1.本发明涉及铸造技术领域,尤其涉及一种车轮压力铸造装置。
背景技术:
2.现有技术中,铝车轮的铸造装置通常包括内部具有车轮型腔的模具、与车轮型腔连通并存储有熔融铝液的保温炉、用于向保温炉内施加压力气体的气压施加机构。气压施加机构向保温炉内施加压力气体使得保温炉的铝液灌注至模具的型腔内,并在气体压力下使型腔内的气体冷却(对型腔进行保压),进而完成车轮的铸造。
3.然而,现有技术中上述的利用气体压力进行灌注并保压而完成车轮铸造的方法存在如下缺陷:
4.1、保温炉需要具有很强的密封性,这势必增加了保温炉的制造和维持成本。
5.2、气体所提供的压力较低,这使得型腔内不能获得较高保压压力,导致所铸造出的车轮内部的金属致密度不高。
技术实现要素:
6.针对现有技术中存在的上述技术问题,本发明的实施例提供了一种车轮压力铸造装置。
7.为解决上述技术问题,本发明的实施例采用的技术方案是:
8.一种车轮压力铸造装置,包括:
9.保温炉,其内存储有熔融铝液;
10.模具,其设置于所述保温炉的顶部,所述模具内部具有车轮型腔;
11.连通部件,其设置于所述保温炉中;
12.液阀,其通过打开而使所述保温炉中的铝液进入到所述连通部件中,并通过关闭而限制铝液从连通部件流向保温炉;
13.施压部件,其用于向所述连通部件内的铝液以及向所述车轮型腔内的铝液施加压力。
14.优选地,所述连通部件包括施压管、导液管以及连通所述施压管与所述导液管的稳流仓,所述导液管连通至所述模具的车轮型腔,所述施压管的端部伸出保温炉;
15.所述施压部件包括第一施压杆和第二施压杆;所述第一施压杆伸入至所述施压管的端部以用于向所述连通部件内的铝液施加压力;所述第二施压杆伸入至所述车轮型腔的帽口以用于向所述车轮型腔内的铝液施加压力。
16.优选地,所述导液管和所述施压管竖直设置,所述稳流仓位于所述保温炉的底部,所述稳流仓与所述导液管的下端以及所述施压管的下端连通;所述导液管的上端与所述车轮型腔的底部的注口连通;
17.所述液阀装设于所述稳流仓处。
18.优选地,所述模具的底部布置有多圈冷却结晶器,所述模具的下方设置有冷却板。
19.优选地,所述车轮型腔的注口处装设有稳流网用于稳定进入所述车轮型腔的铝液。
20.优选地,所述施压管竖直设置,所述施压管的上端伸出所述保温炉的顶部。
21.优选地,所述模具包上模芯、下模芯以及侧模芯;所述上模芯、所述下模芯以及所述侧模芯围成所述车轮型腔。
22.与现有技术相比,本发明公开的车轮压力铸造装置的有益效果是:
23.1、利用施压部件向设置于保温炉中的连通部件内的铝液施压而实现对车轮型腔的灌注和保压,避免向保温炉内施加压力,保温炉制造和维持成本降低。
24.2、施压部件直接向铝液施加压力,铝液能够获得更大的压力,进而提高了铸件的致密度,且提高了铸造效率。
25.本发明中描述的技术的各种实现或示例的概述,并不是所公开技术的全部范围或所有特征的全面公开。
附图说明
26.在不一定按比例绘制的附图中,相同的附图标记可以在不同的视图中描述相似的部件。具有字母后缀或不同字母后缀的相同附图标记可以表示相似部件的不同实例。附图大体上通过举例而不是限制的方式示出各种实施例,并且与说明书以及权利要求书一起用于对所发明的实施例进行说明。在适当的时候,在所有附图中使用相同的附图标记指代同一或相似的部分。这样的实施例是例证性的,而并非旨在作为本装置或方法的穷尽或排他实施例。
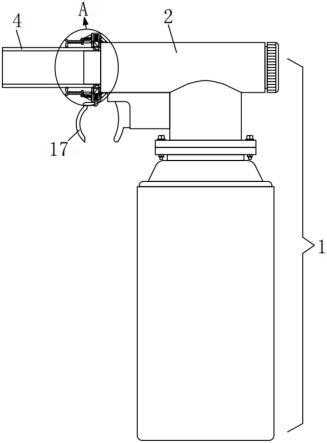
27.图1为本发明的实施例所提供的车轮压力铸造装置的结构示意图。
28.附图标记:
29.10-保温炉;20-模具;21-上模芯;22-下模芯;23-侧模芯;24-车轮型腔;241-注口;242-帽口;30-连通部件;31-稳流仓;32-施压管;33-导液管;40-液阀;41-第一施压杆;42-第二施压杆;50-稳流网;60-冷却结晶器;70-冷却板。
具体实施方式
30.除非另外定义,本发明使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本发明中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
31.为了保持本发明实施例的以下说明清楚且简明,本发明省略了已知功能和已知部件的详细说明。
32.如图1所示,本发明的实施例公开了一种车轮压力铸造装置,该压力铸造装置包括:保温炉10、模具20、连通部件30、液阀40以及施压部件。
