1.本实用新型涉及冷喷涂技术领域,具体而言,涉及一种固态沉积装置及固态沉积系统。
背景技术:
2.金属固态沉积是以压缩气体(氮气、氦气、空气或混合气体等)为加速介质,携带金属固态颗粒进入拉瓦尔喷嘴内产生超音速气固两相流,当金属固态颗粒以较高的速度(大于等于其临沉积速度)碰撞基体表面,金属颗粒和基体表面材料在发生强烈的塑性变形后,材料界面便会形成大量机械咬合和微区冶金结合,经过大量金属颗粒的碰撞沉积,便会在基体表面形成金属沉积体。
3.金属固态沉积作为一种新兴的表面处理工程新技术,是传统热喷涂技术的重要补充之一。与气体涂层制备技术相比,金属固态沉积技术的一个显著特点是无需将喷涂颗粒加热至熔融状态,喷涂过程中颗粒不易发生氧化、烧损、相变、晶粒长大等现象。因此金属固态沉积涂层的化学成分以及显微组织结构可与原材料保持一致,尤其适用于易氧化的铝铜银等材料的涂层制备。
4.目前主要的预热方式是激光辅助预热,对于金、银、铜、铝、铂等纯金属及其合金,激光反射率非常高。以铜为例,对波长为1064nm激光的吸收率约在5%,反射率高达95%,会导致大量回返光,一旦回返光重新耦合到光纤里,就会打坏远端器件。而较低的激光吸收率,导致同等条件下,需要更高的激光功率,对设备的要求更高。同时,激光反射对于固态沉积装备的其他部件也有极大的影响,照射在基体上的激光,会被漫反射到固态沉积的喷嘴、冷却器、保护壳等部件,随着激光的长时间使用,相关部件温度也会逐渐积累升高,严重损害设备的使用性能和寿命,对设备的维护要求极高,如随着激光对喷嘴的加热效应,喷涂内壁温度的升高,会造成大量末颗粒的粘附,长时间工作后,喷嘴便会发生堵塞,导致整个沉积装置运行效率低下,成本大幅上升。同时激光光电转换率低(<70%),装备价格昂贵,也限制了其在金属固态沉积领域的应用。
5.鉴于激光预热基体伴随的一些列问题,特提出本技术。
技术实现要素:
6.本实用新型的目的在于提供一种固态沉积装置及固态沉积系统,旨在有效解决激光预热基体所带来的一系列问题。
7.本实用新型的实施例是这样实现的:
8.第一方面,本实用新型提供一种固态沉积装置,包括机械手、固态沉积机构和用于对待喷涂基材进行温度检测的温度检测机构和用于对待喷涂基材进行预热的电磁感应加热器,电磁感应加热器、温度检测机构和固态沉积机构的喷嘴均安装于机械手上,以使三者联动并具有相同的移动轨迹和速度;
9.其中,温度检测机构安装于固态沉积机构的喷嘴和电磁感应加热器之间。
10.在可选的实施方式中,电磁感应加热器的加热头包括中空金属管圈,中空金属管圈是由圆柱形金属材料自上而下盘旋形成。
11.在可选的实施方式中,中空金属管圈的直径为10-20mm。
12.在可选的实施方式中,形成中空金属管圈的圆柱形金属材料的材质为铜。
13.在可选的实施方式中,中空金属管圈的中心设置有永磁磁芯。
14.在可选的实施方式中,电磁感应加热器和固态沉积机构的喷嘴之间的间距为10-25mm。
15.在可选的实施方式中,固态沉积机构的喷嘴为拉法尔喷嘴。
16.在可选的实施方式中,还包括控制系统,机械手和温度检测机构均与控制系统电连接。
17.在可选的实施方式中,还包括用于安装机械手的基座。
18.第二方面,本实用新型提供一种固态沉积系统,包括前述实施方式中任一项的固态沉积装置。
19.本实用新型实施例的有益效果是:在使用过程中,利用机械手驱动固态沉积机构的喷嘴、温度检测机构和电磁感应加热器在基材上移动,先利用电磁感应加热器对基材进行预热,然后利用温度检测机构检测基材的温度达到适宜范围,最后再利用固态沉积机构的喷嘴对基材进行冷喷涂形成涂层。采用本实用新型实施例提供的固体沉积装置能够对金属固态沉积过程中对基体温度进行实时控制,利用电磁感应的加热方式避免了激光辅助预热所面临的问题,有利于沉积得到界面结合强度很高的涂层。
