1.本发明涉及铸造技术领域,特别涉及一种气缸铸件的铸造方法。
背景技术:
2.压缩气缸铸件主要运用于天然气增压压缩机装置中。用于承受天然气、油、水较大的冲击载荷,其最重要的结构就是压缩气缸加工后形成中空内壁本体无质量问题,铸造缺陷疏松或缩孔直接影响着天然气增压压缩机使用寿命和节能效率。目前国内、国际上生产压缩气缸铸件多数使用灰铁或低牌号球铁铸造生产。压缩气缸采用高牌号球铁铸造,气缸中部本体厚大,易产生疏松和缩孔,常规铸造方法无法满足顾客要求,该系列压缩气缸在铸造过程中由于存在疏松或缩孔缺陷问题,导致铸件渗漏,并因此导致的废品率高达60%以上。
技术实现要素:
3.本发明克服了现有技术中单一使用高、大冒口和大型成型冷铁相结合的方法无法彻底解决疏松或缩孔铸造缺陷,提供了一种铸造方法,可有效防止气缸类铸件本体厚大部位的疏松和缩孔的问题,实现本体厚大部位无铸造缺陷、解决了因铸件渗漏质量问题而引起的铸件报废,提高生产效率。
4.本发明公开了一种铸造方法,所述方法包括如下步骤:对气缸类铸件的厚大部位进行计算并设计、制作专用内冷铁,所述专用内冷铁上设置有通气孔且所述通气孔可连接压缩空气管道;
5.制芯过程中,准备冷铁辅助芯配合所述专用内冷铁的使用,所述冷铁辅助芯上开设有辅助通道且所述辅助通道与所述通气孔相连通;组芯时,将所述专用内冷铁安装至铸件的主体砂芯上,再在所述专用内冷铁上设置所述冷铁辅助芯;浇注前,连通所述压缩空气管道和所述通气孔并通入压缩空气。
6.在其中一个实施例中,所述专用内冷铁包括冷铁主体;所述冷铁主体的一端设置有固定端,相对另一端设置有定位端;所述冷铁主体的两侧设置有防旋转拉筋。
7.在其中一个实施例中,所述冷铁主体设计为圆柱体,所述冷铁主体的外壁上设置有螺纹,所述冷铁主体的大小为直径50mm-250mm、高度为100mm-300mm。
8.在其中一个实施例中,所述冷铁辅助芯为方形或圆形的压芯头。
9.在其中一个实施例中,所述通气孔加工在所述专用内冷铁的轴向中部,所述通气孔的一端还加工有螺纹管口。
10.在其中一个实施例中,所述辅助通道内插设所述压缩空气管道并将所述压缩空气管道与所述螺纹管口相连接。
11.在其中一个实施例中,所述主体砂芯包括第一主体砂芯和第二主体砂芯,所述第一主体砂芯或第二主体砂芯上设置所述专用内冷铁。
12.在其中一个实施例中,通气时的风压保持在5mpa-6mpa。
13.在其中一个实施例中,通气过程一直保持在浇注完毕后停止通气时间控制在浇注完毕的2h后。
14.通过本发明提供的一种铸造方法,在某公司系列压缩气缸的铸件上运用,成功解决了压缩气缸加工后形成中空内壁本体疏松或缩孔质量问题,通过使用本方法生产的压缩气缸的批量铸件,铸件ut检测未发现疏松或缩孔质量问题,加工及使用过程中未发现渗漏的质量问题。本发明方法目前已成功运用其他同类型铸件和不同材质产品中。本发明有效的解决了铸件疏松或缩孔铸造缺陷,改善了铸件质量,有效的解决了铸件渗漏的问题。
附图说明
15.图1是本发明实施例中使用的专用内冷铁的示意图;
16.图2是本发明实施例中的专用内冷铁在砂芯中使用的示意图;
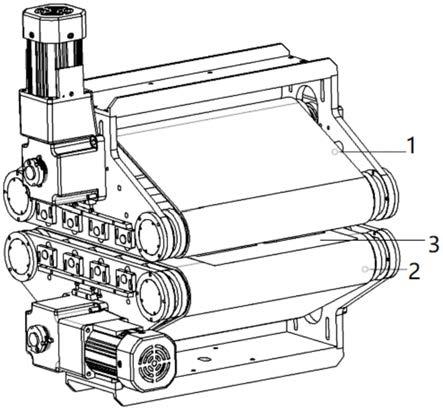
17.图3是本发明实施例中铸件在铸型中放置的示意图;
18.图4是本发明实施例中合箱的示意图。
19.100-专用内冷铁;110-冷铁主体;120-固定端;130-定位端;140-防旋转拉筋,150-通气孔;200-主体砂芯;210-第一主体砂芯;300-冷铁辅助芯;400-压缩空气管道
具体实施方式
20.为了更清楚地说明本发明的技术方案,下面结合具体实施例对本发明作进一步的详细说明。请注意,下面描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
21.本发明实施例中提供一种铸造方法,其主要针对压缩气缸类铸件进行的铸造工艺方法设计,具体的,包括如下步骤:
22.第一步,分析2d图纸,对压缩气缸类产品的重点厚大部位尺寸进行计算,通过3d数模进行裸模拟缺陷分析,针对压缩气缸铸件中部厚大结构部位设计专用内冷铁100,再次进行凝固和充型模拟,直至缺陷消除,并根据模拟结果修正专用内冷铁尺寸。结合图1,具体说明专用内冷铁100,专用内冷铁的100的设计为圆柱体,在专用内冷铁100的外壁上设置有螺纹,螺纹设计加大专用内冷铁浇注过程中与液态铁水快速融合,防止与本体之间产生液膜缝隙,产生渗漏风险。专用内冷铁100包括冷铁主体110,圆柱体结构,冷铁主体110的尺寸大小控制在直径50mm-250mm、高度为100mm-300mm,冷铁主体设计如果过大,也达不到最终的补缩效果,具体的大小根据上述步骤中的模拟方式进行设计和修正。
