目的都是相同的,只要不会影响文字雕刻操作即可;
101.接着通过主电机413带动滚筒414逆时针转动45
°
,使得第二连接块430移动到滚筒414的正下方,然后通过第一电动推杆330带动第二连接块430下降,与此同时,第二副电机432以及滑动座、滑动板310皆开始工作,第二副电机432工作将会带动固定在第一固定轴433底端的雕刻刀头434转动,进行文字雕刻操作,第一固定轴433与雕刻刀头434转动,将会在包括固定在第一固定轴433与第四转轴外表面的第四皮带轮和用于紧紧连接在三组第四皮带轮外表面的第四皮带的第二连接件436的带动下,使得第二腔室435内部带有第四叶轮的第四转轴同步转动,从而产生负压的吸力,此时第一吸屑管437会将雕刻刀头434雕刻时产生的碎屑吸进第一吸屑管437内部并送至第一收集仓438中,而产生的风将会经第二腔室435内部的第三排风口排出,实现碎屑清理;同时滑动座和滑动板310将会带动上述动作进行左右与前后的移动,直到文字雕刻结束;
102.3、紧接着需要对雕刻好的文字进行字漆的喷涂,此时主电机413将会带动滚筒414顺时针转动45
°
,使得第一连接块420重新回到原位,接着第一电动推杆330带动第一连接块420下降,同时,第二喷漆枪428、滑动座与滑动板310将会开始工作,对板材的表面进行底漆喷涂,喷涂结束后,第一副电机422与第一加热腔425内的加热管将会工作,第一加热腔425内的加热管加热,然后第一副电机422工作,将会在包括固定在第五转轴与第一副电机422的输出轴上的第五皮带轮以及用于紧紧连接在三组第五皮带轮外表面的第五皮带的第一腔室424作用下,带动第一连接件423内部带有第五叶轮的第五转轴转动,然后产生的风将会经与第一加热腔425相连通的第二出气口进入第一加热腔425内部,将第一加热腔425内部的热量吹出第一加热腔425,使得热量作用到板材表面,在此过程中,仍由滑动座和滑动板310带动整体做左右与前后的移动,对板材表面进行较好的烘干操作;
103.4、最后气缸210工作向远离板材的方向移动,解除对板材的固定,然后从第二开口114中握住板材,然后将板材从第一开口113中拉出,取下薄板,此时广告牌匾的制作完成。
104.在上述实施例中,喷漆枪的具体自动喷漆原理可以参考公开号为cn212143135u,专利名称为一种电控自动喷漆枪的中国授权实用新型专利,同样,喷火枪的具体自动喷火原理可以参考公开号为cn205505068u,专利名称为一种自动喷火枪的中国授权实用新型专利,由于上述结构均是较为成熟的现有技术,故本技术并未做过多赘述。
105.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的
一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。