附图说明
20.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
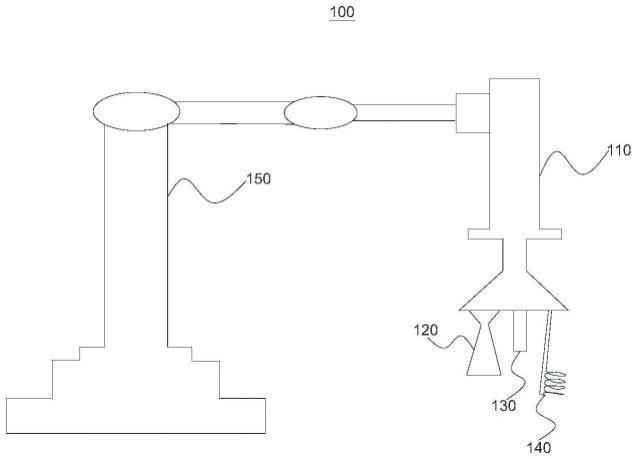
21.图1为本实用新型实施例提供的固态沉积装置的结构示意图。
22.图标:100-固态沉积装置;110-机械手;120-固态沉积机构;130-温度检测机构;140-电磁感应加热器;141-中空金属管圈;150-基座。
具体实施方式
23.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
24.因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一
个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
26.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
27.此外,术语“水平”、“竖直”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
28.在本实用新型的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
29.本实用新型实施例提供一种固态沉积装置100,包括机械手110、固态沉积机构120和用于对待喷涂基材进行温度检测的温度检测机构130和用于对待喷涂基材进行预热的电磁感应加热器140,电磁感应加热器140、温度检测机构130和固态沉积机构120的喷嘴均安装于机械手110上,以使三者联动并具有相同的移动轨迹和速度。
30.需要说明的是,温度检测机构安装于固态沉积机构的喷嘴和电磁感应加热器之间,在使用时固态沉积机构跟随电磁感应加热器运动。在使用过程中,利用机械手驱动固态沉积机构120的喷嘴、温度检测机构130和电磁感应加热器140在基材上移动,先利用电磁感应加热器140对基材进行预热,然后利用温度检测机构130检测基材的温度达到适宜范围,最后再利用固态沉积机构120的喷嘴对基材进行冷喷涂形成涂层。采用本实用新型实施例提供的固态沉积装置100能够对金属固态沉积过程中对基体温度进行实时控制,利用电磁感应的加热方式避免了激光辅助预热所面临的问题,有利于沉积得到界面结合强度很高的涂层。
31.具体地,机械手110为现有结构,可以有效驱动安装于其上面的部件运动,机械手110可以包括用于安装固态沉积机构120的喷嘴、温度检测机构130和电磁感应加热器140的安装部和用于驱动安装部运动的电机,其结构和工作原理在此不做限定。
32.具体地,电磁感应加热器140位于机械手110运动方向的最前端,先利用电磁感应加热器140对待喷涂基材进行加热,利用高频电磁感应系统,利用高频电流的变化产生高速变化的磁场,并使磁场内的磁力线通过待沉积区域,使此区域内产生无数的小涡流电流,从而使基体本身快速发热,达到待沉积区域加热目的。预热的目标温度不限,根据不同的基材温度略有区别,大致在100~2500℃范围内。
33.在一些实施例中,电磁感应加热器140的加热头包括中空金属管圈141,中空金属管圈141是由圆柱形金属材料自上而下盘旋形成,以对基材进行均匀加热。高频电磁感应系统工作电源电压交流380(v),功率2-200kw,采用温度控制模式。工作频率>150khz为宜,迫使电流集中的基体表面,加强表面预热效应。