23.进一步的,专用内冷铁100还包括固定端120和定位端130,从而用于专用内冷铁在砂芯内的定位和固定,具体的,固定端120和定位端130为芯头,其中固定端120为长度30mm-50mm压芯头,定位端130为长度100mm-150mm的下芯定位芯头,该设计便于专用内冷铁的下芯定位并保证下芯后防止专用内冷铁的倾斜和移位而降低冷铁的激冷效果,同时专用内冷铁准确固定,便于专用内冷铁有效的融合。其中,本实施中固定端120和定位端130为芯头沿内冷铁主体110轴向两端的中间部位设置,固定端120的长度30mm,定位端130的长度为100mm。
24.进一步的,为实现更好的固定和融合效果,在专用内冷铁100上还设计有防旋转拉筋140,具体的,防旋转拉筋140设置在冷铁主体110外壁上的两侧,且对称设置,防旋转拉筋
140可以防止专用内冷铁100在铸型内发生旋转并方便铸件本体在高温浇注下的固定和融合,可进一步解决铸件渗漏的问题。
25.为实现本发明技术效果,本发明提供的专用内冷铁100上还设置有通气孔150,通气孔150在本实施例中的设计为,贯穿固定端120、冷铁主体110和定位端130开设的通孔直径10mm的通气孔150,通气孔150可以是加工在专用内冷铁中部的直径10mm-12mm的贯穿通孔,用于后期压缩空气的通入。因此,在通气孔150的一端加工有螺纹管口,螺纹管口用于连通压缩空气管道相连通,通气孔的具体作用为,通气孔形成中空通道,在浇注过程中专用内冷铁中空通道内因高压风,也就是压缩空气的流动,从而加速专用内冷铁快速降温,激冷效果比常规冷铁大3~4倍,缩短铸件从液态到固态之间的凝固时间,致使铸件外壳快速成型,收缩按照补缩通道顺利完成,同时还具有排出砂芯内部气体的效果。
26.第二步,制作上述第一步设计的专用内冷铁,同时准备与专用内冷铁配套使用的冷铁辅助芯300。具体的,冷铁辅助芯300为压芯头,可以是方形的或圆形的压芯头,冷铁辅助芯300用于专用内冷铁100的固定。同时,在冷铁辅助芯300上开设有辅助通道,可以结合图3进行说明。首先,冷铁辅助芯300是设置在专用内冷铁100的上的,从而固定专用内冷铁、防止其旋转和移动,冷铁辅助芯300上设置的辅助通道是可以与通气孔150向连通的,且辅助通道内是可以插入设置压缩空气管道400的,从图2中就可以看出,在冷铁辅助芯300上开设的辅助通道内插设有压缩空气管道400,从而实现外部压缩空气管道400和通气孔150的相连通。本实施例中设置了圆形的压芯头作为冷铁辅助芯300。
27.进一步的,在组芯的过程中,将上述的专用内冷铁与主体砂芯组合形成一个整体。具体的,本实施例中的主体砂芯200包括第一主体砂芯210和第二主体砂芯,即将主体砂芯进行垂直分型,将芯子主体分成第一主体砂芯和第二主体砂芯两部分,专用内冷铁可以设置在任一部分之中,在本实施例中,将专用内冷铁与第一主体砂芯210进行组合,可结合图2,在第一主体砂芯210上安装专用内冷铁100,然后再下如冷铁辅助芯300,压住专用内冷铁100防止旋转,组芯后的冷铁辅助芯300上的辅助通道与专用内冷铁的通气孔150是相连通的。组芯后进行合箱,设置有专用内冷铁的第一主体砂芯和第二主体砂芯组合,最后形成专用内冷铁与主体砂芯相组合的独立铸型。
28.进一步说明的是,组芯和合箱过程的步骤可以重复进行,组芯过程中,重复进行主体砂芯与专用内冷铁的组合过程,4个独立铸型结合而成一个完整芯包,4个组成一个完整独立芯包后放置工装砂箱内浇注。结合图4可看出,可以由多个主体砂芯组合,对应设置多个专用内冷铁即可。合箱过程中,其中一个工装砂箱内可以最多组芯12个主体砂芯组成一个完整独立芯包进行浇注。
29.在浇注步骤时,浇注前,如图3,在冷铁辅助芯300的辅助通道内插入了压缩空气管道400,由于专用内冷铁100上设置有中空的通孔150,其上的连接管口接入压缩空气管道400的连接管,连接口与专用内冷铁100中空贯通。浇注前,开启高压风阀,专用内冷铁100中的流通高压风持续畅通。浇注过程中,专用内冷铁100中的通道内因高压风流动,加速了专用内冷铁快速降温,激冷效果比常规冷铁大3~4倍,缩短铸件从液态到固态之间的凝固时间,致使铸件外壳快速成型,收缩按照补缩通道顺利完成,并将砂芯内部气体进行排出。浇注过程中压缩空气的风压保持在5mpa-6mpa,浇注完毕后2小时停止通风,铸件中空内壁厚大热节收缩已完成冷却,解决缩孔和疏松缺陷。通过本发明提供的方法,生产的气缸类铸件
不会缩孔和缩松问题而且专用内冷铁与铸件本体融合良好,避免铸件本体产生渗漏。
30.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。