33.保温炉10内存储有被熔融的铝液以用于为铸造车轮提供足够的铝液。模具20被装设于保温炉10的顶部。
34.模具20包括上模芯21、下模芯22以及侧模芯23,上模芯21、下模芯22与侧模芯23共同围成车轮型腔24;在模具20的底部装设有冷却结晶器60,冷却结晶器60布置多圈,并且在模具20的下方设置有冷却板70,冷却结晶器60以及冷却板70均用于对灌注于车轮型腔24内的铝液进行冷却以使得车轮型腔24内的铝液凝固而形成铸件(车轮)。
35.连通部件30置于保温炉10内,该连通部件30包括稳流仓31、导液管33以及施压管32。稳流仓31置于保温炉10的炉底,导液管33和施压管32竖直设置,导液管33的下端以及施压管32的下端均与稳流仓31连通,导液管33的上端与模具20的车轮型腔24底部的注口241连通,在车轮型腔24的注口241处装设有稳流网50,施压管32的上端竖直的伸出保温炉10的顶部。
36.液阀40装设于稳流仓31处,液阀40打开时,保温炉10中的铝液经过液阀40而进入到连通部件30中,在铝液充满连通部件30后,液阀40关闭以限制连通部件30中的铝液回流于保温炉10内。
37.施压部件包括第一施压杆41和第二施压杆42,第一施压杆41伸入至施压管32的上端,第二施压杆42伸入至车轮型腔24的帽口242处;第一施压杆41可借由液压缸驱动下移以对连通部件30中的铝液施压,以使得连通部件30中的铝液灌注于模具20的车轮型腔24中,并通过施压而使得车轮型腔24保压;第二施压杆42可借由液压缸驱动下移以对车轮型腔24内的铝液施压。
38.下面介绍一下上述的车轮压力铸造装置的工作过程:
39.1、开启液阀40,保温炉10内的铝液向连通部件30内填充,待连通部件30的稳流仓31内压力平稳后关闭液阀40,此过程大约需要3-5秒。
40.2、第一施压杆41向下运行推动连通部件30内的铝液逐步灌注至模具20的车轮型腔24内,完成铸件(车轮)的充型过程,此过程大约需要8-12秒。
41.3、铝液充满模具20的车轮型腔24后,第一施压杆41继续向下运行,使铝液压力增至3-6kg,而后保压50-100秒,此为保压过程。
42.4、在保压过程最后10秒钟内,第二施压杆42向下运行,以增强车轮型腔24内的压力,此过程为增压过程。
43.5、在保压过程中由内到外启动水冷结晶器,依次推进铸件快速结晶,达到取得更致密铸件的目的。
44.6、待保压和增压结束后,第一施压杆41向上运行卸去保压压力,连通部件30的导液管33内的铝液液面回落,此过程3-5秒内完成。
45.7、连通部件30的导液管33内的铝液液面回落后,第二施压杆42向上运行卸去压力,开模取件,完成铸造过程。
46.本发明所提供的车轮压力铸造装置的优势在于:
47.1、利用施压部件向设置于保温炉10中的连通部件30内的铝液施压而实现对车轮型腔24的灌注和保压,避免向保温炉10内施加压力,保温炉10制造和维持成本降低。
48.2、施压部件直接向铝液施加压力,铝液能够获得更大的压力,进而提高了铸件的致密度,且提高了铸造效率。
49.此外,尽管已经在本发明中描述了示例性实施例,其范围包括任何和所有基于本发明的具有等同元件、修改、省略、组合(例如,各种实施例交叉的方案)、改编或改变的实施例。权利要求书中的元件将被基于权利要求中采用的语言宽泛地解释,并不限于在本说明书中或本技术的实施期间所描述的示例,其示例将被解释为非排他性的。因此,本说明书和示例旨在仅被认为是示例,真正的范围和精神由以下权利要求以及其等同物的全部范围所指示。
50.以上描述旨在是说明性的而不是限制性的。例如,上述示例(或其一个或更多方案)可以彼此组合使用。例如本领域普通技术人员在阅读上述描述时可以使用其它实施例。另外,在上述具体实施方式中,各种特征可以被分组在一起以简单化本发明。这不应解释为一种不要求保护的公开的特征对于任一权利要求是必要的意图。相反,本发明的主题可以少于特定的公开的实施例的全部特征。从而,以下权利要求书作为示例或实施例在此并入具体实施方式中,其中每个权利要求独立地作为单独的实施例,并且考虑这些实施例可以以各种组合或排列彼此组合。本发明的范围应参照所附权利要求以及这些权利要求赋权的等同形式的全部范围来确定。
51.以上实施例仅为本发明的示例性实施例,不用于限制本发明,本发明的保护范围由权利要求书限定。本领域技术人员可以在本发明的实质和保护范围内,对本发明做出各种修改或等同替换,这种修改或等同替换也应视为落在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。