34.具体地,中空金属管圈141的直径为10-20mm,可以为10mm、11mm、12mm、13mm、14mm、
15mm、16mm、17mm、18mm、19mm、20mm等,也可以为以上相邻尺寸值之间的任意值。
35.具体地,形成中空金属管圈141的圆柱形金属材料的材质为铜,也可以为其他用于电磁加热的金属材质,在此不做限定。
36.在优选的实施例中,中空金属管圈141的中心设置有永磁磁芯,利用永磁磁芯对基材进行加热,避免空心,用以加强感应磁场强度。工作时,中空铜制金属管圈中需通冷却水,以防止感应线圈过热失效。具体地,永磁磁芯为现有的磁性材料。
37.进一步地,温度检测机构130可以包括一般的温度传感器,可以将温度信号输出。
38.在一些实施例中,在可选的实施方式中,还包括控制系统,机械手110和温度检测机构130均与控制系统电连接,以将温度检测机构130检测到的温度信号传输至控制系统达到目标温度后,控制系统控制机械手110移动,利用固态沉积机构120对达到目标温度的区域进行喷涂。在实际操作过程中,基材表面温度的监控由温度检测机构130监测并反馈回电磁感应加热系统,电磁感应加热系统根据温度监测系统反馈的温度并结合基体表面所需预热温度值通过调节电磁感应加热系统的功率,调节基体表面温度。
39.在一些实施例中,电磁感应加热器140和固态沉积机构120的喷嘴之间的间距为10-25mm,以使电磁感应加热器140对基材加热至目标温度后才使固态沉积机构120对该区域进行喷涂。具体地,电磁感应加热器140和固态沉积机构120的喷嘴之间的间距可以为10mm、11mm、12mm、13mm、14mm、15mm、16mm、17mm、18mm、19mm、20mm、21mm、22mm、23mm、24mm、25mm等,也可以为以上相邻尺寸值之间的任意值。
40.在一些实施例中,固态沉积机构120的喷嘴为拉法尔喷嘴,拉法尔喷嘴的材质为玻璃钢或石英等电磁感应加热低敏感材料,固态沉积金属颗粒的速度>200m/s,温度25-1500℃,小于材料自身熔点。
41.在运行过程中,金属拉法尔喷嘴紧跟随电磁感应预热盘,从喷嘴中射出的超音速固态金属颗粒,快速碰撞至已达到预设温度的基体表面,粉末颗粒和基材表面材料同时经历强塑性充分变形,材料互相交织如何,同时伴随大面积元素扩散形成强力结合。当大量金属颗粒沉积至基体表面,最终形成具有高强界面结合的金属沉积层。
42.在一些实施例中,固态沉积装置100还包括用于安装机械手110的基座150,基座150可以为尺寸较大的底座,以提升装置运行的稳定性。
43.本实用新型实施例还提供一种固态沉积系统,包括上述固态沉积装置100,还可以包括其他配套设备,在此不做一一列举。
44.下面结合具体的实施例对固态沉积装置在使用过程中的情况进行具体说明。
45.实施例1
46.本实施例提供一种固态沉积方法,其采用图1的装置进行操作,具体包括如下步骤:
47.当进行金属材料的固态沉积时,首先采用采用高频电磁感应系统(即电磁感应加热器140)使铬锆铜基材待沉积区域自发热,随着铬锆铜基材表面温度快速升高,同时利用温度检测机构130使铬锆铜基体表面温度达到维持在600℃后;然后利用拉法尔喷嘴将平均粒度25微米的纯铜颗粒加速到800m/s,预热温度600℃,然后使这些纯铜金属颗粒快速碰撞到已达到预设温度的铬锆铜基体表面,粉末颗粒和基材表面材料同时经历强塑性充分变形,材料互相交织如何,同时伴随大面积元素扩散形成强力结合。当大量金属颗粒沉积至基
体表面,最终形成具有高强界面结合的金属沉积层。
48.具体参数如下:
49.高频电磁感应系统工作电源电压交流380(v),功率100kw,采用温度控制模式,工作频率150khz,迫使电流集中的基体表面,加强表面预热效应;基材表面温度的监控由温度检测控制系统监测并反馈回电磁感应加热系统,电磁感应加热系统根据温度监测系统反馈的温度并结合基体表面所需预热温度值通过调节电磁感应加热系统的功率,调节基体表面温度。
50.高频电磁感应系统加热器使用中空铜制金属管圈,顶端盘旋成直径15mm的圆盘状的加热器,圆盘状中心设置有永磁磁芯,用以加强感应磁场强度,工作时中空铜制金属管圈中需通冷却水,以防止感应线圈过热失效。
51.金属固态沉积喷嘴材料为石英玻璃。固态沉积涂喷嘴与电磁感应加热器同步运动,电磁感应加热器在前,喷嘴在后,距离30mm。
52.对比例1
53.本对比例与实施例1的区别仅在于:未采用电磁感应加热装置,其余条件(包括结构,材料、参数等)均与实施例1相同。
54.结果显示,纯铜涂层在铬锆铜基体表面的结合强度(15
±
2mpa))明显弱于实施例(>70mpa)。
55.对比例2
56.本对比例与实施例1的区别仅在于:高频电磁感应系统工作频率30khz。其余条件(包括结构,材料、参数等)均与实施例1相同。
57.结果显示,对比例2电磁感应系统工作评率过低,基体加热区域深度大于3mm,整个基材发生了变形,温度加热速度变慢。
58.对比例3
59.本对比例与实施例1的区别仅在于:未使用温度检测控制系统,其余条件(包括结构,材料、参数等)均与实施例1相同。
60.结果显示,对比例3无法精准控制温度,可能导致基体熔化,造成整个制备过程无法进行。
61.对比例4
62.本对比例与实施例1的区别仅在于:未在圆盘状电磁感应加热器的中心放置永磁磁芯,其余条件(包括结构,材料、参数等)均与实施例1相同。
63.结果显示,对比例4感应加热区域温度不均匀,尤其在圆盘状中心对应区域,无法加热,导致最终涂层的界面结合也无法一致统一。
64.对比例5
65.本对比例与实施例1的区别仅在于:金属固态沉积喷嘴材料使用了磨具钢,其余条件(包括结构,材料、参数等)均与实施例1相同。
66.结果显示,随着制造过程的进行,电磁感应加热系统边缘磁感线使喷嘴尖端也出现了自发热现象,造成了铜粉在喷嘴尖端的沾附,严重影响制造过程。
67.综上,本实用新型提供的一种固态沉积装置及固态沉积系统,先利用采用高频电磁感应系统(电磁感应加热器)使基材待沉积区域自发热,使基材表面达到较高的活性状
态,从而可以提高基材表面材料的塑性变形和形成冶金结合能力,随后采用金属固态沉积技术对处于较高温度的预热基材进行微米级材料累加沉积,并采用电磁感应加热系统对已沉积的金属层进行同步加热处理,促进后续颗粒的沉积和已沉积颗粒的间空隙的填充,能够大幅提升金属沉积体的界面结合强度,涂层脱落条件苛刻,而且能量使用率高、易操作,成本低。相对于激光预热,其优势和特点明显,具体表现在如下几个方面:
68.(1)高效节能,热效率高达90%以上,预热时间短;
69.(2)完全适用于金、银、铜、铝、铂等高激光反射金属及合金,消除了激光反射对固态沉积装备其他部件的热影响,避免了喷嘴升温,造成的堵枪现象;
70.(3)设备成本低,操作简单,维修量少,生产成本大幅下降。
71.以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。